
全球范围内的人口猛增、经济发展及科技进步让全世界的能源消耗日益严重,目前世界上大多数的能源来自于煤、石油、天然气等一次能源,
然而这些一次能源的使用会给地球带来如温室效应、光化学烟雾等全球性的重大污染问题;为解决化石能源所带来的各类环境问题,风能、太阳
能、地热能、水能等新能源孕育而生,新能源技术发展到今天已经为全球范围内的环境治理做出了巨大贡献,然而由于新能源的产生比较依赖于自
然环境(如:风速,日照及河流水量等),因此产生的能量很不稳定;为解决该问题,人们发明了具有高能量密度、高电压、循环性能好、寿命
长、自放电小、环境友好的锂离子电池作为新能源的主要储能装置,而且锂离子电池技术的发展也为便携式设备(手机、手提电脑等)、电动汽车
及混合动力汽车的发展带来了强劲的动力,在未来,随着国家节能减排政策的实施及人们环保意识的增强,锂离子电池产业必将得到迅猛发展。
据有关部门统计,2017年锂离子电池产量为111.1亿只,同比增长31.3%;2018年1~10月,锂离子电池产量达到113.9亿只,同比增长 11.0%;
据估计在2019年~2023年间我国锂离子电池产量平均增长率将高达16.43%,2023年我国锂离子电池的产量将高达283亿只;如此大量的锂离子电池使
用量必将带来大量的废旧锂离子电池;据高工产研锂电研究所数据显示,2018年我国废旧动力电池(主要为磷酸铁锂、三元电池)总报废量为7.4万
吨,数码电池(主要为钴酸锂电池)总报废量为16.7万吨;同时2018年被行业认为是动力电池退役潮元年,当年的市场规模为4.32亿元,预计到2025
年动力电池回收市场的规模将达到203.71亿元之巨[12]。虽然我国每年会产生大量的废旧锂离子电池,但据高工锂电的统计报告显示,2018年我国动
力电池回收量为5472 t,仅占报废动力电池总量的7.4%,由此可见还有大量的废旧动力锂离子电池尚未得到有效的回收与利用;虽然锂离子电池在使
用过程中不会产生有毒有害的物质,但如果不能对废弃后的锂离子电池进行正确、有效地处理,一方面,废旧锂电池中的低分子有机物(碳酸甲
酯、碳酸乙酯、碳酸甲乙酯等)不仅具有易燃易爆的特性,而且还会给自然环境与人类健康带来严重危害[15-16];另一方面,废旧锂离子电池中的
六氟磷酸锂会与空气中的水反应产生剧毒的HF,严重危害自然环境,而且废旧电池中含有的重金属及塑料等物质也会给环境带来重大的污染;而如
果能对废旧电池加以回收再利用的话,不仅可以节约大量的自然矿产资源,还可以消除废旧电池所带来的各种危害。因此近年来废旧锂离子电池的
回收与利用已经成为了各个科研院所的重点研究内容。
锂离子电池是由正负极片、粘结剂、电解液和隔膜等组成。在工业 上厂家主要使用钴酸锂、锰酸锂、镍钴锰酸锂三元材料和磷酸亚铁锂 等
作为锂离子电池的正极材料,以天然石墨和人造石墨作为负极活性物 质;聚偏氟己稀(PVDF)是一种广泛使用的正极粘结剂,粘度大,具有良 好的
化学稳定性和物理性能;工业生产的锂离子电池主要采用电解质六 氟磷酸锂(LiPF6)和有机溶剂配置的溶液作为电解液,利用有机膜,如多 孔状的
聚乙烯(PE)和聚丙烯(PP)等聚合物作为电池的隔膜;锂离子电池被普遍认为是环保无污染的绿色电池,但锂离子电池的 回收不当同样会产生污染。
锂离子电池虽然不含汞、镉、铅等有毒重金 属,但电池的正负极材料、电解液等对环境和人体的影响仍然较大。如 果采用普通垃圾处理方法处理锂
离子电池(填埋、焚烧、堆肥等),电池 中的钴、镍、锂、锰等金属,以及各类有机、无机化合物将造成金属污 染、有机物污染、粉尘污染、酸碱污
染。锂离子电解质机器转化物,如 LiPF6、六氟合砷酸锂(LiAsF6)、三氟甲磺酸锂(LiCF3SO3)、氢氟酸(HF) 等,溶剂和水解产物如乙二醇二甲醚
(DME)、甲醇、甲酸等都是有毒物 质;因此废旧锂离子电池需要经过回收处理,减少对自然环境和人类 身体健康的危害。
目前废旧锂离子电池的回收与利用大致可以分为回收、预处理、活性物质分离及电池活性材料再利用四个阶段。其中回收与预处理过程基本一
致,因此本文首先综述预处理过程的各类方法,然后再根据活性物质分离及活性材料再利用过程中所使用的主要手段将废旧锂离子电池回收与利用
的工艺路线分为物理法、化学法及物理化学联合法;废旧锂离子电池的回收处理过程主要包括预处理、二次处理和深度 处理。由于废旧电池中仍残
留部分电量,所以预处理过程包括深度放电 过程、破碎、物理分选; 二次处理的目的在于实现正负极活性材料与基底 的完全分离,常用热处理法、
有机溶剂溶解法、碱液溶解法以及电解法 等来实现二者的完全分离;深度处理主要包括浸出和分离提纯 2 个过程, 提取出有价值的金属材料;本文
通过综述近几年废旧锂离子电池典型的回收利用工艺流程,希望为废旧锂离子电池回收利用领域带来新的技术与理念,同时也希望找出目前废旧锂
离子电池回收与利用流程中急需解决的问题。
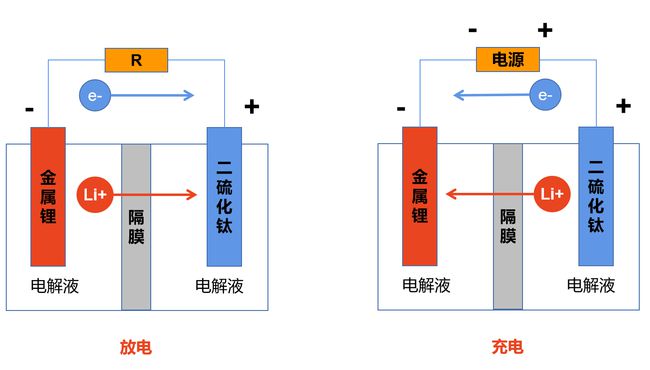
1、锂离子电池的生产与使用:锂离子电池具有高能量密度、高电压、自放电小、循环性能好、操 作安全等优势,并且对自然环境相对友好,因此被
广泛应用于电子产品, 如手机、平板电脑、笔记本电脑和数码相机等。此外,锂离子电池在水 力、火力、风力和太阳能等储能电源系统方面具有广
泛应用,并逐渐成 为动力电池的最佳选择。磷酸铁锂材料电池的出现,推动了锂离子电池 在电动车行业的发展和应用。随着人们对电子产品的需求
逐步增大和电 子产品更新换代的速度逐步加快,并且受新能源汽车飞速发展的影响, 全球市场对锂离子电池的需求越来越大,电池产量的增速逐年
增加;市场对锂离子电池的巨大需求,一方面导致未来将会出现大量废旧 电池,这些废旧锂离子电池如何处理才能减轻其对环境的影响,是亟待 解
决的问题;另一方面,为应对市场的巨大需求,厂家需要生产大量的锂 离子电池来供应市场。目前,生产锂离子电池的正极材料主要包括钴酸 锂、
锰酸锂、镍钴锰酸锂三元材料和磷酸亚铁锂等,因此废旧锂离子电 池中含有较多的钴(Co)、锂(Li)、镍(Ni)、锰(Mn)、铜(Cu)、铁(Fe)等金 属资源,
当中包含多种稀有金属资源,钴在我国更是属于稀缺战略金属, 主要以进口的方式满足日益增长的需求。废旧锂离子电池中的部分金属 含量比天然
矿石中的金属含量高,因此在生产资源日益短缺情况下,回 收处理废旧电池具有一定的经济价值。
2、 废旧锂离子电池回收利用现状及技术分析
2.1、 废旧锂离子电池预处理工艺
1)废旧锂离子电池梯次利用:是指将回收回来的废旧锂离子电池PACK包或模组中的性能较好的锂离子电池用于储能或其他领域的再利用方法。废
旧锂离子电池的梯次利用能够最大程度地回收再利用废旧锂离子电池中的完好单体;例如对退役后的48 V软包锰酸锂电池的容量、内阻、放电性能
及损耗分布进行了研究,研究表明大部分损耗后的电池组通过更换个别损耗后的电池单体可以实现废旧锂离子电池组的再利用;又如将退役后的废
旧磷酸铁锂电池手工拆解后进行分选重组,重组后的磷酸铁锂电池组在容量、内阻、安全性及一致性上都满足梯次利用的各项要求,该研究表明由
于磷酸铁锂电池良好的循环性能,即使是废旧的磷酸铁锂电池组对其进行拆解梯次利用后,依然可以用于储能及低速电动车等对电池性能要求不是
很严格的领域;采用内阻法估计废旧磷酸铁锂电池组的电池健康状态,并且建立起了一整套的电池组健康监测体系及方法,为废旧磷酸铁锂电池的
梯次利用提供了详细的、整套的估算方法,为实现废旧磷酸铁锂电池的资源化利用提供了监测方法。

废旧锂离子电池的梯次利用能够最大程度的发掘废旧锂离子电池的使用价值,降低后续回收利用的处理量,同时也能提高整个废旧锂离子电池
回收利用过程的经济效益。将废旧动力锂离子电池进行梯次利用后,剩下的废旧锂离子电池就会进行废旧锂离子电池回收利用;由于废旧锂离子电
池中残留有部分能量,而且废旧锂离子电池中的各种有价成分相互包裹在一起,因此在对废旧锂离子电池进行回收利用之前,需要对废旧锂离子电
池进行放电、电解液处理、破碎等;废旧锂离子电池的回收处理过程主要包括预处理、二次处理和深度 处理。由于废旧电池中仍残留部分电量,所
以预处理过程包括深度放电 过程、破碎、物理分选; 二次处理的目的在于实现正负极活性材料与基底 的完全分离,常用热处理法、有机溶剂溶解
法、碱液溶解法以及电解法 等来实现二者的完全分离;深度处理主要包括浸出和分离提纯 2 个过程, 提取出有价值的金属材料。

2) 废旧锂离子电池放电过程
(1)废旧锂离子电池的放电过程,一是可以保证电池负极活性材料上的锂元素回到正极活性材料,提高锂元素的回收率,二是可消除废旧锂离子电
池中的能量,最大程度上的减小回收利用过程中的安全隐患。目前废旧锂离子电池的放电方法主要有溶液放电、放电柜放电、放电介质放电等。
(2)对废旧锂离子电池在不同硫酸盐溶液中的放电行为进行了研究,最终表明0.8 mol・L−1的MnSO4溶液最适合于对废旧锂离子电池进行放电,文
中还对pH、溶液温度、抗坏血酸浓度等因素进行进一步研究,研究表明在最佳放电条件下,在溶液中放电8 h左右,废旧锂离子电池的电压可以降低
至0.54 V,说明MnSO4溶液可以用于对废旧锂离子电池放电;对比了用常规的外电路放电及用质量分数为5%的NaCl溶液放电对后续正极粉剥离的影
响,实验结果表明虽然两种方法都可以对废旧锂离子电池进行有效放电,但如果采用常规的盐水放电会降低后续废旧锂离子电池中极粉的脱落率,
并且采用盐溶液放电会导致溶液污染,增加后续水处理的成本。
(3)放电过程对整个废旧锂离子电池的回收与利用过程具有重要的意义,该过程不仅会影响到锂元素的回收率,同时也会对整个回收过程的安全及
其他工艺过程产生一定的影响,但目前的放电方法存在放电时间长、放电过程污染严重的缺点,因此急需开发出一种高效的放电方法以利于废旧锂
离子电池回收利用的工业化生产;由于废旧锂离子电池中的有价成分复杂,废旧锂离子电池的回收利用过程需要物理与化学方法相结合,本文根据
废旧锂离子电池回收利用过程中主要使用的方法将废旧锂离子电池的回收与利用分为物理法、化学法及物理化学联合法。
3 )电解液回收利用:电解液是废旧锂离子电池中污染最大的物质,因而废旧锂离子电池处理的目的之一就是将废旧锂离子电池中的电解液进行无
害化处理;目前废旧锂离子电池中电解液的处理方法主要有:机械法、萃取法等;
(1)将废旧锂离子电池置于保护气氛下进行手工拆解后,将拆解后的废旧锂离子电池进行高速离心,使得电解液以液体形式从废旧电池中脱离出
来,从而达到回收再利用电解液的目的,该方法虽然能够回收电解液,但回收流程长、操作复杂、电解液回收率不高,因此手工拆解及高速离心不
适用于工业化大规模生产。
(2)先将废旧锂离子电池进行穿孔,防止回收利用过程中电池炸裂,穿孔后从孔中注入一定量的有机溶剂将废旧锂离子电池中的电解液清洗干
净,清洗干净后,采用减压蒸馏的方式将废旧锂离子电池中残留的电解液及有机溶剂去除,该方法虽然可以去除部分电解液,但同样比较繁琐且有
机溶剂污染较大,难以在工业上应用。
(3)采用超临界二氧化碳萃取废旧锂离子电池电解液中的有机物及无机盐类化合物,在该工艺中超临界二氧化碳萃取可以在常温常压下进行,且超
临界二氧化碳萃取的萃取回收率可达90%以上,但该方法的成本较高且得到的电解液成分复杂难以再制成电解液。
(4)深入研究用二氧化碳萃取法得到的锂离子电池电解液进行再生再成为锂离子电池电解液的可能性,结果表明用超临界二氧化碳萃取得到的电解
液可以再生为锂离子电池电解液,为废旧锂离子电池电解液再生提供了理论依据。
2.2、领ll锂离子电池二次回收处理技术:由于废旧电池中仍残留部分电量,所以预处理过程包括深度放电 过程、破碎、物理分选; 二次处理的目的在
于实现正负极活性材料与基底 的完全分离,常用热处理法、有机溶剂溶解法、碱液溶解法以及电解法 等来实现二者的完全分离;按提取工艺分类,
电池的回收方法主要可分 为:干法回收、湿法回收和生物回收 3 大类技术。
1)干法回收:是指不通过溶液等媒介,直接实现材料或有价金属的回收。 其中,主要使用的方法有物理分选法和高温热解法。
(1)物理分选法:物理分选法是指将电池拆解分离,对电极活性物、集流体和电池外 壳等电池组分经破碎、过筛、磁选分离、精细粉碎和分类,从而
得到有 价值的高含量的物质。提出的一种利用硫酸和过氧化氢从锂离子电池废 液中回收 Li、Co 的方法中,包括物理分离含金属颗粒和化学浸出 2
个 过程。其中,物理分离过程包括破碎、筛分、磁选、细碎和分类。实验 利用一组旋转和固定叶片的破碎机进行破碎,利用不同孔径的筛子分类
破碎物料,并利用磁力分离,做进一步处理,为后续化学浸出过程做准 备。
*研发的研磨技术和水浸除工艺的基础上,开发一种利用机械化学方 法从锂硫电池废料中回收钴和锂的新方法。该方法利用行星式球磨机在 空气中
共同研磨钴酸锂(LiCoO2)与聚氯乙烯(PVC),以机械化学地方式 形成 Co 和氯化锂(LiCl)。随后,将研磨产物分散在水中以萃取氯化物。 研磨促进了
机械化学反应。随着研磨的进行,Co 和 Li 的提取收率都得 到提高。30min 的研磨使得回收了超过 90%的 Co 和近 100%的锂。同 时,PVC 样品中
约 90%的氯已经转化为无机氯化物。
*物理分选法的操作较简单,但是不易完全分离锂离子电池,并且在 筛分和磁选时,容易存在机械夹带损失,难以实现金属的完全分离回收。
(2)高温热解法:是指将经过物理破碎等初步分离处理的锂电池材料,进 行高温培烧分解,将有机粘合剂去除,从而分离锂电池的组成材料。同 时
还可以使锂电池中的金属及其化合物氧化还原并分解,以蒸汽形式挥 发,然后再用冷凝等方法收集。
*利用废旧锂离子电池制备 LiCoO2 时,采用了高温热解法。Lee 等 首先将 LIB 样品在马弗炉中 100~150℃的环境下热处理 1h。其次,将 经热处理
的电池切碎以释放电极材料。样品用专为该研究设计的高速粉 碎机进行拆解,按照大小分类,大小范围为 1~50mm。然后,在炉中 进行 2 步热处
理,第一次在 100~500℃下热处理 30min,第二次在300~500℃下热处理 1h,通过振动筛选将电极材料从集流体中释放出 来。接下来,通过在 500
~900℃的温度下烧 0.5~2h,烧掉碳和粘合 剂,获得阴极活性材料 LiCoO2。实验数据表明,碳和粘合剂在 800℃ 时被烧掉。
*高温热解法处理技术工艺简单,操作方便,在高温环境下反应速度 快,效率高,能够有效去除粘合剂;并且该方法对原料的组分要求不高, 比较适
合处理大量或较复杂的电池。但是该方法对设备要求较高;在处理 过程中,电池的有机物分解会产生有害气体,对环境不友好,需要增加 净化回收
设备,吸收净化有害气体,防止产生二次污染。因此,该方法 的处理成本较高。
2)湿法回收:湿法回收工艺是将废弃电池破碎后溶解,然后利用合适的化学试剂, 选择性分离浸出溶液中的金属元素,产出高品位的钴金属或碳
酸锂等, 直接进行回收。湿法回收处理比较适合回收化学组成相对单一的废旧锂 电池,其设备投资成本较低,适合中小规模废旧锂电池的回收,因
此该方法目前使用也比较广泛。
(1)碱-酸浸法:由于锂离子电池的正极材料不会溶于碱液中,而基底铝箔会溶解于 碱液中,因此该方法常用来分离铝箔。在回收电池中的 Co 和 Li
时,预 先用碱浸除铝,然后再使用稀酸液浸泡破坏有机物与铜箔的粘附。但是 碱浸法并不能完全除去 PVDF,对后续的浸出存在不利影响。
*锂离子电池中的大部分正极活性物质都可溶解于酸中,因此可以将 预先处理过的电极材料用酸溶液浸出,实现活性物质与集流体的分离, 再结合
中和反应的原理对目的金属进行沉淀和纯化,从而达到回收高纯 组分的目的。
*酸浸法利用的酸溶液有传统的无机酸,包括盐酸、硫酸和硝酸等。 但是由于在利用无机强酸浸出的过程中,常常会产生氯气(Cl2)和三氧化 硫(SO3)
等对环境有影响的有害气体,因此研究人员尝试利用有机酸来 处理废旧锂电池,如柠檬酸、草酸、苹果酸、抗坏血酸、甘氨酸等。Li 等利用盐酸溶
解回收的电极。
*由于酸浸过程的效率可能受氢离子(H+) 浓度、温度、反应时间和固液比(S/L)的影响,为了优化酸浸工艺的操作 条件,设计了实验来探讨反应时
间、H+浓度和温度的影响。实验数据 表明,当温度为 80℃时,H+浓度为 4mol/L,反应时间为 2h,浸出效 率最高,其中,电极材料中 97%的 Li 和
99%的 Co 被溶解。
*采 用苹果酸作浸出剂和双氧水作还原剂对预处理得到的正极活性物质进 行还原浸出,并通过研究不同反应条件对苹果酸浸出液中 Li、Co、Ni、
Mn 浸出率的影响,从而找出最佳反应条件。研究数据表明,当温度为80℃,苹果酸浓度为 1.2mol/L,液液体积比为 1.5%,固液比 40g/L, 反应时
间 30min 时,利用苹果酸浸出的效率最高,其中 Li、Co、Ni、 Mn 浸出率分别达到了 98.9%,94.3%,95.1%和 96.4%。但是,相较 于无机酸,利用
有机酸浸出成本较高。
(2)有机溶剂萃取法:利用“相似相容”的原理,使用合适的有机溶剂, 对有机粘结剂进行物理溶解,从而减弱材料与箔片的粘合力,对二者进 行
分离。
*在回收处理钴酸锂电池时,为了更好地回收电极的活性材料,利用 N-甲基吡咯烷酮(NMP)对组分进行选择性分离。NMP 是 PVDF 的良好 溶剂(溶
解度大约为 200g/kg),并且其沸点较高,约 200℃。研究利用 NMP 在大约 100℃下对活性材料处理 1h,有效实现了薄膜与其载体的 分离,并因此
通过将其从 NMP(N-甲基吡咯烷酮)溶液中简单地过滤出 来,从而回收金属形式的 Cu 和 Al。该方法另一个好处是回收的 Cu 和 Al 两种金属在充分
清洁后可以直接重新使用。
*此外回收的 NMP 可以 循环使用,因为其在 PVDF 中的高溶解度,所以可以被多次重复使用。 Zhang 等在回收锂离子电池用阴极废料时,采用三
氟乙酸(TFA)将阴极 材料与铝箔分离。实验所用的废旧锂离子电池使用聚四氟乙烯(PTFE) 作为有机粘合剂,系统地研究了 TFA 浓度、液固比(L/S)、
反应温度和时间对阴极材料和铝箔分离效率的影响。实验结果表明,在质量分数为 15 的 TFA 溶液中,液固比为 8.0mL/g,反应温度为 40℃时,在
适当 的搅拌下反应 180min,阴极材料可以完全分离。
*采用有机溶剂萃取法来分离材料与箔片的实验条件比较温和,但是 有机溶剂具有一定的毒性,对操作人员的身体健康可能会产生危害。同 时,由
于不同厂家制作锂离子电池的工艺不同,选择的粘结剂有所差异, 因此针对不同的制作工艺,厂家在回收处理废旧锂电池时,需要选择不 同的有机
溶剂;此外对于工业水平的大规模回收处理操作,成本也是 一个重要的考量;因此选择一种来源广泛、价格适宜、低毒无害、适 用性广的溶剂非
常重要。
(3)离子交换法:是指用离子交换树脂对要收集的金属离子络合物的吸 附系数的不同来实现金属分离提取;将电极材料经过酸浸处 理过后,在溶液
中加入适量氨水,调节溶液的 pH 值,与溶液中的金属 离子发生反应,生成[Co(NH3)6]2+,[Ni(NH3)6]2+等络合离子,并连 续向溶液中通入纯氧气
进行氧化,然后使用不同浓度的硫酸氨溶液反 复通过弱酸性阳离子交换树脂,分别选择性的将离子交换树脂上的镍络 合物和三价钴氨络合物洗脱下
来;最后使用 5%的 H2SO4 溶液将钴络物完全洗脱,同时使阳离子交换树脂再生,并利用草酸盐分别将洗脱 液中的钴、镍金属回收。离子交换法的
工艺简单,比较容易操作。
3)生物回收:利用无机酸和嗜酸氧化亚铁硫杆菌从废旧锂离子电池中浸出金属, 并利用 S 和亚铁离子(Fe2+),在浸出介质中生成 H2SO4、Fe3+等
代谢 产物;这些代谢物帮助溶解废电池中的金属。研究发现钴的生物溶解速 度比锂快。随着溶解过程的进行,铁离子与残余物中的金属发生反应而
沉淀,导致溶液中的亚铁离子浓度减少,并随着废物样品中金属浓度增 加,细胞的生长被阻止,溶解速率变慢;此外较高的固/液比也影响 金属溶
解的速率;利用嗜酸氧化亚铁硫杆菌生物浸出废旧锂离子电池中 的金属钴,该研究以铜作为催化剂,分析铜离子对嗜酸氧化亚铁硫杆菌 对 LiCoO2
生物浸出的影响。结果表明,几乎所有的钴(99.9%)在 Cu 离子浓度为 0.75g/L 时,生物浸出 6 天后进入溶液,而在没有铜离子的 情况下,经过 10 天
的反应时间,仅; 43.1%的钴溶解。在铜离子存在 的情况下,废锂离子电池的钴溶解效率提高。此外,还研究了催化机理, 解释了铜离子对钴的溶
解作用,其中 LiCoO2 与铜离子发生阳离子交换 反应,在样品表面形成钴酸铜(CuCo2O4),易被铁离子溶解。*生物浸出法的成本低,回收效率高,
污染和消耗少,对环境的影响 也较小,并且微生物可以重复利用。但是高效微生物菌类培养难,处理 周期
长,浸出条件的控制等是该方法需要的几大难题。
4)联合回收方法:废旧锂电池回收工艺各有优劣,目前已经有联合并优化多种工艺的 回收方法研究,以充分发挥将各种回收方法的优势,实现经
济利益最大 化。
2.3、深度处理主要包括浸出和分离提纯 2 个过程, 提取出有价值的金属材料:锂电池的回收利用,我国现在还处在研究阶段,其主要方法非为干
法,湿法;湿法是将电池中的Li、Co、等元素转化到溶液中,在从溶液中将所需要的元素分离出来;而干法直接从废旧的锂电池里回收有用物质。;下
面将对这些方法进行介绍。
2.3.1、物理分选-化学浸出法
1)将废旧电池放电剥离外壳简单破碎筛选后得到电极材料,或者简单破碎后焙烧去除有机物获得电极材料。
2)将第一步获得的材料进行溶解浸出使电极中的各种金属进入溶液中 其中钴和镍分别以Co2+,Ni2+形式存在浸出分一步溶解法和两步溶解法:一
步溶解法直接采用酸浸出,将所有金属溶于酸中,然后采用一些不同的方法分离净化回收;两步法是用碱浸出铝并回收,然后用酸浸出剩余金属氧
化物,其后处理与第一步法类似。
3)对溶解后溶液(浸出液)中金属元素进行分离回收或将该溶液直接合成正极材料。
2.3.2、沉淀分离法
1)先将LiCoO2电极用NaOH溶液溶解,使集流体的铝箔以NaAlO2的形式进入溶液中;而LiCoO2、导电剂和粘结剂成为碱浸渣。控制溶
液的pH值,使铝以Al( OH)3形式沉淀。
2)碱浸渣采用硫酸-双氧水体系进行酸浸出,使LiCoO2 转变为Co2+,过滤,再以NaOH溶液调节酸浸出液的pH值,使Fe2+、Ca2+、Mn2+和少量
Al3+等杂质产生沉淀,而Co2+不沉淀,可用( NH4)2C2O4沉淀,制备CoC2O4。
2.3.3、非晶型柠檬酸盐沉淀法
1)工艺流程:失效锂离子电池→热预处理( 电池解离、熔化塑料) →一次破碎→一次筛分→二次热处理→二次筛分→高温焙烧→硝酸介质还原浸出
( H2O2 作还原剂) →净化除杂→柠檬酸沉淀→高温焙烧→钴酸锂。
2)工艺关键为:通过调整溶液中钴和锂的配比(锂在钴酸锂中应稍过量),再用柠檬酸与钴、锂离子形成凝胶沉淀,在950℃下经24 h锻烧,得到粒度
为20 m、比表面积30 c m2/g的具有良好充放电性能的钴酸锂。用浸出液直接合成电极材料且具有很好的充放电性能。
2.3..4、电沉淀法
1)工艺流程:采用电沉淀法,将分离出的LiCoO2浸泡于以钛作电极的HNO3溶液中进行恒压电解。通过线性扫描电压发现,阴极的还原峰很明显,
表明NO3-和溶液在溶液中的氧气发生了还原反应,生成了OH-,使钛片周围的pH值升高。Co3+也被还原成Co2+,在合适的pH值下,其与OH-生成
Co(OH)2附于钛片表面,经过热处理后可得到钴的氧化物。
2.3.5 离子交换法
*工艺流程:离子交换法采用选择性沉淀回收铝后,在溶液中过量加入含有一定量NH4Cl盐的氨水溶液,充分搅拌,溶液中Co2+,Ni2+的分别转化为
[Co(NH3)6]2+,[Ni(NH3)6]2+络合离子,由于无法将这两种离子成功地分离,因此通过在溶液中通入氧气的方法将钴的2价络合物[Co(NH3)6]2+氧化
为3价络合物[Co(NH3)5(H20)]2+或[Co(NH3)6]3+,而[Ni(NH3)6]2+不被氧化。氧化后的溶液通过由弱酸性阳离子交换树脂组成的离子交换柱,两种
金属络合物都被阳离子交换树脂吸附,根据其吸附系数相差较大的特点用不同浓度的硫酸氨溶液选择性地洗脱并分离,Co的回收率为89.9%,Ni的
回收率为84.1%。
2.3.6、直接获取LiCoO2材料的回收技术
*工艺流程:将废旧锂离子电池剥离塑料和金属外壳后,破碎电极,并在150 ~500℃加热1 h,去除有机添加剂和PVDF黏合剂,再将铝箔和粉末状
的锂钴氧化物(含杂质碳粉)分离,然后将含碳粉的锂钴氧化物在700℃空气环境高温处理1h去除碳和残余的有机物,同时用XRD( X射线衍射仪) 检测
证明LiCoO2结构并未发生明显变化。
1)用立式剪碎机将废旧锂离子电池粉碎30 s后,用10目筛筛分;筛上物用风力摇床分选得到轻品隔膜材料和重品铜、铝箔和铝制外壳;筛下物用65目
振动筛,得到筛上物少量细小铜、铝箔,筛下物为活性电极材料(锂钴氧化物和石墨混合粉末)。将活性电极材料在马弗炉中500℃温度下热处理电极
材料2 h后,用泡沫浮选法分离锂钴氧化物和石墨。这是因为在500℃温度下,有机粘结剂( PVDF)挥发脱除,锂钴氧化物表面由疏水性变为亲水性。
得到的锂钴氧化物品位为93%以上,回收率为92%以上。
2)剥离锂离子电池外壳,取出电芯并切成1~2cm见方的碎片,用极性有机溶剂漂洗电芯碎片,将电解液溶解出来。然后向碎片中加入有机溶剂N-甲
基甲酞胺( NMP) 、N, N-二甲基乙酞胺、N,N-二甲基甲酞胺( DMF)等,溶解PVDF并进行分离。将得到的混有石墨的钴酸锂粉末,采用两种方法分
离:一是沉浮分离法,即使用一种密度在石墨和钴酸锂之间的液体使其分离;二是在700℃下灼烧粉末2h,回收钴酸锂。
3)直接回收活性材料的工艺高效地分离了钴与铝,使铝箔以金属形式进行回收,增加了回收价值,同时简化了废旧锂离子电池正极材料的传统回收
处理工艺流程;加入很少或不加入化学药剂,无需考虑新增的污染问题。该技术的关键步骤和以后的研究重点应是如何高效地将石墨或碳粉(少量锂
嵌入在其中)和钴酸锂分离,以及脱出嵌入在碳粉或石墨中的锂。AEA工艺[8]用电化学还原法使LiCoO2和碳粉分离。随着Li-CoO2中的Co3+被还原
为Co2+,嵌入在碳粉中的锂也得以释放,钴和锂以固体CoO和LiOH溶液的形式分离。用高温法分离,工艺相对简单、方便,但能耗较高,同时石墨
稳定性高,而LiCoO2在高温时会发生分解, 生成Co3O4,同时释放O2,较难保证回收的LiCoO2具有很好纯度和质量。
4)进行LiCoO2修复分离的探索研究:自制了一个含有两个聚四氟乙烯室的不锈钢高压锅设备,将包含LiCoO2、导电炭、粘结剂、隔膜等的废LiCoO2
电极,直接置于这个设备中,并在200℃的浓LiOH溶液中利用水热方法,修复并同时分离出LiCoO2材料,该方法步骤简单,虽然LiCoO2并未得到完
全分离,但是修复LiCoO2作为锂离子电池的正极材料是可行的,该方法主要是依据“溶解―沉淀”的作用机制。
2.3.7、生物浸出工艺 :所谓微生物浸出工艺就是用微生物将体系中有用组分转化为可溶化合物并选择性地溶解出来,得到含金属的溶液,实现目
标组分与杂质组分分离,最终回收有用金属的技术[9]。 与传统电池回收技术相比,生物浸出有基建投资少、操作成本低、对环境的污染小等优点。
但这是一个比较新的课题,还有去多问题需要解决,如菌种的选择与培养,浸出条件的控制,金属的生物浸出机理等。
2.3.8、萃取法: 液液萃取法是一种研究较多的处理方法,操作条件温和,资源回收率高,可得到高纯度的产物(99.9%的CoSO4);萃取剂Cyanex272对
电池中主要金属的萃取平衡图表明对钴锂分离,钴镍分离均有很好的效果。碱浸-酸溶-萃取工艺采用碱浸法去除铝,再用硫酸、H2O2浸出其他金
属,然后用AcorgaM5640萃取除铜,最后用Cyanex272作萃取剂进行钴和锂的分离,得到CuSO4、CoSO4和Li2CO3产品。其中铜、钴回收率分别达到
98%、97%。然而溶剂在萃取过程中的流失和再生过程中能源消耗大以及除杂过程过于繁杂,使这种方法存在一定局限性,应用受到很大的限制。
总而言之,各种回收废旧锂离子电池中金属材料的电化学方法都存在着优缺点,随着新能源电池产业的迅猛发展进一步研究开发清洁高效、绿色
环保并适合大批量生产的回收技术是实现废旧锂离子电池的无害化和资源化的发展趋势势在必行、刻不容缓。

|




