
1、设备包括但不限于以下范围:
(1)斜管填料:加工成形的斜管、斜管及支撑结构的现场焊接、安装。
(2)集水槽:加工完毕的成套集水槽,包括集水槽、以及Φ32钢管、螺栓、螺母、垫片等支撑件和紧固件。
(3)反应室及导流筒:导流筒、加药管、支撑件、螺栓、螺母等连接件紧固件。
(4)搅拌机:主要包括电机(絮凝搅拌机为变频电机)、电控箱柜、变频器、减速机、机座组件、轴承装置、联轴器、搅拌轴、搅拌桨叶、安装用螺栓、螺母、垫圈等必须的确保可靠运行的附件等。
(5)悬挂式中心传动浓缩刮泥机:装配完整的中心传动浓缩刮泥机,包括:
a.装配完整的中心传动浓缩刮泥机,每台浓缩刮泥机包括中心传动装置、中心传动轴、刮臂、刮泥板、浓缩栅条、水下轴承、泥斗刮泥装置、电控箱柜、变频器以及确保可靠运行的附件、紧固件等。
b.中心驱动头带减速器、齿轮箱、润滑系统及扭矩限位器,设有过载保护装置上传至上位机(2个)。
c.电控箱柜:预留远程、故障、运行信号干接点,同时预留远程控制接点,使PLC能远程启停设备(单点控制,电平信号)。
2、设计要求
1】设备清单
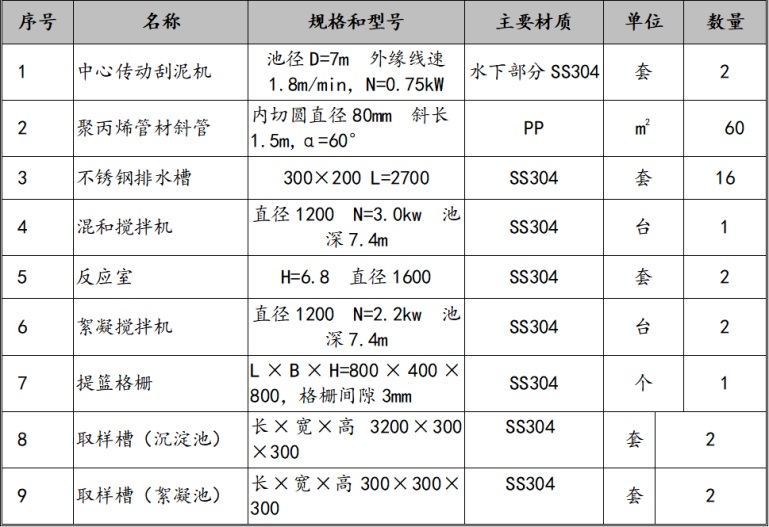
1)污水处理厂1
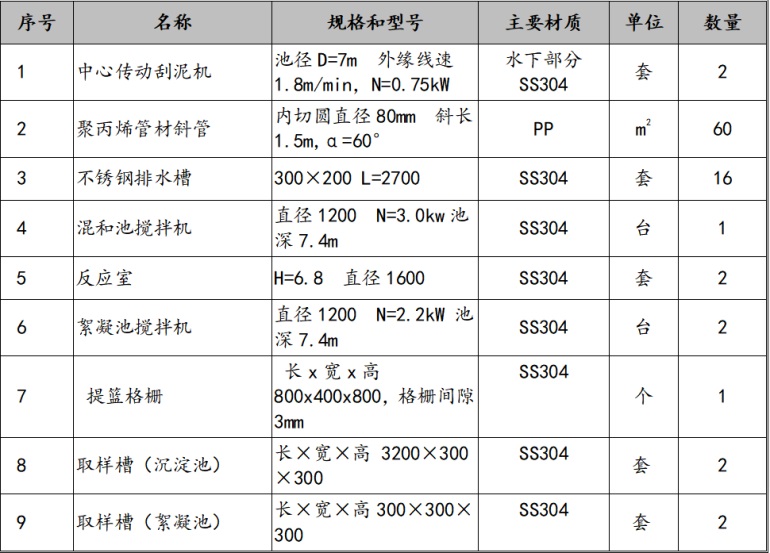
2)污水处理厂2
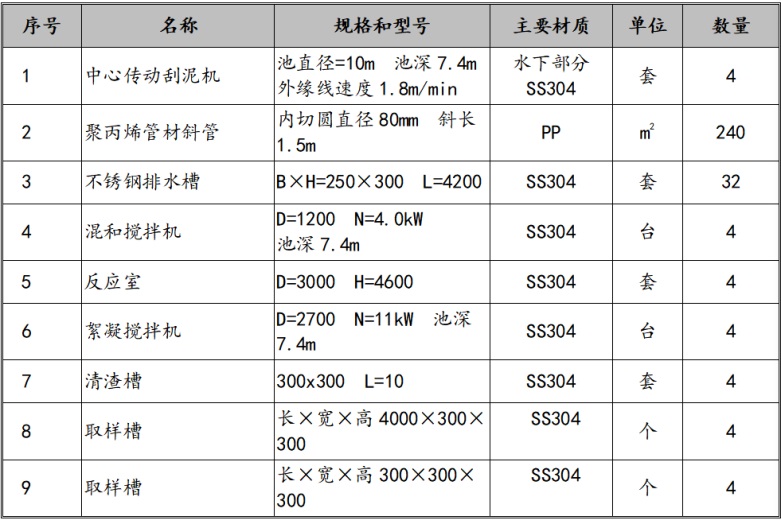
3)污水处理厂3
4)污水处理厂4
3、技术质量要求
1】斜管填料
(1)设备要求
1)斜管是乙丙共聚硬片自动恒温热压而成的半成品,然后用高频焊接机按固定模具逐片合成单组斜管,其焊点接面有两条断续、错落与斜管平行的焊接点,每条焊接点不多于五组,斜管焊接面积的尺寸为30mm×50mm,焊接率不低于60%。
2)斜管的蒸发消耗量、化合物析出量等符合GB有关的规定要求。
3)每个蜂窝斜管组装尺寸偏差极限为±20mm,角度偏差极限为±2度。斜管的外观色泽一致,表面光滑,外形平整,无色、无味、质轻。耐温幅度-20~80℃,不易老化耐久性长。
4)纵向拉伸强度不低于250-300kg/cm2,横向拉伸强度不低于250-300kg/cm2,焊接点剪切强度不低于250-kg/cm2。单组斜管侧面在承受0.6Kpa压强后,其外形变化率小于1%。
5)蜂窝斜管的安装水平尺寸误差不大于5mm。寿命10年以上。
6)斜管选用乙丙共聚颗粒料,热熔指数1.5-2.0。
7)斜管安装紧凑,安装时使用专用吊装机械搬运协管,保证产品的完好。
8)斜管安装相邻块体间高差±10mm、单组蜂窝斜管与周边相邻斜管交接处应有不少于六个焊接点。
9)拉伸强度不小于25MPa。
10)单组斜管管口水平面承压强度不小于1.4KPa。
11)单组斜管侧面在承受0.6KPa压强后,其外形尺寸变化率小于1%。
(2)材质要求:斜管为乙丙共聚蜂窝斜管填料,即聚丙烯材质。由供货商现场焊接。
斜管支撑材料需采用SS304材料,由供货商现场安装。
(3)制造标准
*尺寸及外观符合GB/T 6672、GB/T 6673、GB/T 1040。
*生活饮用水标准检验法GB/T 5750.1-13。
*拉伸强度符合GB/T 1040。
*断裂伸长率符合HG2―167。
*卫生性能符合国家现行卫生标准的要求。
*食品包装用压延聚乙烯(PVC)硬片ZBY28003。
*食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法GB5009.60。
*食品包装用聚氯乙烯成型品卫生标准的分析方法GB5009.67。
2】集水槽
(1)设备要求
1)集水槽材质为不锈钢SS304,采用大型剪板机和折弯机,一次折弯成型,尺寸准确,表面光洁、永不锈蚀;安装后强度高、不变形、槽体精致;能保证安装时的高精度水平标高要求,保证出水水质。
2)集水槽每隔500mm处设有M12螺栓支撑以保证其强度,侧板与底板成直角状。螺栓规格、集水槽整体强度由厂家确认满足。槽体侧板向外翻边40mm并作钝化处理。槽体在支撑柱的位置采用槽钢与预埋不锈钢板焊接固定,保证水槽的整体稳定。焊接处均采用氩弧焊工艺,焊疤平整、无气孔、夹渣、咬边及间断焊缝等不良情况存在,其焊缝率大于85%以上,焊缝处美观均匀,焊后做酸洗钝化处理。不锈钢集水槽的表面光洁,无锈斑、锤痕、砂眼、裂纹等缺陷。
3)集水槽集水孔、螺栓孔、定位孔均采用高精度模具定位冲压,保证其开孔直线性一致。
4)集水槽在有无通水情况下均能保证其不变形,具备有良好的外观和使用性能。
(2)生产、安装工艺精度要求
1)集水槽从材料采购、设计、工艺、制作、检验和出厂调试安装等各个环节严格执行ISO9001:2008系列国际质量保证体系原则。
2)成体后的集水槽在自重情况下,变形量小于0.02%,在均布负荷下的变形量小于0.04%。长度极限偏差为±3mm,宽度极限偏差为±2mm,高度极限偏差为±2mm,集水槽垂直度偏离:±0.5°。
3)集水槽连接孔大小、形状分布均匀,孔中心水平误差不大于±2mm。整条集水槽安装的水平误差±3mm,集水槽底板不会拱起和翘曲。
4)集水槽的焊接牢固,无脱焊、无砂眼、无焦痕、无裂纹、无锤痕、无凹陷、无变形扭曲等缺陷,表面平整光滑、整洁美观。
5)集水槽保证足够的整体刚度和强度,能适应始终长期运行,并做到无锈蚀,以满足水厂需求,无维护成本,寿命不低于20年。
(3)材质要求
|
编号 |
名 称 |
材质 |
|
1 |
集水槽本体 |
SS304 |
|
2 |
支撑件、紧固件 |
SS304 |
(4)制作标准
设备的设计、制造和材料符合下列标准、规范、规定的最新版本要求,但不仅限于此:
《水处理设备性能试验总则》 GB/T13922.1-2011
《污水处理设备安全技术规范》 GB/T28742-2012
《水处理设备制造技术条件》 JB/T 2932-1999
《优质碳素结构钢技术条件》 GB/T699-1999
《合金结构钢技术条件》 GB/T3077-1999
《流体输送用不锈钢无缝管》 GB/T14976-2012
《形状和位置公差,未注公差规则》 GB1184
《污水处理设备通用技术条件》 JB/T8938-1999
3】反应室
(1)设备要求
1)所供的设备在设计上和制造上保证在20年内安全、连续和有效的运行,所供设备具有可靠、安全、经济、技术先进并经过实践验证。
2)反应室安装在絮凝反应池,池体尺寸详见附件图纸。
3)所有金属部件不得有错边、尖角、毛刺,钢板厚度须满足设计图纸要求。
4)反应室由4块导流筒螺栓连接成环、底部支撑、上部支撑和中间环状加药管组成。
5)不锈钢部件加工完后对其进行表面酸洗钝化处理。
6)所有焊接缝都应符合ISO857,ISO3834和GB/T985.1-2008,GB/T985.2-2008的规定。
7)对承受高应力的焊接件其焊缝应作探伤检测。
(2)材质要求
|
编号 |
名 称 |
材质 |
|
1 |
导流筒 |
SS304 |
|
2 |
加药管 |
SS304 |
|
3 |
支撑件 |
SS304 |
|
4 |
标准件 |
SS304 |
(3)制作标准
《化工设备、管道外防腐设计规定》 HG/T20679-1990
《水处理设备技术条件》 JB/T2932-1999
《衬塑(PP、PE、PVC)钢管和管件》 HG20538-1992
《工业金属管道工程施工及验收规范》 GB50235-2010
《机械设备安装工程施工及验收通用规范》 GB50231-1999
《现场设备、工业管道焊接工程施工及验收规范》 GB50236-2011
《涂覆涂料前钢材表面处理 表面清洁度的目视评定》 GB8923.1-2011
《室外给水设计规范》 GB50013-2006
《工业金属管道设计规范》 GB 50316-2000
4】搅拌机
(1)设备要求
工作原理:折桨式搅拌机由电机、减速机、轴、桨叶、机架等组成。电动机驱动减速机,减速机输出轴驱动转轴带动桨叶旋转,达到搅拌的目的。
1) 高效沉淀池内混合池、絮凝池内的搅拌机均采用折桨式。
2) 搅拌机水上部分采用碳钢防腐材质,水下部分SS304材质。
2)整机采用减速机直接传动,结构简洁、紧凑,运行平稳,搅拌效率高。
3)通过联轴器联接的搅拌机轴伸向反应池中,轴上装有搅拌叶片。根据搅拌容量选择叶轮结构形式,以提高循环速率,使液药在混合阶段形成上下翻腾效果。
4)搅拌器的驱动装置采用电机与减速机直联的结构形式,减速机采用SEW品牌。减速机采用同轴齿轮减速机,电机适用于三相、380V、50Hz、防护等级为IP55、绝缘等级F级,功率详见供货清单。
5)驱动装置由立式电机减速机、支座等组成。该装置传动平衡、运行可靠、噪音低、使用寿命长,工作制24小时。
6)搅拌机的机座采用相当尺寸的碳钢板进行焊接形成一个刚性桁架支承结构,保证搅拌机能平稳地长期运转。
7)搅拌机桨叶的设计充分利用电机传动的功率,搅拌效果佳,设备的结构、设计、材料和制造确保设备的长期安全运行。
8)减速箱所有结合面及输入输出轴密封处无明显渗漏。
9)减速装置在各种设计工况下,能传递操作所需功率,并能承受搅拌轴传递的负载。
10)搅拌机轴的支承可承受搅拌轴和叶轮的重量,并承受所有扭矩、弯矩及轴向负荷。
11)搅拌机运行稳定、噪声低;各运行部位有很好的润滑性或自润滑性,加油方便,有良好的密封、防尘、防水、防腐蚀性能。
12)桨式搅拌机运行平稳,无异常噪音,其噪音声级符合AGMA标准,在距设备1m处测量时小于85dB(A)。
13)所有焊接缝都应符合ISO857,ISO3834和GB/T985.1-2008,GB/T985.2-2008的规定。
14)对承受高应力的焊接件其焊缝应作探伤检测。
(2)材质要求
|
编号 |
名 称 |
材质 |
|
1 |
机座 |
碳钢(Q235A)防腐 |
|
2 |
搅拌轴 |
SS304 |
|
3 |
桨 叶 |
SS304 |
(3)制造标准
设备的设计、制造和材料符合下列标准、规范、规定的最新版本要求,但不仅限于此:
焊接标准 ASME
材质标准 ASME
电气标准 IEC
噪音 JB/T8098-95
震动 ISO10816-3
机械反应搅拌设备 Q/320282AC043-2000
《水处理设备制造技术条件 》 JB/T2932-1999
电厂水处理设备制造质量分等标准 SDDZ037
《化工设备、管道外防腐设计条件》 HG/T20679-1990
《化工设备、管道防腐工程施工及验收规范》 HGJ229-1991
《碳素结构钢》 GB700-2006
《优质碳素结构钢》 GB/T699-1999
《公差配合标准 》 GB1800-1804
《形状和位置公差标准 》 GB1182-1184
《表面粗糙度标准》 GB1031-83,GB3505-83
《涂装前钢材表面锈蚀等级和除锈等级》 GB/T8923.1-4
(4)电气控制箱柜
1)所有设备由就近的总配电箱配电,现场设置电控箱或电控柜。
2)每台电控柜(箱)应有对应控制设备的配电及控制元件,每个设备配电回路包含断路器、接触器、热继电器等,对于设备清单中有变频要求的配置变频器。电控柜(箱)面板安装每个设备的运行选择开关(就地、停、远程三个位置)、启动及停止按钮、急停按钮、信号指示灯(运行、停止、各种故障指示)。每台设备操作方式为就地手动控制和PLC远程控制二种方式,可以向PLC上传运转信号、停止信号、综合故障信号、选择开关远控位置信号,接受远程启动、停止信号1个,变频设备还能向PLC上传频率给定4~20mA信号,并在远程方式下接受PLC输出信号(频率给定4~20mA)的控制。以上信号均需接线到柜(箱)内端子排。
5】悬挂式中心传动浓缩刮泥机
(1)设备要求
1)性能要求:高效沉淀池采用自下而上的进水方式,进水为絮凝后的混合污水,沉淀区上部设置斜管进行泥水分离,清水经上部出水槽收集后排放。
A.结构简单,能耗省,维护管理方便。
B.运转平稳正常,无冲击、振动和不正常的响声。
C.设有超负荷自动停机装置,工作安全可靠。
D.排出污泥含水率低。
2)结构形式:悬挂式中心传动浓缩刮泥机包括中心传动装置、传动轴、刮臂、刮板、浓缩浆板、水下轴承、泥斗刮板等部件组成。设备水上部分采用碳钢防腐材质,水下部分SS304材质。
A. 驱动装置:驱动装置安装在砼桥架上,采用减速机带动回转支承传动,并通过中心转轴带动刮泥臂及刮泥板等转动,驱动电机适用于户外使用。3相、380V、50Hz,F级绝缘,防护等级IP55;减速机采用SEW品牌。驱动减速装置齿轮箱的齿轮设计符合ISO标准,服务系数>2.0,齿轮材料为合金钢,齿面硬度HRC58~62,轴承基本额定寿命(B10)不低于10万小时,并带有过载保护。
B. 传动轴:传动轴的材料采用无缝钢管制造,上部法兰与中心传动减速装置的输出轴用螺栓连接,下部轴头与底轴承座配合,传动轴能承受浓缩刮泥机最大的刮泥扭矩;为避免污水在斜板沉淀区的短路,传动轴在穿越斜板沉淀区的部位设置不锈钢隔离套。隔离套下部采用轴座形式用螺栓固定在砼斜板支撑梁上,隔离套的高度至少超出池内水位100mm,材料采用不锈钢。
C. 刮臂:刮臂由上弦、下弦及拉杆等组成,在传动轴上对称布置。所有构件均采用不锈钢SS304制造,刮臂的上弦是水平状,下弦与池底坡度平行,刮臂与传动轴采用法兰连接方式,刮臂具有在承受最大刮泥转矩时不发生扭曲变形的能力;由于刮臂与支架、刮泥板均为铰支相连,当集泥较厚或停机时间长污泥板结时。刮泥机启动时,刮臂会自动向后抬起,刮板逐层将污泥刮除,以达到保护设备不会损害的目的及池底不堆积污泥现象。
D. 刮板组合:刮泥板采用多块平行排列的直线刮板,数量及长度满足刮泥的连续性要求,从池中心到周边均匀布置,能有效的将污泥刮送至污泥斗中。刮泥板与池底平行,并能调节其距池底的距离,刮泥板下缘装有可更换的橡胶刮板,刮板具有足够的强度并确保不变形;刮板组合采用分段与刮臂下弦连接形式,刮板与下弦杆成45°布置,相邻二刮板的重叠量大于200mm;刮板组合中的支架采用角钢焊接成框架形式,支架的上下分别与下弦杆及橡胶刮板用螺栓连接;直接作用于池底刮泥用的刮板采用丁腈橡胶,橡胶刮板具有垂直调整20~30mm距离的功能,以作安装调整用。
E. 浓缩浆板:浓缩浆板的高度满足有效水深的要求,采用角钢或圆管制造,采用角钢的规格不低于L50x50x5mm,采用圆管时,管直径不小于DN40mm,壁厚不小于2mm;浆板间隔300~400mm左右分别与刮臂的上下弦用管箍连接,浓缩浆板下部与刮臂下弦平。
F. 泥斗刮板与冲洗装置:在传动轴的下端设置泥斗刮板,用于疏松沉积于斗内的污泥;
设备主体寿命20年以上。
(2)材质要求
|
编号 |
名 称 |
材质 |
|
1 |
驱动装置 |
组合件 |
|
2 |
驱动装置减速机 |
组合件 |
|
3 |
回转支承 |
组合件 |
|
4 |
过载保护装置 |
组合件 |
|
5 |
驱动轴 |
SS304 |
|
6 |
底部刮泥机 |
SS304 |
|
7 |
污泥斗刮板 |
SS304 |
|
8 |
刮泥机叶片 |
SS304 |
|
9 |
浓缩区叶片 |
SS304 |
|
10 |
螺旋扣及销轴 |
SS304 |
|
11 |
标准件 |
SS304 |
(3)电气控制
1)每台中心传动刮泥机配1台电控箱,箱内应有完善的保护及控制元件,具有短路、缺相、电机过载保护。操作方式为就地手动控制和PLC远程控制二种方式,同时能向中心控制室PLC上传各种信号(频率给定4~20mA),并在远程方式下接受PLC输出信号(频率给定4~20mA)的控制。控制箱安装运行选择开关(就地、停、远程三个位置)、启动及停止按钮、急停按钮、信号指示灯(运行、停止、各种故障指示)。
2)控制箱给出如下信号:
A.运转、停止信号各1各
B.综合故障信号1个
C.选择开关远控位置信号1个
D.接受远程启动、停止信号1个
E.电控柜制作要求参见5.4.4章节。
(4)设备的设计、制造和材料符合下列标准规定的最新版本要求,但并不仅限于此:
《重力式污泥浓缩池 悬挂式中心传动刮泥机》 CJ/T3014-1993
《水处理设备技术条件》 JB/T2932-99
《碳素结构钢》 GB/T700-2006
《优质碳素结构钢》 GB699-1999
《结构用无缝钢管》 GB/T8162-2008
《一般工程用铸造碳钢件》 GB/T11352-2009
《工业用橡胶板》 GB5574-2008
《涂装前钢材表面锈蚀等级和除锈等级》 GB8923.1-4
《低压开关设备和控制设备 控制电路电器和开关元件 第一部分:
机电式控制电路电器》 GB14048.5-2008
4、检验和调试
1】搅拌机
(1) 检验:用万用电表检查电动机绝缘,电机尾轴应无卡阻现象,各接线端连接牢固,无碰线现象,接线符合设备说明书及规范要求。
(2) 调试:完成以上检验后,送控制箱电源,检查电气指示是否正确,在最短的时间内启动电机,使搅拌机转几圈;检查桨叶旋转无异常响声,无卡滞现象,桨叶转动灵活空负荷试车无问题后,按使用说明书要求注入足够的水,带负荷运转4h。
2】浓缩刮泥机
(1) 检验:对照设备说明书及相关图纸、规范要求检查设备安装垂直度(全长不超过10mm)、平面水平度(全长不超过10mm)及坐标位置(纵横轴线偏差不超过10mm),接线方式符合说明书及相关图纸、规范要求;二次灌浆达到完全强度。
(2) 调试
1)用万用表检查电机电动机绝缘性能,电机尾轴应无卡阻现象。
2)着重检查其减速箱内润滑油数量、油质、油品及各润滑点脂的加注情况,无漏油及堵塞现象。
3)接通控制箱电源,检查电气指示是否正确。
4)上述检查无问题后可通电让刮泥机在干池内运行4h,观察各运动部位的油温、轴承温度、声音、震动、震动,行走是否平稳,各限位机构是否正确可靠。
5)无荷载运行无问题后可向池子注满清水,通电运行24h,观察上述内容,停机检查所有螺栓、螺母及润滑情况。

|




