|
��� |
���� |
��� |
��Ҫ���� |
���� |
�������ʣ�kW�� |
װ���ܹ��ʣ�kW�� |
|
1 |
ж�ϲ֣����ü������������դ�� |
ZTLC-7 |
304����� |
1 |
5.2 |
5.2 |
|
2 |
�ֵ��������� |
ZTWLS400 |
304����� |
2 |
5.5 |
11 |
|
3 |
�ּ�ƽ̨������������ |
ZTFXT0635 |
Pvc+̼��+304����� |
1 |
2.2 |
2.2 |
|
4 |
1#�������ͻ� |
ZTLS-400 |
304����� |
2 |
7.5 |
15 |
|
5 |
����� |
ZT2S-0310 |
�Ͻ�� |
1 |
7.5 |
7.5 |
|
6 |
������ѹ��ˮ�� |
ZTTS-400 |
304����� |
1 |
11 |
11 |
|
7 |
2#�������ͻ� |
ZTLS-245 |
304����� |
1 |
4 |
4 |
|
8 |
��ˮ�� |
Q��3m3/h��H��10m |
304����� |
1 |
1.5 |
1.5 |
|
9 |
��ˮ�� |
V��1m3 |
304����� |
1 |
/ |
/ |
|
10 |
3#�������ͻ� |
ZTLS-245 |
304����� |
1 |
4 |
4 |
|
11 |
��Һ�ռ��� |
V��10m3 |
304����� |
1 |
5.5 |
5.5 |
|
12 |
��Һ����Һ���ݴ��� |
V��3m3 |
304����� |
1 |
4 |
4 |
|
13 |
��ˮ�ݴ��� |
V��5m3 |
304����� |
1 |
/ |
/ |
|
14 |
���オ��� |
ZTFYF-10 |
304����� |
2 |
95 |
190 |
|
15 |
1#��Һ��
��һ��һ�ã� |
Q��2m3/h��H��12m |
��������304����� |
2 |
7.5 |
15 |
|
16 |
2#��Һ��(һ��һ��) |
Q��2m3/h��H��10m |
��������304����� |
2 |
4 |
8 |
|
17 |
1#�ͱ�
���ݴ����������ޣ� |
Q��1m3/h��H��10m |
��������304����� |
1 |
0.75 |
0.75 |
|
18 |
2#�ͱã����������ͳ��� |
Q��5m3/h��H��10m |
��������304����� |
1 |
4 |
4 |
|
19 |
��֬�ݴ��� |
V=1m3 |
304����� |
1 |
/ |
/ |
|
20 |
���� |
V��10m3,3.0t |
����̼�� |
1 |
/ |
/ |
|
21 |
�����ܵ�����ϵͳ |
���㹤��Ҫ�� |
304����� |
1 |
/ |
/ |
|
22 |
�ֽṹƽ̨�������� |
���㹤��Ҫ�� |
Q235-B(������п���ᣬ����) |
1 |
/ |
/ |
|
23 |
���ϵͳ |
���㹤��Ҫ�� |
PLCϵͳ |
1 |
/ |
/ |
|
|
|
2�� ����ϵͳ�豸�嵥
|
��ȾԴ |
���� |
�ռ��ߴ�
�����m�� |
��Ʋ��� |
�ο���Χ
��m3/h�� |
���ֵ
��m3/h�� |
|
ж�ϲ� |
1 |
2*2 |
����0.8m/s |
11520 |
12000 |
|
����ϵͳ |
1 |
7.3*4.7*3��H�� |
����6��/h |
6175 |
6500 |
|
����� |
1 |
2*2 |
����0.8m/s |
5760 |
6000 |
|
��Һ����� |
1 |
�豸�Դ������� |
����6m/s |
1200 |
1600 |
|
�������� |
1 |
1.5*1.5 |
����0.8m/s |
6480 |
7000 |
|
��Һ�����ݴ��� |
1 |
1.5*1.5 |
����0.8m/s |
6480 |
7000 |
|
���ȷ�Ӧ�� |
1 |
10*4*3 |
����20��/h |
2400 |
3000 |
|
�����ŷ绻�� |
1 |
�ݶ� |
����8��/h |
60000 |
50000 |
|
�ϼ� |
100000 ��50000+50000�� |
|
�������ֳ���Ⱦ����Ϳտ��̶����ã�����©�硢�ܵ���ʧ��ϵ������ |
3����������������Ⱦ��Ũ��ָ���ﵽ�������Ⱦ���ŷű�����CB14554-93)�еĶ�������
��6-17 �������Ⱦ���ŷű�����GB14544-1993��
|
��� |
������Ŀ |
��λ |
һ�� |
���� |
���� |
|
�����Ľ� |
���� |
�����Ľ� |
���� |
|
1 |
�� |
mg/m3 |
1.0 |
1.5 |
2.0 |
4.0 |
5.0 |
|
2 |
���װ� |
mg/m3 |
0.05 |
0.08 |
0.15 |
0.45 |
0.80 |
|
3 |
���� |
mg/m3 |
0.03 |
0.06 |
0.10 |
0.32 |
0.60 |
|
4 |
���� |
mg/m3 |
0.004 |
0.007 |
0.01 |
0.02 |
0.035 |
|
5 |
������ |
mg/m3 |
0.03 |
0.07 |
0.15 |
0.55 |
1.10 |
|
6 |
������ |
mg/m3 |
0.03 |
0.06 |
0.13 |
0.42 |
0.71 |
|
7 |
����̼ |
mg/m3 |
2.0 |
3.0 |
5.0 |
8.0 |
10 |
|
8 |
����ϩ |
mg/m3 |
3.0 |
5.0 |
7.0 |
14 |
19 |
|
9 |
����Ũ�� |
������ |
10 |
20 |
30 |
60 |
70 |
4����������ȷ����������������������Ϊ����ѧϴԤ����+��������
4.1��LTAOP������������飺�����������ǶԴ�ͳ���������еľ��仯ѧ���������ڸĸ�Ļ�����Ӧ�˶�����һ���¼�������������GLAZE W.H.����1987�����������������Advanced Oxidation Processes���AOP��ָO3�������ٽ����������²����������ǻ����ɻ���OH��ʹ�ѽ������Ⱦ��������CO2��H2O�������ᣬ�ӽ���ȫ����������ǰ���Ĵ����ѽ�����Ⱦ��ķ������ҹ�˾�ڴ�ͳ�ĸ������ļ���֮�Ͻ����˶�����о��Ľ����γ����ҹ�˾���е�һ����������LTAOP���Ҵ˹����ѳɹ����뷢��ר��������LTAOP����������ζ���壬ǿ������ԭ�ӡ��������л��ﷴӦ����������������H2O��CO2�������ᡣ���ӷ�����������ǿ����������ˮʱ������ǿ���ǻ����ɻ���OH������Щ���ɻ��ɷֽ⼸�������л�����������⣨H����̼��C��������ˮ�Ͷ�����̼������ģ�ˮ���⣬����������ԭ�ϣ�������������Ⱦ������δ������˼����ڴ������������������״���һ����
4.2��LTAOP�������û��������ӷ����������ڸ�ѹ�ŵ������²�������ǿ�����Ե���ԭ�ӡ�O3��������ˮ���������γɴ������ǻ���OH�����ǻ���OH�����м�ǿ�������������ڸ������ֽ��У�O3�����ֱ�ӷ�Ӧ��OH�����ӷ�Ӧ��PH ��4������90%�ɼ�ӷ�Ӧ��ɡ�
1)����������Ⱦ��÷�Ӧ;����
��1��ֱ�ӷ�Ӧ����Ⱦ��+O3��CO2+H2O+RCOOH
ע��O3��Eo=2.07V����ѡ���ԣ��ٶ���
��2����ӷ�Ӧ����Ⱦ��+OH��CO2+H2O+RCOOH
ע��OH��Eo=2.8V����λ�ߣ���ѡ���ԣ��ٶȿ죬��Ӧ����ǿ���ٶȿ죬����������Ӧʹ�л��ﳹ���⡣
��2-1 ���ַ����������յ����÷�Χ����ȱ��
|
�����ص����������գ� |
��ȫ�� |
������ |
Ͷ�ʣ�һ����Ͷ�ʣ����зѣ� |
�� �� |
��������Ⱦ |
|
ˮ��ҩ��������+����̿��������ҩ�����ռ˫��ˮ�ȼ��֣� |
�� ȫ |
һ�㣨������ʧ�ܣ� |
�� |
�ϸ� |
�̷��账�� |
|
ȼ �� �� |
����ȫ |
�� |
�� |
�dz��� |
�� |
|
�� �� �� �� �� �� |
����ȫ���л�������ȼ�ױ��� |
�� |
�� |
�ϸ� |
�� |
|
LTAOP |
�� ȫ |
��� |
���У����з����ǻ���̿��1/10�� |
�� |
�� |
|
�����˳� |
�� ȫ |
һ�� |
�� |
�� |
�� |
��3�������ԶԱ�ͼ��
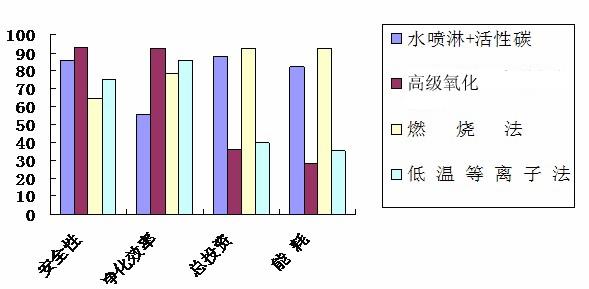
*���ۺϱȽϿ�֪���������dz���ȫ�������ȶ���ȥ��Ч�ʸߣ����з��õͣ�������Ⱦ�������д�������������Խ�ķ�������������
4.4.3���������ӷ�������������������
1����չ���磬��Ӧ�õ��������������
2�����ÿ���Ϊԭ�ϣ����ͳɱ�
3���Կ��������赲�ŵ磬Ч�ʸߡ����ܰ�ȫ�ɿ�
4���������ýྻ�����ﴦ��������Ⱦ���ʣ��ޱ�ըΣ�գ��ŵ��ȶ�����������������ϵͳ��������豸������ʹ����������
5)������������һ�����ڣ����������ˣ�����ԱҪ��͡�
6)����������������ͼ��
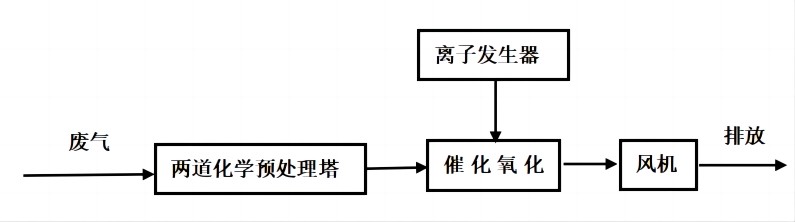
7)���ռ�飺 ����ͨ���ռ�ϵͳ�����ռ���Ȼ��������ܵ�����ˮϴԤ������������ˮϴ�ӣ�ȥ�������в��ֿ�����Ⱦ�P������̶��������������ͬʱ���ӷ������������������ʽ������������ͨ������װ���������ֻ�ϣ����������еĴ�����������Ӧ�����ã�ʹ������Ӧ�����У�������Ӧ�����ס���������Ľྻ����ͨ������������̴ѣ�����ŷš�
5�����Ʒ�Χ������ư�����Χ���豸�������ӷ�������ˮϴԤ����ϵͳ��������ϵͳ������������Դ������ˮ���ⲿ������ҵ����λ�����Ҫ���ṩ��
6��ϵͳ����
1���ռ�ϵͳ�����κ�һ��Ч���������ƺʹ���ϵͳ���ԣ������ռ�ϵͳ����һ����Ϊ��Ҫ�Ĺؼ�Ҫ�ء���Ϊ��һϵͳ��Դͷ���������������ƺʹ���ϵͳ�Ĵ�����С����Ϊ�������ƺʹ���ϵͳ��һ����Ҫ��ɲ��֣������ռ�������ϵͳ�����һ����Ϊ��Ҫ�Ĺؼ�Ҫ�ء������ռ�������ϵͳ��Ƶú������ܴ�̶���Ӱ���������������ƺʹ���ϵͳ�Ĵ���Ч��������Ŀ�ֻ�ϵͳҵ������
2��ˮϴԤ����ϵͳ��ˮϴϵͳ��Ҫ�����ϡ�����װ�á�ѭ���á���ѧϴ����������ɡ�
��1�� ���ϣ���Ҫ��Ϊ����װ�ã�������ˮϴ���������²�������ͨ�����̺����ȷֲ�������ˮϴ�����档���ֲ���װ�ö����������Ч���DZ�Ҫ�ģ�����ʹ�����������ֲ������⣬ˮϴ�����̻�ʹ�÷���������Һ������Һ�������ϵ�ҺĤ����õ���ֽӴ������̽ṹΪ���ָ�Χ�ߵĶ�װ壬���̱��ָ�ɱ��ڴ�ˮϴ���˿����İ�Ƭ��ˮƽ����������֧�ŵĽṹ�ϡ����ϲ�����������С���衣
��2������װ�ã�ˮϴ���ڲ�����ϵͳ���ɷ���ĸ�ܺ�������ɵ���״ϵͳ�����ܲ��ϰ�װ�������죬�������ǽ�����Һ����������Һ��ˮϴ����ѭ�������͵����죬��������С�����ϵͳ��ʹ��Һ��ˮϴ���ھ��ȷֲ�������ÿ�����ܲ��������ȡ�
��3������װ�ã����ڷ������Я����Һ�Ρ�ˮϴ���������������������������һ������������ϲ�����������ѭ����Һ���ܲ������������������ʱ��Һ�����ڹ������ã�����˿���ϡ�
��4��ѭ���ã�ˮϴ����ѭ���ð�װ��ˮϴ���ԣ�����ˮϴ����ˮҺ����ѭ�������õ����͵�����ʽ���ıã������ÿǡ�Ҷ�֡��ᡢ����С�������ͷ���װ塢���ڡ��ܷ�С���⡢������ܡ��ؽ���˨����е�ܷ�����еĹܵ������ż��͵��DZ��͵��������ԭ����Ҷ�ָ�����תʱ����������ʹ������������������ͨ��Ҷ�ֺ�ѹ�ܺͶ��ܶ��ܵõ���ߣ��Ӷ��ܹ������͵��ߴ���Զ����ͬʱ�ڱ�����γɸ�ѹʹ�����ܹ����������룬��ͷ������ʴ���ϡ�
��5����ѧϴ�������壺�������PP�ṹ����PP�������Ʒ��棬���ǿ����������ۺ����أ��乤���������൱����,����Ҫ������������ѹ������Һѹ������Ҫ���ܹ���ʱ�ķ�ѹ��Ҫ��Ҫ���õ���ʴ���ܣ���Ҫ���ֽϸߵĿ�������ѹǿ�ȣ�PP����ǿ�ȸߣ��������ţ��������á���װ�ò��õ����������������ص㣺
a��ˮϴ���������ϲ㡢����װ�ã�����װ���ϲ������졣
b��Һ/���Ƚϵͣ��Ӷ���ʡѭ������Һ�õĵ�ġ�
c��ˮϴ�����ڲ����漰�����Ṹ���������⡣
d���Ż���Һ/���ȡ��������ٵ����ܲ������Ӷ���֤ϵͳ�������ȶ������õ����С�
3)������ϵͳ:��������ϵͳ��Ҫ�ɴ�������װ�ã�����ϵͳ��ɡ�
(1)��������������ֽ��л���Ⱦ���ǵ����ϵ���ǰ������Ч�Ĵ�����������������Ӧ���ɹ��Ľ���˴����������Ĺ�ҵ���������⣬�����ô����������������л���Ⱦ��ֽ��IJ���Ϊˮ��������̼���������Σ��Ӹ����Ͻ�����л���Ⱦ���⡣
(2) ����ϵͳ����PP�����װ�װ�̶���������С���ܺ�С���ڲ�Ϊʮ�ֽṹ���ײ����ϲ��ֱ�װ�з��ųʶԳ�ʮ�ֽṹ�������ͳ�������ͨ�����������������ʮ�ֽṹ��ͣ�����д������Ӵ����ٷֽ⡣ͬʱ���ӷ����������ĸ�����������ͨ������װ�úͷ�����ֻ�ϣ��ͷ�������������Ӧ��
4)���ӷ�����:���ӷ����������ڴ�������������Դ��������ĸ�����������ͨ���ܵ�������������ڲ�����ϵͳ��ͨ������װ��������Ӵ�����Ӧ������Ӧ�������������������ӷ����������ù����ɼ��ṩ����������Ϊ��
*¶�㣺-40��
* ������������0.01��m
* ������60m³/h
* ��ȴˮ��2-3m³/h����ȴˮ���ù�ҵˮ������ˮ��
��1��ϵͳ�����ܺļ�����
|
��Ŀ |
���� |
װ������KW |
ʹ��״�� |
|
��� |
1 |
37 |
8Сʱ |
|
ѭ���� |
1 |
6 |
8Сʱ |
|
���ӷ����� |
1 |
15 |
8Сʱ |
|
�ϼ� |
|
58 |
8Сʱ |
��Ѱ�0.7Ԫ/kWh�ƣ����й���Ϊװ��������50%����ÿ�꿪��300�죬��ÿ�����Ϊ��58��8��0.7��50%��300 =48720Ԫ.
*�豸�嵥
|
��� |
���� |
�ͺŹ�� |
���ܲ��� |
��λ |
���� |
|
1 |
�ռ���· |
���ܼ� |
PP���ʡ�̼�ֹ� |
�� |
1 |
|
2 |
�綯���Ʒ� |
��1600 |
�����ִ����BOLIMO��ִ����װ�ڶ̱� |
�� |
1 |
|
3 |
��ѧϴ���� |
��3000*6000mm |
pp=10mm�� |
�� |
2 |
|
4 |
����װ�� |
��������� |
�۱�ϩ������ |
m³ |
10 |
|
5 |
ѭ��ˮ�� |
KD-65VK-7.5VF |
Q=730L/min��H=34m��N=3kw |
̨ |
4 |
|
6 |
������ |
��3000*6000mm |
pp=10mm�� |
�� |
1 |
|
7 |
����װ�� |
��������� |
�۱�ϩ������ |
m³ |
10 |
|
8 |
ѭ��ˮ�� |
KD-65VK-7.5VF |
Q=730L/min��H=34m��N=3kw |
̨ |
4 |
|
9 |
���������� |
ZT-CY-1.5 |
����������1.5kgÿСʱ |
̨ |
1 |
|
10 |
����� |
THF-E1250,37KW |
�Ϻ�ͨ�� |
̨ |
1 |
|
11 |
����Ͳ |
��400mm |
Q235������15m |
�� |
1 |
|
12 |
����Ͳ�̶� |
Ԥ������·��� |
Q235 |
�� |
1 |
|
13 |
����ƽ̨ |
Q235+���� |
���ϲ����� |
�� |
1 |
5����ˮ����ϵͳ
��1������
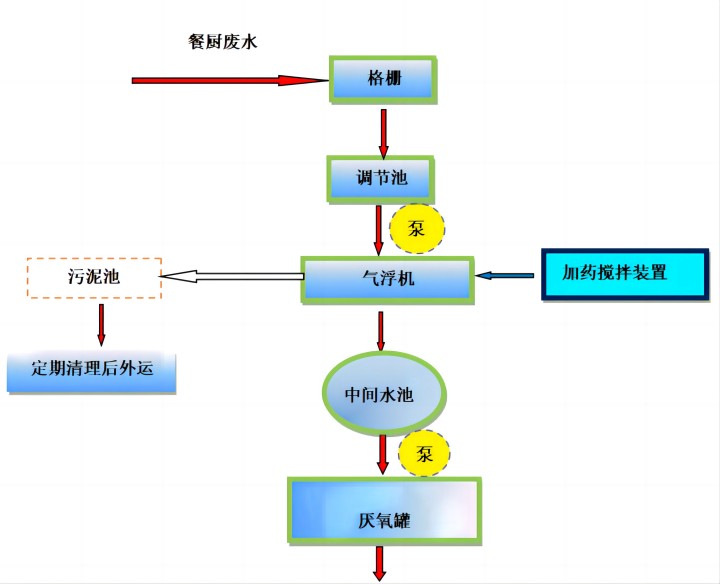
����Ŀ����ˮ��Ҫ��������ˮ����ˮ�����ﵽ����ˮ���������ˮ��ˮ�ʱ�����GB/T 31962-2015����һB����������������ˮ��������ƹ�ģΪ30t/d��
��2����ˮˮ��������Ŀ��������ˮ������������Һ����������ϴ��ˮ���豸��ϴ��ˮ�������豸��ˮ����ˮ����ϵͳҩ���Ʊ���ˮ��������ˮˮ���ϼ�����±���������ˮ��ҪΪ�ͳ��������������в�������Һ��ϴ����ˮ�������ϴ��ˮ����������ϵͳ��ˮ�ȡ�
��ˮˮ���ϼƱ�
|
���,
|
��ˮ��Դ |
��������t/d&, lt;, /FON, , , , , , , , , , , , , , , , , , , , , , , T>�� | ,
|
1 |
Ԥ���������ķ�ˮ |
19.5 |
|
2 |
�����ϴ��ˮ |
1.16 |
|
3 |
�豸��ϴ��ˮ |
2.0 |
|
4 |
������ϴ��ˮ |
0.58 |
|
5 |
������ˮ |
0.67 |
|
6 |
�ϼ� |
23.91 |
��3����ˮˮ��
��ˮ����վ��ˮˮ��
|
��Ŀ |
CODcr
(mg/L) |
BODs
(mg/L) |
NH3-N
(mg/L) |
TN
(mg/L) |
SS
(mg/L) |
pH |
|
��ƽ�ˮˮ�� |
20000 |
10000 |
800 |
1400 |
10000 |
4-6 |
��4����ˮˮ�ʱ�����ˮ����ϵͳ��ˮˮ��ִ������ˮ���������ˮ��ˮ�ʱ�����GB/T 31962-2015����һB����������Ҫ����±���
��6-22 ��ˮ����վ��ˮˮ��Ҫ��
|
��Ŀ |
CODcr��mg/L�� |
BOD5��mg/L�� |
TN��mg/L�� |
NH3-N��mg/L�� |
SS��mg/L�� |
pH |
|
B���� |
500 |
350 |
70 |
45 |
400 |
6.5-9.5 |
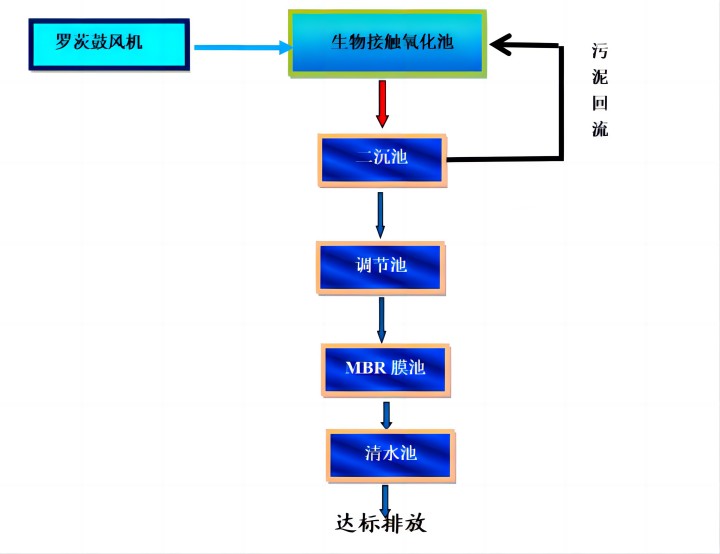
��5������ѡ��:����������ˮˮ��ˮ���ص�ʹ���Ҫ��ȷ������Ŀ������Ҫ�������Ϊ��Ԥ����+MBRĤ���������ա�
(6) ��ˮ������������
(7)����˵��
��a����դ����Ŀ�ģ�����ˮ������ڳ�ǰ����һ����դ������ȥ����ˮ�е����Բ�����ϴ�̿������PƮ����Ӷ�������������ˮ��ʹ������������ϵͳ�����������ɡ�
��b�����ڳ�*���ʣ��ֻ�ṹ*�ߴ磺4m��2m��4m*������1��
*��ˮ�������������ˮ����ˮ�ʵĵ��ھ�������֤������������ϵͳˮ����ˮ�ʵľ��⡢�ȶ�����ˮ���л�����һ���Ľ��Ч���������ϵͳ�Ŀ�������ܺʹ���Ч����
*����������ˮ�����豸��һ��һ������
��c������������
*��Ƴߴ磺3.5m*1.7m*2.3m
*�ṹ��ʽ��̼�ֽṹ
*������1̨
*��ˮ��Ҫ�����ͳ���ˮ��ͨ����ˮ���������ֽ⺬�����黯Һ��Ͷ��������������������Чȥ��ˮ�����Գ������ḡ����,�����Ľ��������������ʵȣ�����Ƚ�����Ԥ������ˮ���ǶȺ����ʣ���֤���������Ĵ���Ҫ��








