
���ݻ����������ڼ�ǿ����������������Ⱦ�� �����������������Ҫ��2015��ף�ȫ�������� ���������������ʴﵽ80%,����36������� ��ʡ����кͼƻ������У��ﵽ95%��ȫ�������سǽ���1������������������������ʩ���ֹ㶫ʡ������о��ѽ���1�������������������ձ���������Һ�������������ҡ���������������Ⱦ���� ������GB 16889-2008����������������Һ���ŷű�����COD���ܵ����ؽ��������˴����ȷ�������˸�Ϊ�ϸ��Ҫ��,ʹ��һЩ�Ϲ������̭�������±����Ƚ�������UASB+MBR+RO������ʽ����������+Ĥ���ﷴӦ+��������MBR+NF�����ˣ���+R0��MVR+DI�������ӽ�������,���߽����ǵ����������Ĵӽ��ܼ��ŵĽǶ�,������MVR�����Ĺ� ��������豸����̽�֡�
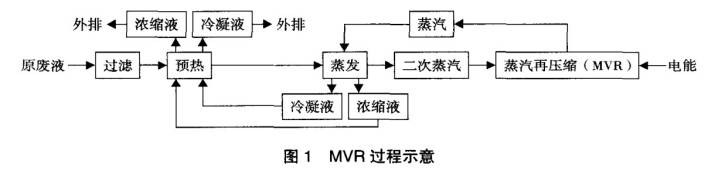
1��MVR����ԭ�����ص���MVR����������,���û�е����������������ѹ�����ϸ�ѹ����ʹ�����ܵ�����ߣ��ط�ԭ������ȡ����������Ϊ��Դ,ʵ����������ij���ѭ������ֻҪ�����������������������ɲ��������������ʹ��������������������ϵͳ�����ΪMVR��Me�chanical Vapor Recompression��,�еij� MVC ��Me�chanical Vapor Compression ��,������Ϊ��MVR��ȷ����MVR����ʾ���
20����60������¹��ͷ����ɹ��ؽ��ü���Ӧ���ڻ�������ҩ����ֽ����ˮ��������ˮ��������ҵ; ��ˮ�������Լ23-70 kWh�����������Ծ����壬�� ����0.037-0.1 1t�����������ּ����ҹ���30���ſ�ʼ��ʯ�����λ�����ҵ�õ�Ӧ�ã���Ҫԭ����MVR�豸 ����ŷ�����ڵļ۸�ϸߣ���������Դ�۸����ǺͿɳ�����չ��Ҫ�ü����ܵ����ӣ��Ⱥ���Ϊ���ҹ�����չ�Ľ��ܻ����豸���ü������ڸ�Ũ�ȷ�ˮ������ԭ�����Ǹý��ܹ���������������ϣ��ܽ������Һ�������ѽ�����Ⱦ��Ũ�ȸߵ�����,�����������ϸ��ˮ��������Ҫ�����廪��ѧ�� ���˶�������������Һ����������յ����з����Ƚϻ�,�ɵ���������������:��ѹ�ȱ���������ѹ �ȱ����������η���������������ǿ��ѭ���������ɼ�MVR�����������н���Ч����,���зѽϵ͡�
MVR��R0�������������뷨,ʹ����Һ����ɴ�С2��Һ��:��ɵ���Һ��С�ɵ���Һ������Һ������Ⱦ����ֱ�Ũ������Һ�����ݱ���ʵ�ʵ���,R0ֱ��������������Һ�����ѱ�����֤���Dz����е�������������Һ��ͳʹ������ ������Ŀǰ���ﵽ����������������Ⱦ���Ʊ�����GB 16889-2008���ŷű���ʵ����ʹ������RO��ϣ���Ⱦ��ȥ���ʿɴ�95%���ϣ���Һ�ɴ��ŷű�����ROŨ��Һ��Լռ������10%~20%������ع� ����,��ϵ�ĸߴ�55-62 kWh/t����Һ���㶫����ʹ�õ�MVR+DI��Ͻп�ֱ��������������Һ����������Һ��Լռ������14%~21%��Ҳ��عദ������Һ����ȫ��꣬����Ľ���27kWh/t����Һ������2�ַ�����Ͷ����MVR�ϵͣ����̸���Լ6.85��Ԫ/t),��MVRϵͳ�����ܱգ��Զ����̶ȸߣ��� �������ˮ�ʱ仯Ӱ��,���������ɾ�����ζ��ռ����,���г�ǰ��,�������ܼ�����Ⱦ������Ҳ�������������⣬����ά��ά����������ֻ�ܼ�Ъ�������д��Ľ����ơ�
2 ��MVR+DI����������������Һ���ֿ����������Գ���������������Һ�������ֳ����飬 �ó���ƹ�ģ200 t/d,����2̨����J&Y��˾����������ѹ������90 kW/̨����һ̨ǿ��ѭ��������Һ����ʽ�й���������һ�������ӽ���ϵͳ������һ ��144 kW�ĵ��¯ΪMVR������ά��������Ӧ�����������������ױü��۹��豸������Һ�����ͼ� �����DI ��ˮ COD=190 mg/L ������100 mg/L��, NH4-N=4.37 mg/L������25 mg/L����TN=8.31 mg/L���� ��40 mg/L����pHֵ=3.45������6-9��,DI��ˮ�� ��ɫ��ɫ
��δ������:40�����ϸ���˵,MVR+DI����ˮ�Dz����ģ�Ӧ��һ����������ȷ������ŷ����ع�ķ�Һ������Ũ��Һ�⣬����DI�����ŷŵĺ��Ȼ��������Һ���������������������Һ�������� Ⱦ������ν��ۻ�����������������Һ�ڣ���������������������ܺ�����Һ�����豸�ܵ��ؽ�������������Ӱ����������Ͷ�����������˵�һ����,����������Һѭ���ã��������ܵ�����,�������Ṹ���ص������м�¼������մ�����116t,�ﲻ�����������ԭ��Ƴ���2~3 d/����ʵ��Ҫÿ��ͣ�����������¼�Ъ��������ͳ���ҹ�����Һ�ɷ�Cl- = 189-3262 mg/L����Ӳ��3000-10000 mg/L;���Ϸ���Ҫ��,Cl->300mg/L��80����������ʱ���������豸���ܵ�������316L���µIJ���ֲ���;����MVR�Ӵ�����Һ�IJ��ֲ���316L����ֲ��ϣ� 101-105�������������豸�ܵ���ʴ���������;�Ṹ��ϴ������������ѡ���й�;�ֳ�ͳ������ÿ������Һ�ɱ�Ϊ�����27 kWh/t���������� 0.6 kg/t���ռ� 0.16 kg/t�����ݼ� 0.15 L/t��30% HCl 5kg/t;��δ���˹����豸ά�ޡ��������عࡢ�۾ɵ�;ԭ��ƶ�DI�����ŷŵĺ�������Һ��5%HC1���ٽ���MVR����Ũ����ʵ����û��ʵʩ;������ΪMVR��DI��ϼ����ϲ�����,DI������������Һ����Ũ�����з��ýϸߡ�

3��MVR���������������VҺ�ĺ���;��:������ΪMVR��������Һ�����Ĺ�����Ϻ�������:MVR+Ũ��Һ����+����Һ������������
����������ΪpHֵ=5,ѹ��0.02 MPa��Լ60����,����MVRѹ����2.4,����ѹ��0.048 MPa,��������Լ80�� ;Ũ��Һ�������������850��
�������ջ�عࣨ���������ǰ��;��������Һ����SBR�����������������ԪӦѡ�ø�Ч���õ��豸��ȷ��ʵ�ֹ���Ŀ�ꡣ

3.1�����������������豸��ѡ��
3.1.1�������¶Ⱥ��������廪��ѧ���������˵��о���������Һ�� pHֵӰ�������������Һ������CODŨ��,pHֵ= 4~5ʱ��98���³�ѹ����ʱ������Һ�����Ͷ�COD��;pHֵ=6ʱ������Һ�����߶�COD�͡�ͬ�ô�ѧ��誵��˶��������ճ���������Һ��ԭҺpHֵ 5.23,NH4-N917 mg/L���� 0.016 MPa��55 ���½�������ʱ���õ�������Һ��ռ��85.6% ��pHֵ= 3.46�� NH4-N=0,��21.58%�л����ӷ�������������Һ�� ���������ӷ����������̼ԭ����С��7���л������������ζ��pHֵ=5��60���������Ļ�����������ֻ��ˮ�������ͷ�����֬��������������������Ũ��Һ�ڣ�����Һ�����ɵ���0,������ҪDIװ�úʹ������������;������ҺCOD��ƫ�������ߣ� ����������������ƫ�����������ķ�������Ҳ���������������pHֵ,316����ֿ���Ũ�ȸ���15% H2S04�������Ϸ���Ҫ��50-80����Cl-Ũ��Ϊ500~ 2000 mg/Lʱ������254����ֲģ�60������Cl-Ũ��Ϊ 300 mg/Lʱ������316���������������������������Ӧѡ��pHֵ=5��60����������������ѡ�����ֳ�����ҺCl-�ĸߵ�ȷ��,����ҺŨ�����������������ӽ�����ȡֵ������15~20������
3.1.2�����������²��������������Ҫ���������Ǵ�, ���²����ϵ���ʹ�������������ȹ�ʽ���²������������������С�ɷ��ȣ��²���������С����������۵����ڴ���ѧ��,���������¶ȸ��ڽ��Ϸ����¶ȣ� ����²��Ϊ���ȶ�;������²��Сʱ,���ڻ�û�з�����������Ҫ���������������ﵽ������ϵ��С;�����²������ڹܱڱ���������ݣ��²������������Ŷ������ң���ʱ��Ϊ�ݺ˷��ڣ�����ϵ���� �������ߣ�һ�㹤���϶�ѡ������ν������������������²��ټӴ�����������ȷ���,��ʱ����ϵ����ܿ��½�������������Һͨ������,����������������������²��ѡ��ʮ����Ҫ������ʵ ����ʾ������������²Ӧ����80���������ᷢ�����ȷ��ڣ������ľ���ֵΪ14-20���� ���Ŀ��ǵ������е������ĸ��ִ�����ʧ���Ƽ��²�20��������ѡ��������4��������Ч�ʽϵ�,������Ƶ���������������20���Ĵ�5�����ϡ�
3.1.3������ѡ��:�ڹ�����10�� �ɹ��Ĺ���ʵ���У��Ը�Ӳ�ȡ� ���Ƕȷ�Һ��������ʱ,Ϊ����Ṹ�ͱ�����ϴ, �ڻ�����ҽҩ����ҵ�㷺Ӧ�ü��ȹܽ϶̺ͽṹ�� �����Ⱥ����ٷ����������ҿɴ���ˢ��;�����Ƽ����ô����������ң�1��1�������Ⱥ����ٷ�����

����������:��Һ���¶˽����ȹ��ڣ������߹� ��,��Һ�ڹ������¶����˶������ȷ������������� �س�����������,�����ȹ����ϲ�ʱ,�γ���Һ���� �ܶȲ�Ϊ�ƶ���������Һ�ĸ�������,������������ Һ����,Ũ��Һ�������ţ��־�ѭ���ܿ���Ȼ�� ��������ϻ�Ϸ��ؼ�����������������ʵ�������� Һ����Һ������ѭ���ٶȴɼ�����ȹ��ڱ���� �ᾧ�ͽṸ,���������ǶȽϸߵķ�Һ��ԭ������� ʵ����������ij�������շ��糧����ҺŨ�����հ��� ���Ṹ�ۻ���Ӱ������ʱ���ɼ�ʱ�л���һ�����ң� ��������ҽ�����ϴ����Ӱ������������ѡ�õ��ǹ� �ڼ��ȡ�����ǿ��ѭ��������Һ����ʽ�й�������, ����Һ�ڹ�����������,���������۹�����ճ����� �ڹܵ�����棬���������Է����ټƵļ��ȹܣ��� �ڹܾ��ͼ��С��һ��ֻ�м����ף������������Ṹ������ϴ�����Ⱥ����ٷ������ȹ��ڱ���һ���ü� Һ���ݼ�����ϴ����ʽ�й����������ڵ��ǶȺ�ˮ �����Ƶ�ˮҲ���ǿ��еģ�������������ҺЧ���� ���롣����,��ʽ�й����������Ҳ�Ӵ�����Һ���� �ø�����ֲĶ࣬�Ⱥ����ٷ������ֻ����ͨ�� ��ֻ�̼�֣��������ú�ʹ��ǿ��ѭ���ú�ŨҺ�� ���,���̸����գ�ʡǮ���ܡ�
3.1.4 MVR����������ѡ��:MVR�����������������������¶Ⱥ�ѹ����ѹ ����������ʽ5000-20000 rpm���͵��ת�١���͵�����ʵ�, MVR�������¶������������²�������أ�������С��MVR�����й�;�����������Ĺķ����������˾���ܣ��������������������С��10t/h����ѹС��100 KPa,��ѡ��ʽMVR;��������10 T/H����ѹ����100 KPa,��ѡ����ʽMVR; һ�㵥������ʽMVR���������8��, 2̨�����ɴ�16������ʽMVR�ɴ�30�������ݲ��ô�Լ 8 t/h�ĵ�������ѹ����2̨������������4��������ʽMVRҪ�������������ȶ������¹������������ѹ�����������¶ȱ仯�����У���������������������ѹ�������е�һ������,���нϴ��Σ��������ѹ��������Ҫ����֮һ����ʽMVR��Ƚ�������Ӧ����������������������С���������Ƽ��Ĵ����²�20�� ��MVRҪôѡ��ʽһ̨,Ҫôѡ����������ʽ2̨��������Ͷ�ʺ�ά�������ɱ�����,�����Ƽ���ʽ����ѹ������������Һ������ģ����250t/dʱ������2��������ʽMVR�����ߣ��������Ӧ����������仯����������������ȷ��֮������MVR�۸�߰�����ѡ�ͳ��˼����Ƚ�ʵ�ã���Ӧ�������ҡ�Ŀǰ ���м��ҹ�˾�����������˾�������֪ʶ��Ȩ�� MVR������ϵͳ��������������ʵҵ����˾��ŵ�ɰ�ͬ�ͺ�MVR���ڹ����豸�۸��55%��Ӧ ���������������豸������ڹ����ƹ�MVR���� �����������ġ�
3.2��Ũ��Һ����:�������������������ջ��;���������ջ��������ϵͳ�����塢ȼ�������Զ�����ϵͳ�����;���Ľ����ȼ���������������ȼ���ң��������������ղ����ĸ���,����������Ũ��Һ��������,�� 850�����Ϸ���;Ũ��Һ�����˾����൱��ֵ���л���Ⱦ��,���չ��̿���ά������ƽ�⣨���Լ���������ȼ�����������������������̻�������������������٣����ջ������ǰŨ��Һ���ݻع������� ���ݴ�������Һ200 t/d(������1330 mg/L)�ƣ����ջ��������Ũ��Һ�������ϵͳ�����кͰ�������Ϊ304 kg/d,������������0.1 m3/kg������������500t�������ղ�������10%Լ200 m3/h�ƣ�������S02Լ125 mg/m��,��������������������Ⱦ���� ����(GB 18485-2001) 260 mg/m3�ı��涨��
3.3������Һ������������������ƫ������������ҺCOD�ϸ�(Ԥ��1000 mg/L)����������������,�����Ƽ����õ�SBR ���տɴ����������ŷ�,����ʮ�ֳ���,���ﲻ����
������Ϊ��������������������Ӧ��Ҫ�� �ϸ�ij���,MVR+����+SBRӦ��Ŀǰ�������� Һ���������нϼѵ���Ϲ����������Ƽ���MVR ��������¹��ɣ���1������Һ����ô�2��������(1��1��)�� �Ⱥ����ٷ�������ʽMVR��ɵ�����ϵͳŨ ��;��������ΪpHֵ=5,ѹ��0.02 MPa(Լ60��)�� MVR��������Լ80 ��������Һ�������ŨԼ 15-20��(�Բ����������εĽᾧŨ��Ϊ��);��2��Ũ��Һ�˽������������ջ������ĸ� �£��������ȼ���ң���850�����Ϸ��գ���3��������������Һ����SBR������������4����û����������û��������Ӧ��Ҫ�� �ij��ϣ�����Ϲ��������������������������,�� �Ʋ����ԡ�MVR+����+SBR���������������շ� �糧����Һ������

 |




