
 随着我国经济水平的不断发展, 人民生活水平不断提高,伴随着的生活垃圾也大量产生,目前城市生活垃圾的主流处理方法主要为卫生填埋法,而垃圾经填埋后所产生的渗滤液对环境的危害性较大,渗滤液的组成成分会随着垃圾成分、填埋年限、填埋位置及方式和当地气候条件上的不同而有所差异,但是其共同特点是 : 氨氮含量高,含有难降解有机物与重金属等;早期的垃圾渗滤液碳氮比较高且有机物可生化性较强,易生化降解,采用传统的硝化反硝化工艺即可处理;晚期的老龄化垃圾渗滤液其碳氮比通常小于3,若采用传统的硝化反硝化处理额外需要投加大量有机碳源,处理成本高且处理效果不理想;厌 氧 氨 氧 化工艺是一种新兴的高效节能脱氮工艺,厌氧氨氧化是指在缺氧条件下,微生物直接以 NH4+为电子供体,以NO -为电子受体,将氨氮和亚硝态氮转化为氮气的生物氧化过程,厌氧氨氧化中的“厌氧”只是表述无分子氧的状态,与传统的厌氧除磷中的厌氧的含义完全不同,其反应机理如下: 随着我国经济水平的不断发展, 人民生活水平不断提高,伴随着的生活垃圾也大量产生,目前城市生活垃圾的主流处理方法主要为卫生填埋法,而垃圾经填埋后所产生的渗滤液对环境的危害性较大,渗滤液的组成成分会随着垃圾成分、填埋年限、填埋位置及方式和当地气候条件上的不同而有所差异,但是其共同特点是 : 氨氮含量高,含有难降解有机物与重金属等;早期的垃圾渗滤液碳氮比较高且有机物可生化性较强,易生化降解,采用传统的硝化反硝化工艺即可处理;晚期的老龄化垃圾渗滤液其碳氮比通常小于3,若采用传统的硝化反硝化处理额外需要投加大量有机碳源,处理成本高且处理效果不理想;厌 氧 氨 氧 化工艺是一种新兴的高效节能脱氮工艺,厌氧氨氧化是指在缺氧条件下,微生物直接以 NH4+为电子供体,以NO -为电子受体,将氨氮和亚硝态氮转化为氮气的生物氧化过程,厌氧氨氧化中的“厌氧”只是表述无分子氧的状态,与传统的厌氧除磷中的厌氧的含义完全不同,其反应机理如下:
从亚硝态氮的角度来讲它被还原成氮气,从氨氮的角度来说,它被氧化为氮气,因此厌氧氨氧化既具有反硝化的特点也同时具备硝化的特点。相对于传统生物脱氮工艺,厌氧氨氧化工艺与短程硝化工艺结合可大幅度减少曝气量且无需投加有机碳源,并能够减少温室气体的排放;厌氧氨氧化技术自诞生以来,由于其几乎不用消耗碳源的技术优势被广为关注,其对于老龄化渗滤液碳源低氨氮高的状况有着独特的技术优势,但厌氧氨氧化菌生长缓慢、繁殖周期长,且其活性易于被有机物、盐度和重金属等毒性物质抑制。此外, 高浓度的基质也会对其活性产生抑制作用,从而导致工艺难于高效稳定的运行,导致国内几乎没有实际的工程案例,因此本文以唐山某生活垃圾填埋场渗滤液处理的厌氧氨氧化工艺段为例,探讨厌氧氨氧化技术的实际工程应用,为该技术的进一步推广提供参考。
一、背景介绍
1、唐山市尖字沽生活垃圾填埋场从2008 年开始进行垃圾卫生填埋作业至今,渗滤液已经完全的老龄化,目前的渗滤液水质具有低可生化性、高氨氮毒性、高碱度等特点,我们分别在 2018 年 7 月和 9 月对渗滤液进水水质进行检测,具体水质指标如表 1 、垃圾渗滤液的水质特性所示:
|
参数 |
7 月数值 |
9 月数值 |
|
pH |
8.07 |
8.12 |
|
化学需氧量 |
3573 |
3662 |
|
生化需氧量 |
1179 |
1206 |
|
总磷 |
20.3 |
21.5 |
|
总氮 |
1974 |
2013 |
|
氨氮 |
1645 |
1726 |
2、原渗滤液处理工艺采用“生化处理 + 物化处理”的方式,主要工艺流程为:调节池→氨吹脱→动态厌氧→纯氧生化→沉淀→接触过滤→精密过滤→两级低压反渗透→产水外排。随着渗滤液水质完全老龄化,原有的渗滤液处理工艺单元已经不能满足产水达标的条件,因此针对上述工艺进行改造,增加厌氧氨氧化处理单元,并将生化处理进行“两级硝化反硝化” 改造。
二、CANON 反应单元:根据上文所述厌氧氨氧化反应机理,需要NH4+-N和NO2−N 两种基质参与反应才能进行,而渗滤液中的氮元素主要以 NH + -N 和有机氮的形式存在,因此需补充 NO2 − -N 才能发生厌氧氨氧化反应。短程硝化工艺是指 NH + -N 在氨氧化菌的作用下转化为 NO2 − -N 的过程,其反应式为:NH ++HCO-+0.75O2 → 0.5NH++0.5NO2−+CO2+1.5H2O;因此利用AOB进行短程硝化反应可获得 NO2−-N,从而完成厌氧氨氧化反应;采用厌氧氨氧化技术的反应单元主要分为一体式和分体式两种;相比较而言,一体式工艺的基建成本较低,占地面积较小,运行操作简单,可避免亚硝酸盐抑制,二者运行条件比较详见表2、 一体式和分体式厌氧氨氧化工艺的运行条件比较:
|
参数 |
一体式 |
分体式 |
|
潜在游离氨毒性 |
低 |
高 |
|
潜在亚硝酸盐毒性 |
低 |
高 |
|
pH 敏感性 |
高 |
适中 |
|
温度敏感性 |
高 |
适中 |
|
有机物适应性 |
适中 |
低 |
|
菌体扩增能力 |
中 |
高 |
|
菌群复杂性 |
高 |
低 |
|
装置复杂性 |
低 |
适中 |
|
操作复杂性 |
适中 |
低 |

1、一体式处理单元是将短程硝化和厌氧氨氧化两个反应过程整合于一个反应器内,利用 AOB 和ANAOB 的协同作用来进行脱氮,最具代表性的如 CANON工艺;CANON 工艺中短程硝化反应消耗碱度,而厌氧氨氧化反应产生碱度,使得 AOB 和 ANAOB 均处在良好的 pH 环境,从亚硝态氮的角度来讲,它被还原成氮气,从氨氮的角度来说,它被氧化为氮气, 因此厌氧氨氧化既具有反硝化的特点也同时具备硝化的特点,Canon 反应器中消耗的 NO2-N和 NH3-N以 及产生的 NO3-N 量的比值约为 1: 1.32:0.26。从反应器的运行条件来 看, Canon 反应器正常运转应具备如下条件:
1)具有大的生物絮体条件或生物载体的条件;
2)反应器内的亚硝态氮浓度应控制在 15ppm 左右,以此为条件来控制曝气量和进水量,协调Anammox 菌消耗的平衡;
3)反应器内的溶解氧应控制在 0.1ppm 左右,曝气是完成亚硝酸菌积累过程的必要条件,同时也是淘汰硝化菌的动力条件;
 4)反应器内的 NH -N 基质浓度不应低于 30ppm,但应注意游离态氨氮(FA)的浓度,其对 AOB 反应存在抑制作用,浓度应控制在15ppm 左右,不要超过 150ppm。 4)反应器内的 NH -N 基质浓度不应低于 30ppm,但应注意游离态氨氮(FA)的浓度,其对 AOB 反应存在抑制作用,浓度应控制在15ppm 左右,不要超过 150ppm。
2、根据上述的工艺运行条件,结合本文所提改造项目的唐山某垃圾场的渗滤液情况,调节池原水完全可以满足上述条件,在项目中,Canon 工艺放置于工艺的最前端,目的是在老龄化渗滤液中碳源不足的情况下利用两种自养菌的相互作用来脱氮,相对于传统工艺脱氮需要投加大量的碳源的情况,节省了运行成本,提高了水质的达标率。
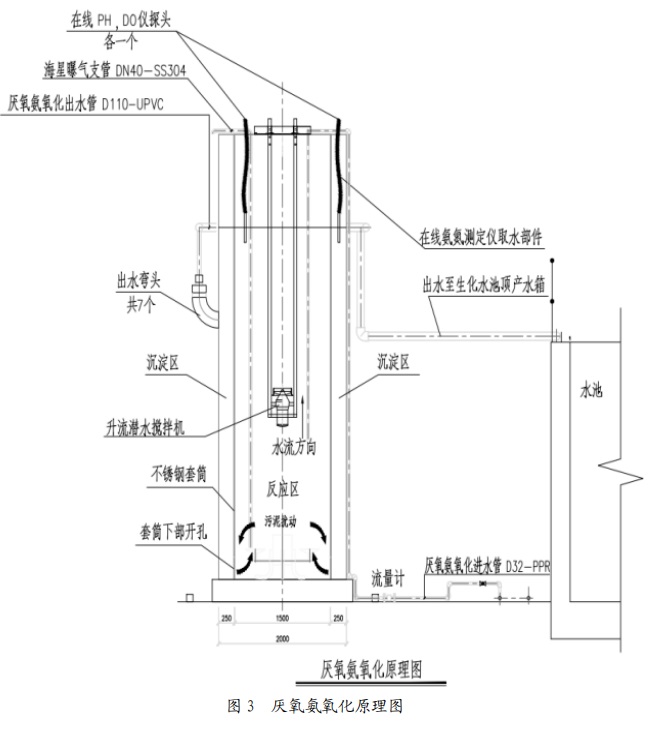
3、我们利用原有已废弃的吹脱塔(图 1),将其改造成独立的厌氧氨氧化工艺单元(图 2),将部分渗滤液注入此单元进行脱氮处理,并将原有生化池改为“二级硝化反硝化”, 将经 CANON 工艺单元处理后的水引入到一级硝化池进一步降解有机污染物;这样即能有效控制进入到厌氧氨氧化塔的水力负荷及污染负荷,同时在冬季厌氧氨氧化塔由于低温不起作用时,确保渗滤液仍可以经过完整的两级硝化反硝化处理运行,确保出水氨氮及总氮达标。
3)检测结果:系统安装调试完成后,我们连续三个月对厌氧氨氧化处理工艺系统进出水的COD、总氮和氨氮进行检测, 其 COD 结果如图 4 所示:从图中可以看出,厌氧氨氧化工艺对 COD 的去除率很低,基本不足10%,因此后续膜分离处理工艺不可或缺;图 5、图 6 分别为厌氧氨氧化处理工艺进出水总氮、氨氮的数值,从图中可以看出,厌氧氨氧化工艺对渗滤液总氮和氨氮的去除率均较高,取得了良好的处理效果,其出去率分别如图 7、图 8 所示:
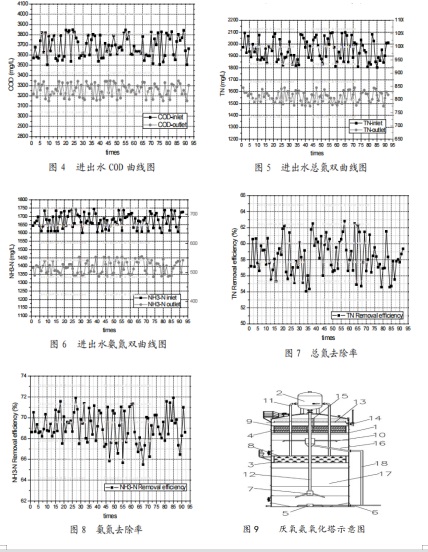
从图 7、图 8 可看到,总氮的去除率基本在 54%~62% 范围内,同时对氨氮的去除率也高达65%~72%。因此厌氧氨氧化工艺技术在本项目的成功应用,解决了老龄化渗滤液的难处理、处理后难达标的问题(图9厌氧氨氧化塔示意图)。
四、结论:目前垃圾焚烧技术日渐成熟及大范围推广,致使原生垃圾填埋量逐渐减少,加速了垃圾渗滤液老龄化进程。厌氧氨氧化技术在本改造项目的成功应用,具有较高的推广价值。增加此处理单元,减少了碳源使用,节约能耗,在降低运行成本的同时成功解决了老龄化渗滤液普遍面临的难题;但在实际运行过程中,厌氧氨氧化处理单元在临近冬季气温较低时便无法正常启动,虽可做保温加热等处理,但如何以更加经济环保的方式解决此问题有待进一步研究,此技术在气候较高的某些南方地区更值得推广。


|




