
随着社会经济的快速发展,垃圾渗滤液带来的社会环境问题也日益严重。在将城市垃圾进行填埋处理的同时,垃圾渗滤液的处理排放也将成为当前急需解决的问题;uasb工艺具有节省动力消耗,污泥产量少且稳定优点,成为最成功的厌氧生物处理工艺;本文针对垃圾渗滤液的特性和uasb工艺特点、工作原理,研究uasb在处理垃圾渗滤液的影响因素及运行参数,分析uasb反应器的反应动力学,并将研究与工程设计紧密结合起来,为处理工艺选择合理的设计参数和运行参数提供借鉴和参考。
1 、渗滤液处理标准要求 :根据《生活垃圾填埋场污染控制标准》GB 16889-2008标准规定:“9.1.1生活垃圾填埋场应设置污水处理装置,生活垃圾渗滤液(含调节池废水)等污水经处理并符合本标准规定的污染物排放控制要求后,可直接排放”;处理后水用作外排,需执行出水要满足《城镇污水处理厂污染物排放标准》GB/T 18918-2002中一级A标准;作为绿化用水,需参照执行《城市污水再生利用 城市杂用水水质》GB/T 18920-2002中绿化用水要求。

2、工艺流程 :生活垃圾渗滤液处理系统设计一般采用“预处理+UASB厌氧系统+MBR(膜生化反应器)+NF(纳滤)+反渗透”处理工艺,包括混凝沉淀预处理系统、UASB厌氧系统、膜生化反應器系统、纳滤系统、反渗透系统、污泥浓缩处理系统。
1)污水处理主工艺流程图如下: 调节池来水→原水箱→原水泵→絮凝沉淀池→中间提升泵→厌氧塔→反硝化池→消化池→MBR池→MBR水箱→纳滤提升泵→纳滤装置→纳滤产水箱→反渗透装置→反渗透产水箱→自用泵→清水池 。


2)来自填埋场调节池内的渗滤液经絮凝沉淀预处理,预处理停留时间4h,然后进入UASB厌氧处理和膜生化反应器(MBR),生化去除大部分可生化有机物和氨。
3)UASB厌氧可去除大分子有机物,膜生化反应器包括前置反硝化、硝化和超滤等几部分。
4)超滤出水经过超滤清液池进入纳滤系统,通过纳滤系统去除不可生化的有机物,使出水中的COD、BOD5、氨氮、SS、重金属、大肠菌群和色度等指标同时达到处理要求,然后进入反渗透处理装置,去除污水中的无机离子,最后采用ClO2消毒处理。经处理达标后的渗滤液用于场区内浇洒降尘以及绿化,富余污水外排。
5)纳滤、反渗透产生的浓缩液通过泵回灌填埋场,污泥经板框压滤机压滤处理后,进入填埋场。
6)在渗滤液处理过程中,UASB厌氧装置产生少量沼气,经除臭装置除臭后直排。
3、UASB高效厌氧反应器工作原理:UASB反应器废水被尽可能均匀的引入反应器的底部,污水向上通过包含颗粒污泥或絮状污泥的污泥床;厌氧反应发生在废水和污泥颗粒接触的过程;在厌氧状态下产生的沼气(主要是甲烷和二氧化碳)引起了内部的循环,这对于颗粒污泥的形成和维持有利;在污泥层形成的一些气体附着在污泥颗粒上,附着和没有附着的气体向反应器顶部上升,上升到表面的污泥撞击三相反应器气体发射器的底部,引起附着气泡的污泥絮体脱气;气泡释放后污泥颗粒将沉淀到污泥床的表面,附着和没有附着的气体被收集到反应器顶部的三相分离器的集气室。置于集气室单元缝隙之下的挡板的作用为气体发射器和防止沼气气泡进入沉淀区,否则将引起沉淀区的絮动,会阻碍颗粒沉淀;包含一些剩余固体和污泥颗粒的液体经过分离器缝隙进入沉淀区。
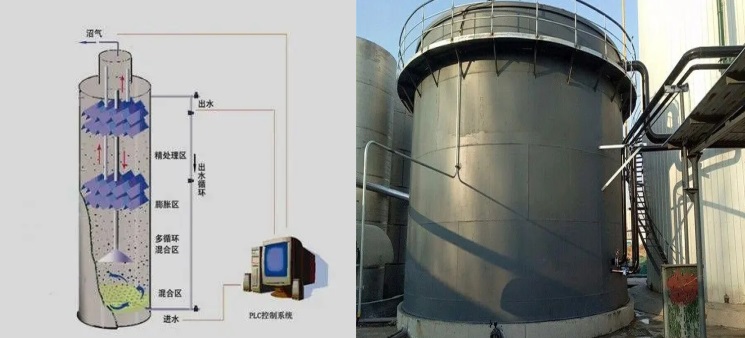
1)由于分离器的斜壁沉淀区的过流面积在接近水面时增加,因此上升流速在接近排放点降低,由于流速降低污泥絮体在沉淀区可以絮凝和沉淀;累积在三相分离器上的污泥絮体在一定程度上将超过其保持在斜壁上的摩擦力,其将滑回反应区,这部分污泥又将与进水有机物发生反应
2)三相分离器是UASB反应器最有特点和最重要的装置。它同时具有两个功能:(1)能收集从分离器下的反应室产生的沼气;(2)使得在分离器之上的悬浮物沉淀下来。
3)三相分离器设计要点汇总:
(1)集气室的隙缝部分的面积应该占反应器全部面积的15~20%;
(2)在反应器高度为5~7m时,集气室的高度在1.5~2m;
(3)在集气室内应保持气液界面以释放和收集气体,防止浮渣或泡沫层的形成;
(4)在集气室的上部应该设置消泡喷嘴,当处理污水有严重泡沫问题时消泡;
(5)反射板与隙缝之间的遮盖应该在100~200mm以避免上升气体进入沉淀室;
(6)出气管的直管应该充足以保证从集气室引出沼气,特别是有泡沫的情况。
4、uasb处理垃圾渗滤液的影响因素:在uasb反应器的运行过程中,影响污泥颗粒化和处理效果的因素很多;uasb反应器的运行主要受接种污泥的性质、进水水质(有机物浓度及种类、营养比、悬浮固体含量、有毒有害物质)、反应器的工艺条件(污泥负荷、有机负荷,温度、ph值与碱度、挥发酸含量)等的影响,以下是影响反应器运行的几个主要的因素。1)温度的影响与控制:由试验可知温度范围在7~21℃,温度越高,处理效果越好,当温度低10℃时,平均去除率仅为20%,温度在15℃以上时,反应器具有比较稳定的处理效果。因此采用uasb处理垃圾渗滤液应保证温度在15℃以上。2)ph值的影响与控制:渗滤液的ph值基本稳定在7.6~8.3,在此范围内,处理效果较为稳定[1];当ph﹥8.3时,cod去除率明显降低。当渗滤液ph值在8.1以下,可以认为ph值对反应器影响不显著,因此,采用uasb处理垃圾渗滤液应控制ph值在8.1以下。
3)有机负荷的影响与控制:有机负荷较低时cod去除率较高,当负荷为8.8~9.7kgcod/(m3d)时去除率仅为15%,但当负荷在4~6kgcod/(m3d)时平均去除率为50.5%。因此,uasb处理渗滤液的有机负荷宜控制在5kgcod/(m3d)左右。4)水力停留时间的影响与控制:当hrt由12h增至48h时,cod去除率上升了13.2%;当hrt由48h增加至96h,对cod去除率影响较小;因此hrt对出水cod的影响不明显,uasb反应器处理垃圾渗滤液的水力停留时间可选择2~4d之间。5)营养物质比例的影响与控制:在处理各种废水时,当含氮量过低,合成菌体所需的氮量就不足,同时消化液的缓冲能力也下降,而含氮量过高,有可能使ph升得过高,不利于产甲烷菌的生长及甲烷的合成。大量试验表明,厌氧处理的碳:氮:磷控制为(200~300):5:1为宜,在装置启动时,稍微增加氮含量,有利于微生物的增殖,有利于提高反应器的缓冲能力。
5、UASB反应器的调试,UASB调试分3个阶段:
1)污泥驯化阶段。投泥后立即从调节池中泵入渗滤液进行浸泡,并按照COD : P=200 : 1投加磷酸二氢钾;采用间歇式进水,进水负荷控制在0.3 kgCOD/(m3 - d)左右;当COD去除率达到75%并稳定3 ~4天后增大进水负荷,增幅为0.3 kgCOD/ (m3•d)。
2)提高负荷阶段。逐步提高渗滤液的比例,以出水COD和pH值为主要监控指标,当COD去除率〉75%、pH值〉7.0时,稳定运行3 ~5天,再逐步提高负荷;如果在调试过程中出现跑泥现象,可能是负荷提高过快或水流速度过大所致;将流速由10 m/h降至3 m/h,同时加入少许粘土、粗砂石等小颗粒物质,可解决跑泥问题;连续运行一段时间后,从反应器底部取泥样用电镜观察,发现污泥颗粒有缠绕紧密菌丝主干,表面和内部嵌着一些非细胞粘性物质(可能是细胞分泌物)。
3)满负荷运行阶段。污泥颗粒化速率越来越快,形成一层层颗粒污泥层;出水SS浓度进一步降低,污泥的沉降性和稳定性有明显改善,产气量有很大提高,反应器容积负荷最终稳定在5.0kgCOD/(m3-d)左右,COD去除率〉70%。
6、工程设计要点
1)由研究可知在温度大于20℃,UASB处理垃圾渗滤液的COD去除率基本上能达到60%以上。
2)垃圾渗滤液水质预测:通过国内北京、上海、广州等城市垃圾填埋场垃圾渗滤液水质数据进行调研,最终确定垃圾渗滤液中COD、BOD、SS、氨氮各项指标一般分别为20000mg/L、10000 mg/L、600 mg/L、800 mg/L。
3)垃圾渗滤液水量预测:垃圾填埋场由于采用了HDPE膜防渗,填埋场内渗滤液的产生量主要取决于降雨情况,渗滤液产生量按多年平均降雨量作计算依据,采用经验公式法进行预测,其计算公式如下:Q=C×I×A/1000;例如工程拟建地在浙南温州某地,多年平均日降雨量为1.40mm/d;计算渗滤液产生量约为Q=55m3/d,设计中渗滤液产生量按Q=60m3/d考虑;本工程以有机容积负荷确定UASB反应器所需的容积为240m3。
4)配套设计∪ASB回流调H节泵、液位计、温度计、压力表及PH和COD(含容氧、电导率等五大指标)在线检测控制系统等等!



|




