
随着社会经济的快速发展,城市化进程得到了不断地加快,城市污染问题也变得越来越突出,特别是水污染问题,对于水污染的处理必须引起高度重视;随着科学技术的不断发展,自动化技术在很多行业都得到了发展,自动化水平在污水处理行业也得到了快速提高;目前自动化技术在污水处理厂中进行自动化控制,保证了出水质量的稳定,使低成本处理污水的目标得以实现,效率更高,可靠性更强,因此自动化控制系统在污水处理厂的应用前景是比较广阔的。
1、自动化控制的功能和原理
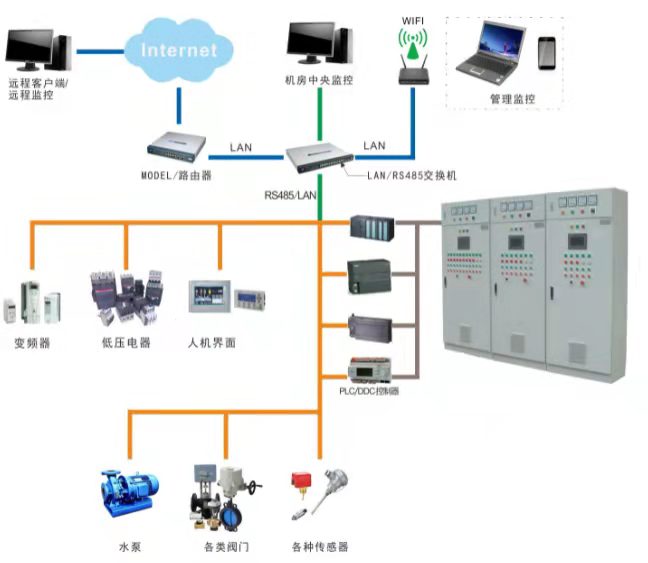
1.1、自动化控制系统的原理:污水厂的自动化控制系统是由人机界面设备和信号采集系统、执行机构和现场仪表三部分组成;自动化控制系统的构建主要是指设备的选择和三部分系统形式;建立工艺曲线是自动化分析系统的主要功能,通过人工输入方法和在线实时采集,将进、出水的氨氮、磷、色度等工艺过程控制和主要指标的回流比、溶解氧、污泥浓度等指标进行综合分析并且通过曲线进行对比,使最佳工艺曲线能够找到,并且对工艺实施科学控制。
1)工艺控制部分主要是由电控执行机构、工位PLC、上位工控机组成。上位机的智能控制是工艺控制部分的核心,上位机的专业软件来完成这一部分功能,这些专业软件工作可靠性较高,采取的工作方式是时钟循环扫描方式。智能化控制是上位工控机所具有的控制功能,可以利用污泥浓度、溶解氧、时间等指标达到多重控制的目的,实现智能化自动分析。要对污泥浓度指标进行科学设定,对剩余污泥泵和回流泵进行科学控制,为了降低能耗,要保证活性污泥量;为了保证工艺应当设置溶解氧的上下限。
2)上位机所发送的信号由工位PLC执行,电控执行机构是按照一定的程序完成工作,根据工艺要求制定任务,对剩余污泥泵、回流泵、风机等设备实施自动控制。
1.2、污水处理厂自动化控制系统功能:污水处理厂自动化控制系统是以WinCC为工作平台,其主要功能有:(1)在中心控制室可以在线实时控制操作被控设备,对任意一台设备都可以进行停启操作,并且对所获取的数据能够进行在线处理。(2)各现场设备的运行参数以及运行工况可以通过自动化控制系统的显示功能以图形的形式显示出来。(3)数据管理功能也就是分析和比较历史数据库和实时数据库中的数据,优化生产过程,为生产控制提供依据。(4)当在线数据如设备故障、污泥浓度、溶解氧、COD超过规定的值时,报警功能就会发生作用,报警系统就会语音报警,相关设备就会停止工作,并且能够进行记录和打印。(5)打印功能可以实现自动打印和人工打印,可以对设备运行状态和工艺指标输出图形和报表。
2、污水处理厂自动化控制系统

2.1、污水处理厂自动化控制系统设计原则:
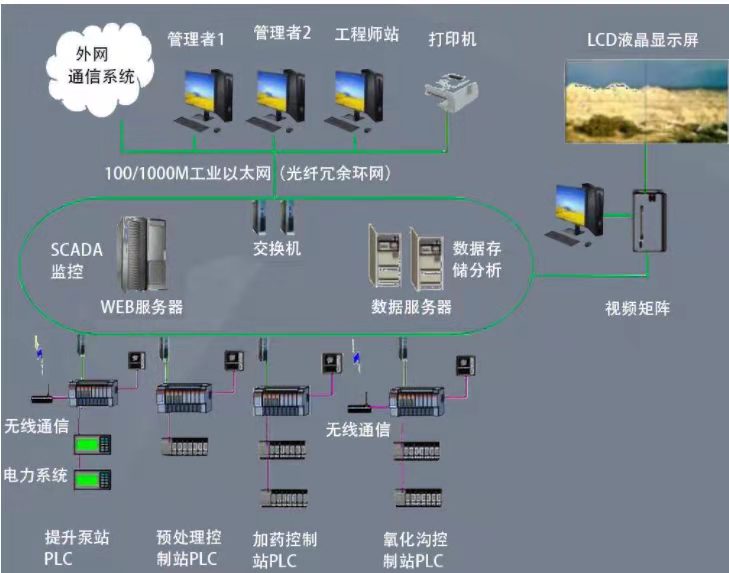
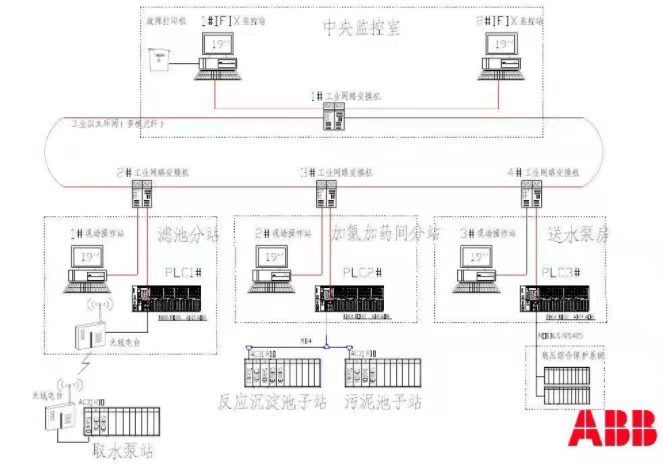
1)污水处理厂自动化控制系统要综合考虑经济、安全、管理、生产等多种因素,自动化控制系统网络要将相关设备和各工艺生产过程纳入其中,使自动化控制系统达到价格合理、性能可靠、技术先进的目的。为了保证污水处理厂运行协调一致,就应该采取数据共享、分散控制,集中管理和监控。
2)要保证自动化控制系统在配置上的适应性和完整性,满足污水处理工艺、生产管理对自动化控制的要求;要选择高集成的设备以满足集成化原则的要求,便于维护、管理、控制。为了使系统扩展能力得到加强,就应当遵循模块化原则,应当在硬件和软件方面选用模块化、通用化、商业化的结构设备。
3)硬件配置应当操作维护简便,扩展灵活、适应能力强、可靠性较高,要符合国际工业标准;配置具有完整的系统平台、良好的人机界面、开放性结构软件;现场控制软件、监控软件、管理软件的编制从方便控制、管理最优的角度进行。
2.2、自动控制过程
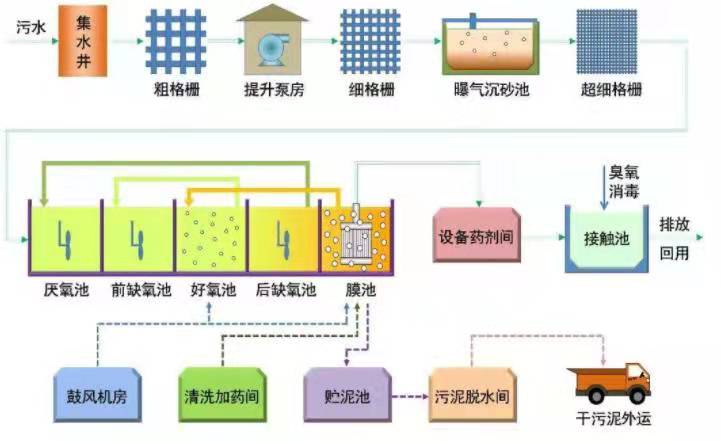
1)PLC1#站:PLC1#站主要是控制粗细格栅系统以及进水提升泵房设备。主要的监测数据为储泥池超声波液位,粗格栅超声波液位差,进水泵房超声波液位,提升泵运行频率、电流。监测设备为储泥池推流搅拌机、砂水分离器、吸砂行车、细格栅、进水提升泵、粗格栅。本站实现的主要功能有实现吸砂行车系统和砂水分离器的联动运行;根据时间周期或者液位差对格栅机的启停进行控制,格栅机与粗格栅螺旋输送机联动;提升泵的启停台数的控制是根据液压位决定,先开先停某台水泵;提升泵的启停是根据进水泵房液位决定,格栅机的启停是由时间周期或者粗格栅前后液位差控制,格栅机与粗格栅螺旋输送机联动。
2)PLC2#站:控制系统主要是由2-2#远程I/O柜、2-1#远程I/O柜、PLC2柜组成。曝气罗茨风机是PLC2柜监控的主要对象,主要检测信号为累计流量、风管瞬时流量、风管压力、曝气罗茨风机运行电流等。除臭系统、6台内回流污泥泵、生化池12台搅拌机是2-1#远程I/O柜主要监控对象;检测的主要信号是SS(浊度)、生化池DO(溶解氧)。二沉池两台刮吸泥机、两台电动闸门、两台剩余污泥泵、二沉池配水井的两台外回流污泥泵是2-2#监控对象,主要检测信号为累计流量、出水瞬时流量、出水COD、出水PH。该站主要实现的功能是:采集仪表信号和各个设备状态;远程控制刮吸泥机、剩余污泥泵、外回流污泥泵、搅拌器等设备;DO值可以人工进行任意设定,设定的值应当控制在一定的范围内。
3)脱水系统PLC控制站:两套脱水机设备分别被套脱水机PLC柜控制,根据工艺要求对脱水机、进泥螺杆泵、泥切割机进行控制。

4)加药系统PLC控制站:污泥处理的加药系统设备的控制和管理是由脱水机房自动加药系统执行。

5)恒压供水控制站及外线消毒系统PLC控制站:紫外线消毒系统是采取PLC柜为设备配套提供,紫外线灯对出水进行消毒;二沉池上清液经紫外线消毒系统消毒小部分输送回厂区进行回用,大部分排出。

3、控制模式:刮吸泥机、回流泵、曝气罗茨风机、推流器、搅拌器、提升泵、吸砂行车、细格棚、粗格棚等设备的控制模式都可以是远程控制和就地控制两种模式:远程控制就是设备的启停由操作员提高上位机操作界面进行;就地控制也就是现场设备控制柜对没备进行操作。超声波液位差计在细格栅、粗格栅前后应该各安装一套,格栅阻塞程度可以通过格栅前后的液位差来反映,并且将信息传输到PLC控制器,进行分析计算。
4、污水处理厂自动化故障与报警:污水处理厂自动化控制系统拥有较为完备的报警功能和参数保护,例如参数的超出高低限报警、设备过载保护、泵的低液位停机保护等。一旦发生报警,就会有一个报警提示窗口在上位机画面中弹出,能够显示报警状态和报警设备。点击“总确认”或者“确认”按钮,对于报警的关闭需要再次点击关闭按钮。
5、污水厂自动化控制系统的维护与保养:要做到每天定时对设备进行巡查, 听设备的运转声音是否处于正常状态,查看设备的运行状态是否正常,一旦发现异常情况,要及时给予停机,确保设备不被损坏,对于部分设备要注意适时进行加油,并且要通知专业人员进行维修。
6、自动检测仪表故障的报警:主要是由于检测仪表本身问题造成测得的结果与实际值差别较大或者被测参数超出测量范围而发生报警;对于一些探头、精密的仪器来说,污水厂的环境是非常恶劣的。因此要认真做好保养和定期的维护工作。(1)对于各种仪表要定期进行校正。长期的运行过程中,仪表产生误差是不可避免的,仪表测量的准确性很难得到保证,应当定期对分析仪表每月进行校正一次。为了验证化验室仪器性能就需要对一些检测项目进行认真检测,并且将测得数据与现场仪表测量结果比较,如果有较大的差异,就应当对化验室的仪器进行校正,一定要确保化验室的仪器测量准确。
(2)要做到定期对检测仪表传感器进行认真清洁。为了保证数据的准确性,要有专人对探头进行清洗,特别是PH、SS、DO仪等这些仪表直接与污水接触,每一个月都要进行清洗一次,做到专人负责清洗,从而保证仪表工作的正常,对仪表的探头进行清洗时要选用优质柔软的材料,不能使仪表造成损坏。

|




