
随着我国人口不断增加、城市化进程加快,生活垃圾产量节节攀升,由于垃圾填埋的处理成本相对较低,有80%的垃圾都以填埋的方式处理;但是在填埋处理过程中会产生垃圾渗滤液,主要来自于垃圾内部含水与大气降水降雪等,需要采取新型脱氮技术,通过活性污泥法提高垃圾渗滤液的处理效果;本文从水质特点与处理难点两个方面对垃圾渗滤液进行分析,并提出多种新型脱氮技术,包括内源反硝化技术、一段式/二段式厌氧氨氧化技术,与活性污泥法结合后应用到渗滤液处理中,通过开展试验探究,展示复合式SBR技术对垃圾渗滤液的处理效果,新型脱氮技术的应用能够实现稳定的短程硝化,使去除率得到显著提升。
1、垃圾渗滤液的水质特点:垃圾渗滤液的颜色为黑色或黄褐色,带有特殊的恶臭气味;它含有大量的有机物和无机物,包括各种难降解有机物、 氨氮和金属离子;垃圾渗滤液COD质量浓度高达20000mg/L,包括苯与多种衍生物,氨氮质量浓度达到2000mg/L,此类物质的处理难度较大;在渗滤液中还包括大量腐殖酸、腐殖质等有机物,虽然这些物质不具备毒性,但因数量较多,化学稳定性强,如若单纯采用活性污泥法无法达到理想的降解效果,必须引入先进的处理工艺;此外渗滤液的水质、水量不断变化,受地域因素的影响较大,亚洲国家渗滤液中氨氮含量通常在1000mg/L左右,有时甚至可达5000mg/L,而欧美国家的浓度则相对较低,这种含有有毒有机物和高氨氮的废水十分难处理,即使采用污水处理中的核心工艺活性污泥法,也很难保证出水能够达标。
2、垃圾渗滤液的生物脱氮的难点:目前垃圾渗滤液生物脱氮的主要难点有:
1)水质水量的不确定性增加了稳定达标排放的难度。
2)氨氮含量非常高,增加脱氮难度,实现有效彻底的总氮去除十分困难,传统工艺中对总氮的去除效果不够明显,如何提高处理效率,严格控制总氮排放量成为又一难题;
3)渗滤液的水质与水量变化较大,受场所、季节等因素影响,在处理工艺选择与应用方面带来较大挑战。如何才能在既定组合的情况下,将工艺最大处理能力充分发挥,成为相关工作者面临的重要难题之一
4)单一的生化工艺难以实现渗滤液总氮的有效去除。

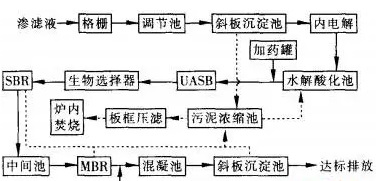
3、新型活性污泥法脱氮技术在垃圾渗滤液处理中的应用:传统的活性污泥法对渗滤液的氨氮去除效果较好,正常情况下可以达到排放标准的要求,但硝化的过程中渗滤液的有机物消耗巨大,给传统的反硝化带 来极大的困难。为了降低渗滤液总氮达标的处理成本,上海企科环境科技对更先进的处理工艺进行了研究,例如內源反硝化脱氮工艺和厌氧氨氧化脱氮工艺;力求通过使用先进的脱氮技术,使渗滤液处理的经济性、有效性得到显著提升。
1)內源反硝化去除渗滤液中总氮技术:反硝化菌具有贮存内碳源的特性,在污水中没有外碳源的条件下,反硝化菌会利用体内贮存的碳源进行內源反硝化。;如果通过人为的操作强化这种特性,就能够在不添加碳源的条件下实现对渗滤液的深度脱氮。
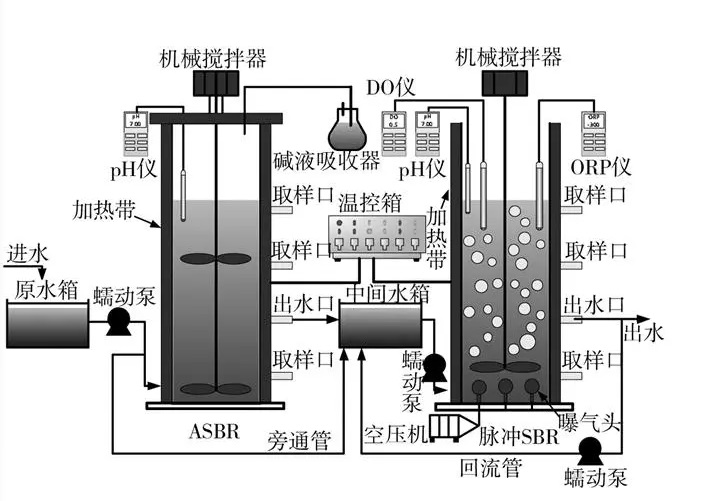
A.采用 ASBR+脉冲 SBR 组合对早期垃圾渗滤液进行处理;渗滤液COD 和氨氮浓度分别为 8528mg / L±100 mg / L和 1154mg / L ± 50mg / L;系统出水的 COD 和总氮去除率为89. 61%-96.73%和 97.03%-98.87%且无需添加碳源。
B.采用 ASBR +联合 SBR 的组合工艺处理的渗滤液 COD 和氨氮分别为 6000mg / L±100 mg / L 和 1100mg / L±50mg / L。最终该系统COD和总氮的去除率分别达到 90%和 95%以上;由此可见通过內源反硝化的脱氮作用,可以实现对渗滤液的深度脱氮。
C.在渗滤液处理过程中,建议在SBR中采取过程控制方式,将反应中的PH曲线作为“氨谷”特征点,可精准的对硝化与反硝化的终点进行控制,渗滤液中氨氮的质量浓度为2114mg/L,出水氨氮的质量浓度不超过10mg/L,可使去除率超过99%;在短程硝化方面,可采用FA与FNA工艺进行处理,研究结果可知,当最小FA超过3.1mg/L时,系统可持续短程硝化,氮氨去除率超过99%;当最小FA低于0.6mg/L时,在过曝气情况下,可通过降低PH值的方式使FNA得以快速提升,并维持短程硝化。

2)厌氧氨氧化脱氮技术:厌氧氨氧化脱氮技术是一种先进的自养脱氮技术;它最大的优点是脱氮过程无需碳源,而且脱氮效率很高。
A.一段式厌氧氨氧化技术:采用一段式 SBBR 工艺处理晚期垃圾渗滤液。研究结果表明,SBBR 内脱氮主要依靠厌氧氨氧化过程;在SBBR硝化过程中,溶解氧可被控制在2.7mg/L上下,在氧化作用下可促进总氮去除率提升,去除率超过90%。溶解氧对厌氧氨氧化具有一定的控制作用;对此,可采用间歇曝气SBR技术,对渗滤液进行有效处理,在曝气过程中,很容易出现短程的消化,在缺氧阶段出现反硝化与氧氨氧化等现象,提高总氨的去除效果,使去除率超过90%;还可采用SBR工艺进行处理,COD为1900±200mg/L,氨氮为1950±250mg/L,提高总氨的去除效果,使去除率超过92%;其中,在反硝化作用下去除15.6%,在厌氧氨氧化作用下去除77.1%。由此可见在厌氧氨氧化技术中,开展间歇曝气,可有效减少溶解氧对氧化工艺产生的负面影响,但是应根据实际情况科学操作,以免因工艺复杂、操作混乱影响最终的脱氮效果;通过以上研究可知,在一段式厌氧氨氧化工艺中进行间歇曝气,可以很好的控制溶解氧对 厌氧氨氧化的不利作用,但缺点是操控比较复杂。
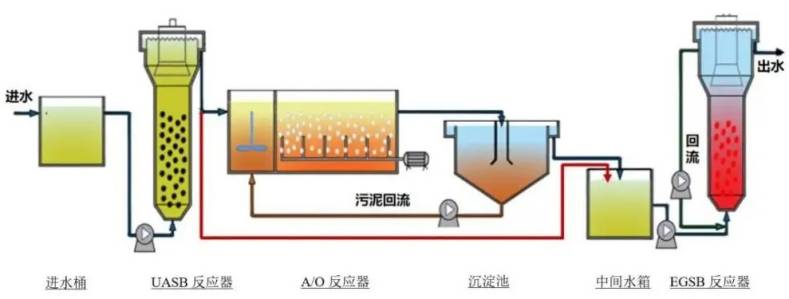
B. 两段式厌氧氨氧化技术:与一段式技术相比,两段式技术更加复杂,但去除效率也随之增加;采用三级SBR系统对渗滤液进行处理,COD为2200±200mg/L,氨氮为2000±200mg/L,SBR的主要作用为短程硝化、除碳与厌氧氨氧化,可提高总氨的去除效果,使去除率超过90%;采用SBR与SBBR相结合的方式进行处理,COD与氨氮的数值相同,均为3000±100mg/L,该工艺中SBR的主要功能在于清除有机物与短程硝化,SBBR的主要功能为实现厌氧氨氧化。通过优化操作模式,总氮去除率可超过95%,出水总氮的去除率不超过20mg/L。根据研究结果可知,通过加入填料的方式,可促进脱氮效率的提升,对此采用AO与UASB工艺相结合的方式,对渗滤液进行处理,COD为2305mg/L,氨氮为1240mg/L,提高总氨的去除效果,系统COD的去除率超过62%,总氮的去除率超过94%。
C.复合式SBR工艺处理垃圾渗透液试验
a.试验装置:该试验在复合式SBR生物反应器中进行,反应器的主要材料为有机玻璃,容量为18L,内设挡板,上方放置填料,底部与空压机相连,内部安装曝气管,上方设置搅拌器,便于搅拌。将该设备与自控装置相连,可控制反应器序批式运行;通过计算泵对进水量进行计算,再设置进水时间,使进水量得到有效控制,利用电磁阀控制排水,在排水过程中,电磁阀开启,排水口自动排水。
b.去除特性: 在试验初期,将稀释后的原水注入反应器中,对水的COD进行控制,使其处于1200—1300mg/L之间,随着试验不断开展,COD的去除率随之提升,在第50天时,将ECAB反应器出水加入其中,当作SBR的进水,也就是将两个反应器串联起来,使去除率得到显著降低,这是由于进水COD数值不断提升,从原本的1300mg/L上升到5000mg/L,冲击负荷增加,致使系统出现非丝状菌膨胀,再经过半月驯化后,COD去除率陆续稳定,最终超过85%。在试验后期,水质可生化性能减弱,BOD与COD的比值从原本的0.6降低到0.2,使去除率再次降低。在本次试验中,系统容积负荷量为2.16kgCOD/m3·d,出水COD约为500mg/L,去除率达到87%。由此可见,此种脱氮技术拥有良好的渗滤液处理效果。究其原因,主要体现在两个方面,一是试验所采用的渗滤液为早期,液体可生化性能良好;二是填料上存在生物膜,且微生物的停留时间较长,使消化率增加,有效降低渗滤液中氨对微生物产生的抑制作用,使该技术对垃圾渗滤液中有机物的处理效果得到显著提升。
c.总氮去除效果:在试验的前110d里,COD与NH3-N(C/N)的比值为5.2,经过一段时间的驯化后,总氮去除率始终超过70%,这说明在该条件下,总氮去除效果较为理想,特别是在第55—81d时,去除率为75.2%—79.2%,究其原因,在反硝化脱氮的基础上,微生物代谢增加,使部分氮被消解。在试验后期,脱氮效果逐渐减弱,总氮去除率降低到56%,这是由于垃圾渗滤液的水质发生改变,C与N的比值由原本的5.2降低到2.0,液体中的碳源不足,且利用率较低,极大抑制了反硝化菌活性,使TN去除率逐渐降低。从理论层面来看,通常情况下,进水COD与TN的比值达到3时,便可使反硝化对碳源的需求得以满足。对于该系统来说,影响脱氮效果的关键因素为C/N,由试验结果可知:当进水COD为1046—3856mg/L之间时,未将 PELIA生物填料加入反应器中的出水COD为226—628mg/L,加入填料后出水COD为182—322mg/L,反应器对COD的去除率为71.6%—83.9%,生物膜降解的去除率为3.3%—10.2%。当进水C/N的数值不断提升时,反硝化程度也不断提升,出水中NOX—N降低时,总氮的去除率随之提升;由此可见在条件符合的状态下,渗滤液中应保持足够的碳源,才可使反硝化的效果达到最佳状态。

4、总结:渗滤液总氮的去除一直是渗滤液处理的难题,新型的处理工艺如內源反硝化工艺和厌氧氨氧化工艺优点突出,是未来渗滤液处理的发展方向,就目前的情况看,这些工艺的设计和参数还需要进行优化和总结,因此需要更多的研究者和实践者进行努力和探索。


|




