
����ӵ�������硢����졢���ȶ�������ӵ���ͺţ�����������Զ���ˮƽ�ߡ����һ���Ժá����������ܶȸߡ�ɢ���Ժ����ŵ㣻���Ľ������
�ӵ�ص����칤�����̣����������̵Ĺܿ�Ҫ�㼰��Ե�ص����ܵ�Ӱ�죬Ϊ����ӵ��Ӧ�ü����﮵����������ˮ������������ػ����豸�����ṩ��
Ҫ�IJο���
һ�� ����ӵ�ع���ԭ��
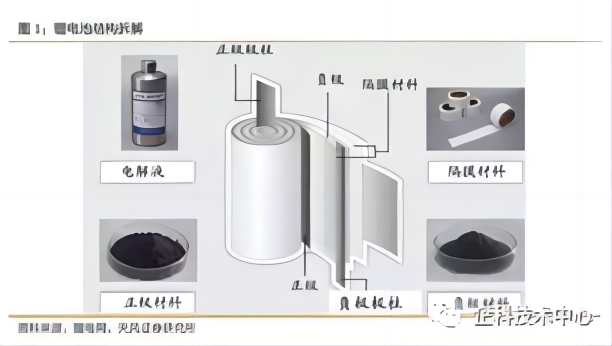
1�� ����ӵ����Ҫ����������������Ĥ�͵��Һ��ɣ�����Li+����������֮���ƶ������������ʱLi+��������Ƕ�����������Ƕ��
�������������ڸ��״̬; �ŵ�ʱ���෴��
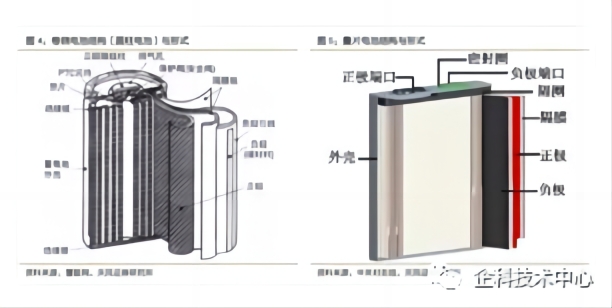
2������ӵ�ؽṹ����ӵ����Ҫ����������������Ĥ�͵��Һ�Ĵ�������ɡ�ͬʱ��һ��������18650Բ��������ӵ�о������������
���ߡ����¾�ԵƬ���ǰ弰��ֿǵȸ��ġ�
��������ӵ�����칤��
1������ӵ�ص����칤�ո��ӣ������ڶ࣬�κ�һ�����ڳ���ʧ��Ӱ������ӵ�о�����ܻ������ȫ���⣬��ˣ�ֻ���ϸ�ܿ�ÿһ
�����칤�����������������Ͱ�ȫ�б��ϵĺϸ��о��
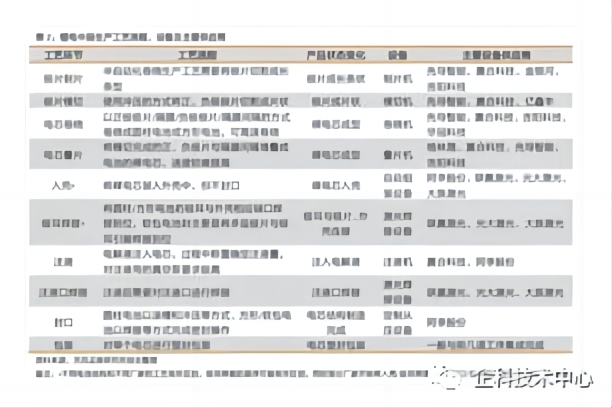
2������ӵ������ǰ�ι�����ܿص�������ǰ�ι��հ����Ͻ���Ϳ������ѹ�����С���Ƭ�����ơ���ǡ��������ۼ��濾10������
ǰ�ι���ĺ����ǽ���ĩ״������������������һ�ž�о����Ƭ����Ӧ��ֹ�����麸��ƫ����©����Ƭ���ϼ���Ե��ƫ����©����;
3�����ƹ�����Բ����﮵�س��ε���Ҫ���գ�����״����������Ƭ��Ĥͨ�����ƻ�����Բ���ξ�о����һ����ܿ�Ҫ�����ڸ�����Ƭ��
����ȫ����������Ƭ������Ĥ������ȫ����������Ƭ���Թ��վ���Ҫ��dz��ߡ�
4��﮵�ص��������ձȽϸ��ӣ���Ҫ��������������Ҫ���ǵ缫�����Ľ���Ϳ���Σ�ǰ�Σ�����о�ϳɵľ���עҺ�Σ��жΣ����Լ����ɷ�װ�İ�װ
���Σ���Σ�����ֵ�����ɹ���ռ��ԼΪ��35~40%��:��30~35��%:��30~35��%��������Ҫ�������豸��Ӧ�̲�ͬ������/������������ȣ�������
�̻���һ�£���ֵ��ռ����ƫ�������ϸñ�����
5��﮵�����ǰ�ι����Ӧ��﮵��豸��Ҫ������ս������Ϳ��������ѹ���ȣ��жι�����Ҫ����ģ�л������ƻ�����Ƭ����עҺ���ȣ�
��ι�����������ɻ������ݼ���豸�����ִ̲������Զ����ȡ�����֮�⣬��������������ҪPack �Զ����豸��
��������ӵ�������ι��գ���������ι��հ���עҺ�����ӡ���ڡ���ϴ����Ĥ��עҺ��ͨ��עҺ�������Һע��濾��ˮ��Ҫ��
�ϸ�ľ�о��עҺ��ɺ�﮵�ص��Ĵ����ľ���Ӧ�õ���о֮�У�עҺ����ؼ����ھ���עҺ������ʪ���¼���ˮ������ﵽ���Һ��
���Ϻõؽ���������������Ƭ��Ч����
���� ����ӵ��ɸѡ���������ڵ��ԭ���ϡ��������յȲ��𣬵����������ѹ����������ܴ��ڲ��죬ʹ�õ�������ܴﲻ��������ˮ
ƽ��ʹ������Զ���ڵ����أ�Ӱ��綯������ʹ�á����ɸѡ���հ���������ɡ��»�����ѡ�����ݹ����ϵ��ط�Ϊ﮵�غ��
���ӵ�ء��ֻ��ͱʼDZ�����ʹ�õĶ�������ӵ�أ�ͨ�������׳���Ϊ﮵�ء�
�塢﮵�ؽṹ������ӵ�ع�����Ҫ����������������ˮ����ʺ�Ĥ�IJ�����ɡ�Ŀǰ�г��ϲ��ý϶��﮵����ҪΪ������﮵��
����Ԫ﮵�أ���������ԭ���ϲ���ϴ������������̱ȽϽӽ������ղ�����仯�����������ȫ�����Ϊ��Ԫ���ϣ��ɲ��ߵ���
��Ч�����ѡ����ڵ�س��Ҷ��ԣ���Ҫ�Բ����ϵ��豸��������и�����

&a, mp;n, bsp;
����﮵�ǰ����������
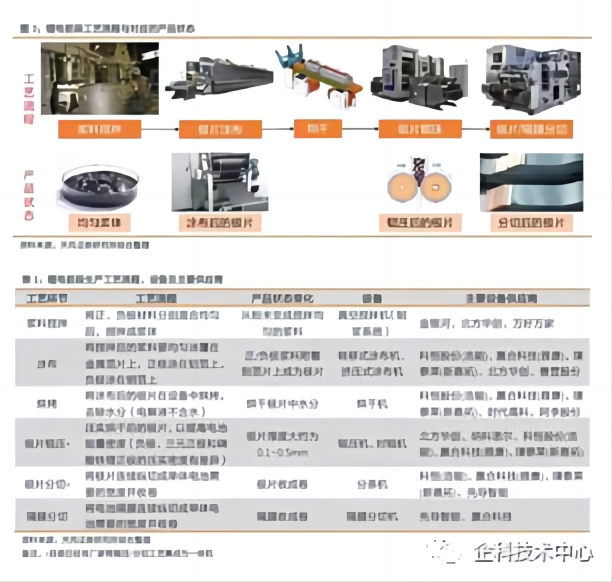
1��﮵��ǰ�˹��յĽ���ǽ�﮵��������Ƭ�Ʊ���ɣ����һ�������ǽ��裬��������������̬��ز��ϻ�Ͼ��Ⱥ�����ܼ���ͨ����
�ս��������ɽ�״�����ϵĽ�����﮵�������յĻ����������������Ǻ���Ϳ������ѹ���ո�������ɵĻ�����
2��Ϳ����ѹ����֮���Ƿ��У�����Ϳ�����з��й��մ������������й����в���ë�������װ�䡢ע���Һ�ȳ��������ǵ��ʹ�ù����г��ְ�ȫ��
�������﮵����������е�ǰ���豸����������Ϳ��������ѹ�������������ǵ������ĺ��Ļ������غ����������ߵ����������ǰ���豸�ļ�ֵ������
�ռ����﮵��Զ��������ߵı�����ߣ�Լ35%��
�ߡ�﮵��жι�������
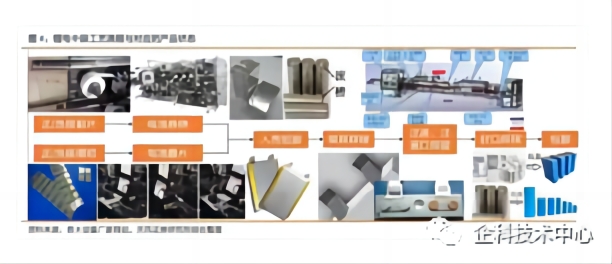
1��﮵����������У��жι�����Ҫ����ɵ�صij��ͣ���Ҫ�������̰�����Ƭ����Ƭ���ơ�ģ�С���о���Ƴ��ͺ͵�Ƭ���͵ȣ��ǵ�ǰ�����豸���̾�
���Ƚϼ��ҵ�һ������ռ﮵��������ֵ��Լ30%��
2��Ŀǰ����﮵�صĵ�о���칤����Ҫ�о��ƺ͵�Ƭ���֣���Ӧ�ĵ�ؽṹ��ʽ��ҪΪԲ���뷽�Ρ��������֣�Բ���ͷ��ε����Ҫ���þ��ƹ�����������
���������Ҫ���õ�Ƭ���ա�Բ����Ҫ��18650��26650Ϊ������Tesla����������21700��ء�����ȫ��ҵ�ƹ㣩������������������������Ƿֱ����Ӳ��
�Ǻ�����Ĥ���֣�����������Ҫ�Ե�Ƭ����Ϊ�����������Ծ��ƹ���Ϊ����
3�������ṹ��ʽ��Ҫ�����и߶������г�����λ��Ʒ�������ʽϸߣ���ͬ�Ȳ��������£��������������ǵ�ء��������ǵ�����γɹ�
ģЧӦ����Ʒ�ϸ��ʼ��ɱ����ڿ��ƣ�Ŀǰ�����ڸ����г�������пɹ۵������ڿ���Ԥ����δ�������߶����ѱ�����ȡ����
4�����ھ��ƹ��տ���ͨ��ת��ʵ�ֵ�о�ĸ�������������Ƭ����������ߵ��ٶ����ޣ����Ŀǰ���ڶ���﮵����Ҫ���þ��ƹ���Ϊ����
��˾��ƻ��ij�����Ŀǰ���ڵ�Ƭ����
5�����ƺ͵�Ƭ������Ӧ��ǰ������Ϊ��Ƭ����Ƭ��ģ�С���Ƭ�����Է��к�ļ�Ƭ/�������ӡ���Ƭ��������������ֽ�������������վ����öϣ�����
�վ���Ƭ���ں�����ȫ�Զ����ƣ������öϼ�Ƭ���ں����İ��Զ����ƣ����м�Ƭ�ǽ����к�Ƭ���Ƴ��г��ͣ����ں�����Ƭ������
6����﮵��װ���ӷ��棬��Ӯ�����塢�����������⼼������Ӧ�ó��Ҿ������漰���ܹ���������������ڡ�
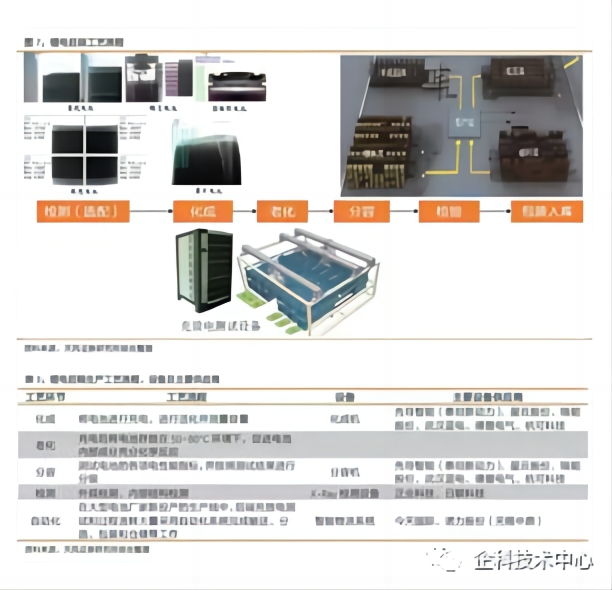
�ˡ�﮵��ι������̣�﮵�������������ҪΪ���ݡ����ɡ����Ͱ�װ����ĵ�����ռ������ֵ��Լ35%�����ɺͷ�����Ϊ���
����������Ҫ���ڣ��Գ��͵ĵ�ؽ��м����⣬���ڵ�صij�ŵ�������ڳ�������豸�ļ�ֵ����ߡ����ɹ��յ���Ҫ�������ڽ�ע
Һ��װ��ĵ�о�����л�����ݹ��������ڵ�ػ����Ե�����������������ܲ��������зּ������ɺͷ��ݷֱ��ɻ��ɻ��ͷ���
��ͨ�����Զ������ݻ���ϵͳ��ɡ�
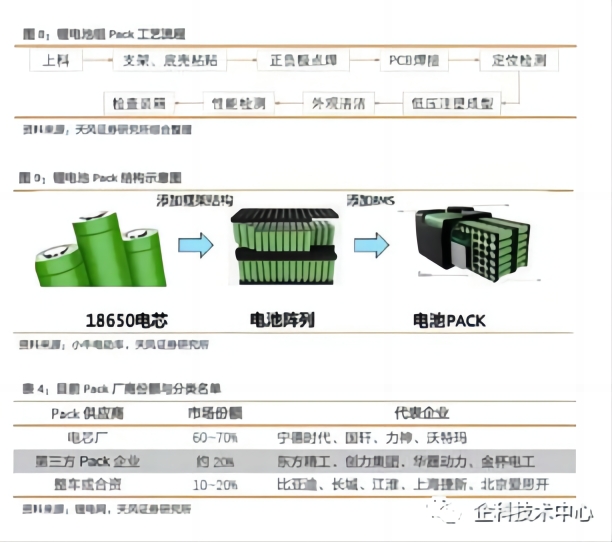
�š�﮵�Pack���������������ϵͳ�ǽ��ڶ���ĵ�оͨ�����������ķ�ʽ���������ĵ���飬�ۺ��˶������ȹ����ȵ��Ӳ��ϵͳ��
Pack�Ƕ������ϵͳ���������Ӧ�õĹؼ������������ε�о����������������Ӧ�ú��Ļ��ڣ�ͨ����������ɵ�о���������������ͨ
���ɵ�س������������ߵ�����Pack����ɡ�
1��﮵��Pack������Լ����Ĺ���������ϡ�֧��ճ�����纸�����ȹ��գ������豸Ϊ���⺸�ӻ��Լ�����ճ������豸��Ŀǰ��
����﮵��豸�����ڴ�������Զ������ɲ��ֽ��٣������弤�⡢��Ӯ����ȼ����豸���������ڼ�������ľ������ƣ���Pack�豸����
ռ���ʽϸߡ�


2��ĿǰPack�������Զ���������Խϵͣ�����ΪĿǰ������Դ��������������������Զ��������ߵijɱ��ϸߡ�
ʮ��������﮺���Ԫ��ع��գ�Ŀǰ������������﮵�ص��������Ϸ�Ϊ������﮺���Ԫ�������ࡣ�������������Ŀǰ�ȫ�������
����������ϣ���ѭ������ͨ����2000�����ϣ��ټ������ڲ�ҵ����������ļ۸�ͼ����ż����½���ʹ�úܶ೧�̳��ڸ������ؿ��Ƕ�
�����������﮵�ء�Ȼ��������﮵���������ܶȷ�����������Ե�ȱ�ݣ�Ŀǰ������﮵����ͷ���ǵ�������﮵����о�����ܶ�Ϊ
150Wh��2017��ױ��ǵ�Ԥ�ƽ������ܶ�������160Wh��������������������ܶȺ��ѳ���200Gwh��

1����Ԫ�ۺ���﮵����ָ��������ʹ����������﮵�﮵�أ������̵�ʵ�ʱ������Ը��ݾ�����Ҫ���е�����������Ԫ﮵�ؾ߱�����
�������ܶȣ�Ŀǰ����ʱ���ȶ������һ������Ԫ﮵�������ܶ��ձ��ܴﵽ200Wh/kg-220Wh/kg��ҵ��Ԥ�Ƶ�2020����Ԫ��ص����
о�����ܶȽ��ﵽ300Wh/kg��ˮƽ�������ó��г���ʼת����Ԫ﮵�أ����ڰ�ȫ��Ҫ����ߵĿͳ��ϣ�����������������������ȫ��
�����ó��ķ�չ����Ԫ﮵������ռ��Խ��Խ��Ҫ��λ�á�

2�����ֲ��ϵ������ܶȺͳɱ��в��죬��ͬ����������ͬ�ij����в�ͬ��ѡ���������������������ϴ�����ͬ��������Ҫ�����ڲ���
��ʹ�ú�����ϲ�ͬ�����幤�ղ�������ϴ��豸�������������ҵ��������л����ܵijɱ��ϸߣ���Ԫ���϶���ճ�ʪ��Ҫ���ϸ�
֮ǰ�����������������û�г�ʪҪ����˶�ҵ�о���ڲ��ܹ滮�л�ͬʱ���֡��ֱ�ɹ��豸��

|




