
本文主要介绍的是(300-30000mg/m3)高浓度甚至是超高浓度的VOC处理工艺,也是目前处理效果最好,在国际上技术最先进,运营维护
成本最低的RTO及RCO废气处理工艺之一。
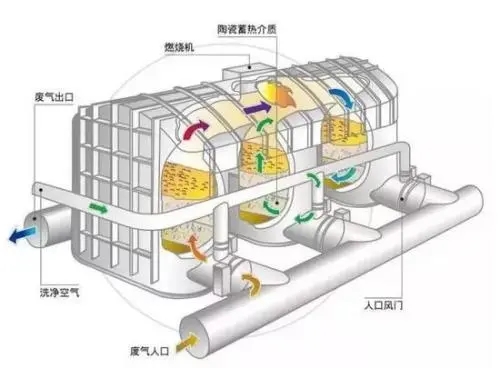
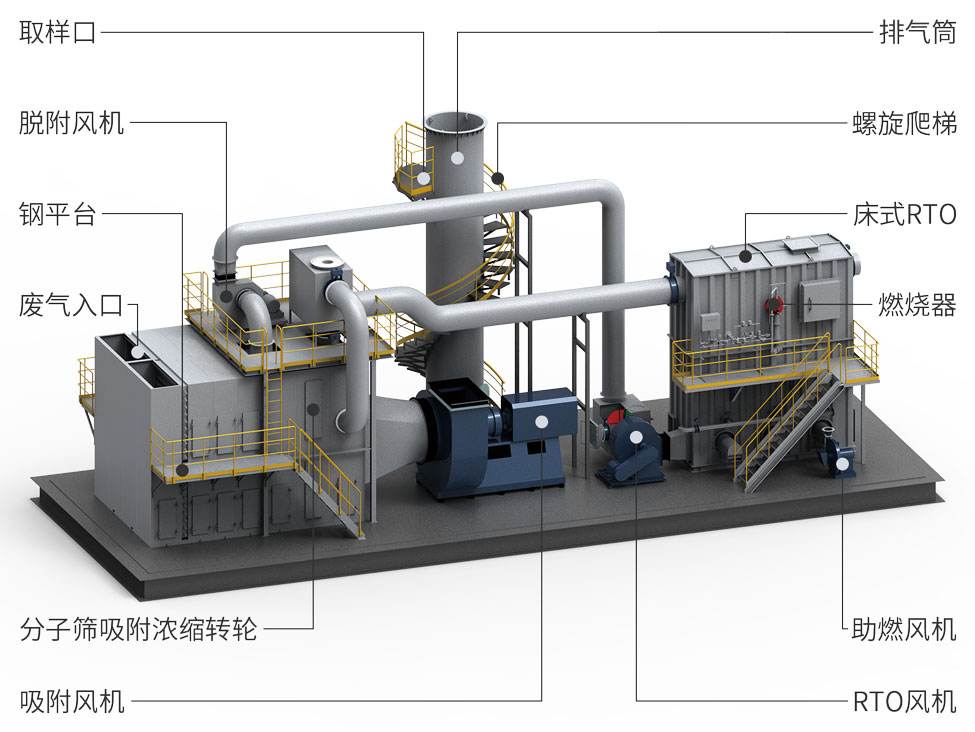
一、RTO(Regenerative thermal oxidizer)蓄热式焚化技术:基本原理是把有机废气加热到760℃以上,将有机废气中的VOC氧化生成CO2和H2O,从而净化废气,并回收分解时所释出的热量,以达到环保节能的双重目的,是一种用于处理中高浓度挥发性有机废气的节能型环保装置。
1、RTO主体结构由燃烧室、陶瓷填料床和切换阀等组成。该装置中的蓄热式陶瓷填充床换热器可使热能得到最大限度的回收,热回收率大于
95%,处理VOC时不用或使用很少的燃料。

2、适用于涂装工艺的烘炉废气处理,喷漆、塑胶行业废气、印刷、印染以及化工、电泳涂装设备废气处理以及化工电子等行业的同类废气处理;适应废气:中低浓度100~3500mg/m3
3、工艺特点:生产排出的有机废气经过蓄热陶瓷的加热后,温度迅速提升,在炉膛内燃气燃烧加热作用下,温度达到800℃,有机废气中的VOCs在此高温下直接分解成二氧化碳和水蒸气,形成无味的高温烟气,然后流经温度低的蓄热陶瓷,大量热能即从烟气中转移至蓄热体,用来加热下一次循环的待分解有机废气,高温烟气的自身温度大幅度下降,再经过热回收系统和其他介质发生热交换,烟气温度进一步降低,最后排至室外大气;这种工艺虽然相对来说比较成熟,但是在某些领域已经被蓄热式催化燃烧代替,它的设备投入成本高,安装制作工艺繁琐,电器控制要求高。
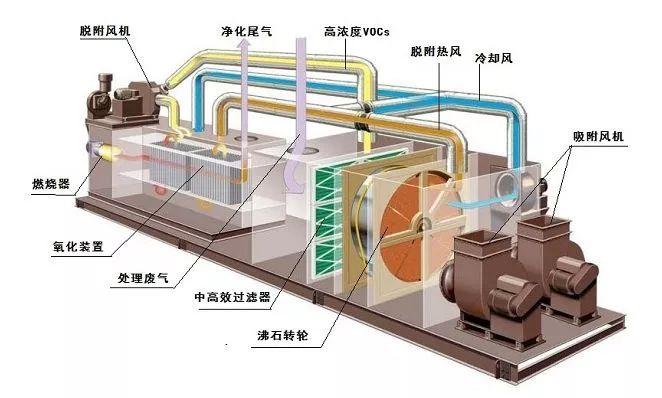
二、 RCO (Regenerative catalytic oxidation) 蓄热式催化燃烧法:RCO与RTO 大致相同,是近几年年内发展起来的新技术,净化率高,适应性强,能耗在燃烧法中最低,无二次污染。
1、RCO 是一种新的催化技术,它具有RTO 高效回收能量的特点和催化反应的低温工作的优点。将催化剂置于蓄热材料的顶部,使净化达到最优,其热回收率高达99%.
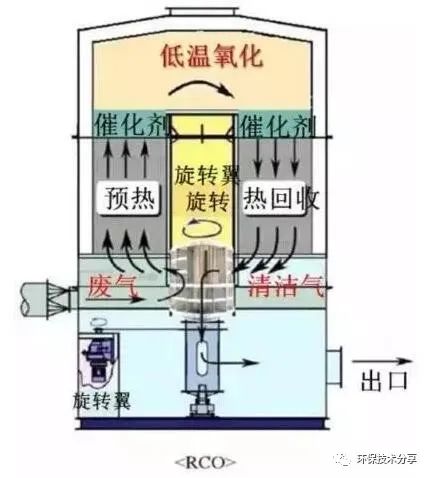 
2、RCO 有机废气分解温度在250-500℃,燃料消耗低,设备成本造价低;RCO是使用低温触媒分解法,在催化床滞留1~2/s,可以完全分解;有机废气置催化载体截面空速比为:20000h-1.
3、设备也已经开始向RCO转变,如:有毒的HC 化合物转化为无毒的CO2 和H2O,从而使污染得到治理。
4、适用于处理浓度在5000~20000mg/m3的超高浓度的多种有机废气。
5、缺点:催化载体寿命较短,正常使用1~3年;
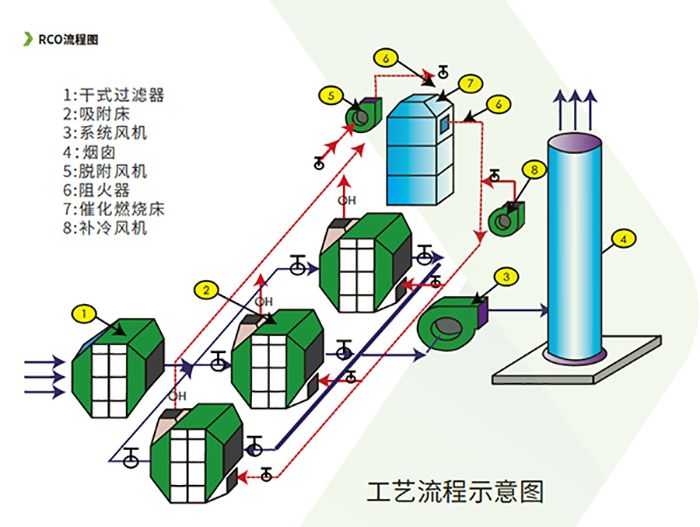
6、RCO净化设备适用范围 :RCO设备可直接应用于中高浓(1000mg/m3-30000 mg/m3)的有机废气净化;RCO设备也可应用于活性炭吸附浓缩催化燃烧系统,用于替代催化燃烧和加热器部分。
7、RCO处理技术特别适用于热回收率需求高的场合,也适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括汽车、造船、摩托车、自行车、家用电器、集装箱等生产厂的涂装生产线;石油、化工、橡胶、油漆,涂料、制鞋粘胶、塑胶制品、印铁制罐、印刷油墨、电缆及漆包线等生产线的废气处理,尤其适用于需要热能回收的企业或烘干线废气处理,可将能源回收用于烘干线,从而达到节约能源的目的。可处理的有机物质种类包括苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等等。
三、总结:这两种废气处理工艺都是目前最有效的废气处理技术,相对于光氧催化、活性炭、水喷淋、低温等离子等工艺来说处理效率至少要提高一倍左右,而且对传统工艺处理不了的超高浓度的VOC效果显著;具体是用RCO还是RTO要根据自己工厂的实际情况来决定。无论是RCO还是RTO它的前期投入费用比传统的处理工艺还是要高不少的,但是考虑到运行维护费用及真正的处理效率,大中型企业还是选择这两种工艺比较划算。
 

|




