�ͳ��������ֳƲͳ��������ָ��ͥ��ѧУ�����ع���ʳ���Լ�������ҵ��ʳ����Ϻ�ʳ�����,���ڹ�������������������ƣ��ͳ������г����в����������������ʽ϶࣬�ɷָ��ӣ�Ŀǰ���ڲͳ���������������Ҫ�Ĵ��������У��������͡������ѷʡ����ϻ�������������������
1����������
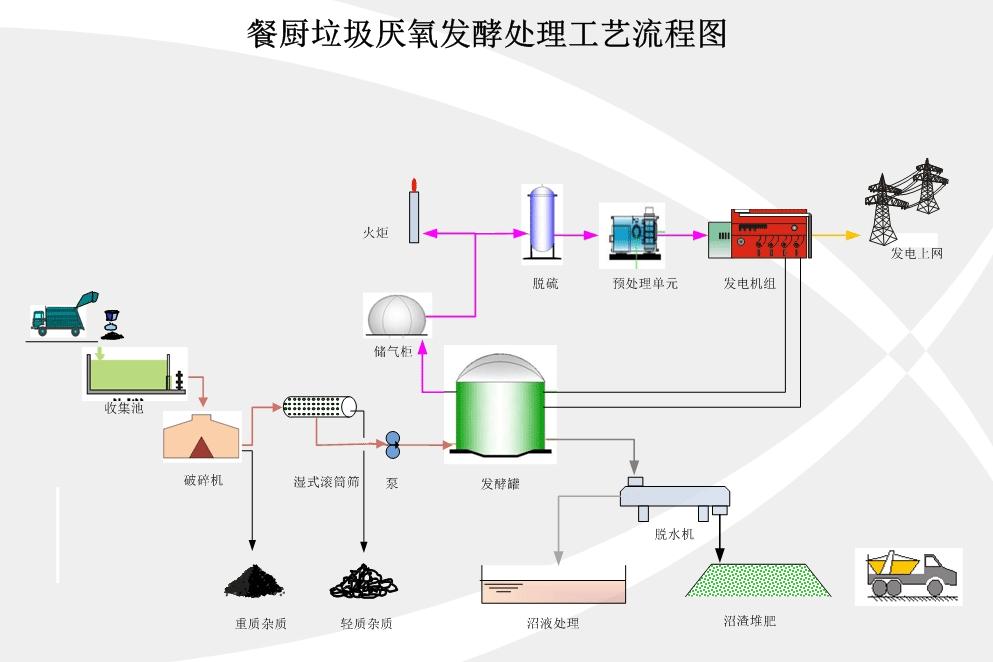
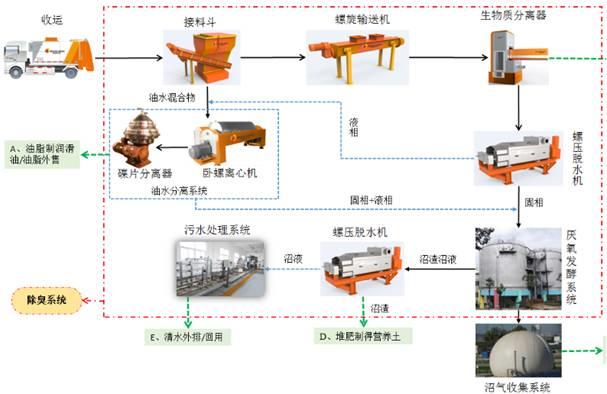
1.1��ԭ�������ò�ͬ���������������³´�л���ã����ͳ��������л���ת��Ϊ������
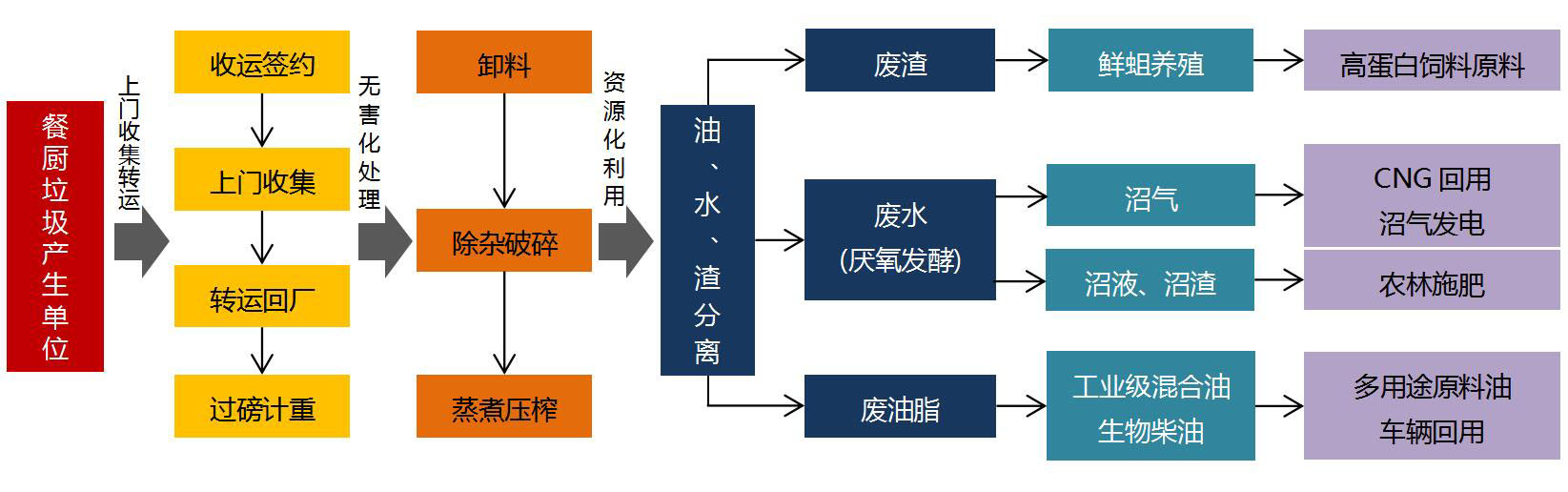
1.2���������̣��ͳ������ڽ��ղ־����˷ֳ�Һ����ࡣҺ�ಿ�ֽ�����ˮ���룬��������Ϳ��Ƴ�������ͻ���������ԭ�ϣ��������ˮ����������Ϊ����ˮ�����ಿ�־��ַ�ѡ��ȥ����ϴ�����ʣ�ʣ�µ����������ˮһ���������������Ƚ���������������ϵͳ����������������������������ѹ����Ȼ������¯ȼ�ϻ��ȵ����������������������Һ����Һ���룬����Ϊ�����������л��ʣ�Һ��Ϊ��Һ����������Һ̬�ʻ������ˮ����ϵͳ��
1.3�����ࣺ�������������ͽ϶࣬�Ӳ�ͬ�ĽǶȿ��Խ����������շ�Ϊ���¼��ࣺ���ݷ����¶ȵIJ�ͬ�ɷ�Ϊ���¡����º��·��ͣ�����Ͷ����ת��ʽ�ɷ�Ϊ����������ʽ���ͣ����շ��������й̺����Ķ��ٷ�Ϊʪʽ��ʽ�������ͣ����շ�Ӧ�Ƿ���ͬһ��Ӧ�����з�Ϊ�������������������
a.���¡����º��·��ͣ�
*���·���һ�������ϲ�����������ֱ������Ȼ�¶��½������������������¶Ȼ����ż���������ҹ�仯�������� ���·����ռ���۵�����������ȱ���Ǵ���Ч���Ͳ����������ȶ���
*���·�����ָ�����¶�һ����30�桫40�淶Χ֮�䣬���·��ͼ������٣���������ɢ�Ƚ��٣���Ӧ�����ܽ�Ϊ�ȶ����ɿ��Ըߣ���������нϺõ�ǰ����������߷�Ӧ�ٶȺ����巢�������ܶ����������躦���ý�С�������ƺ�ָ��죬���и�������ĭ����ɰ�ٻ������⣬�Ը�������ĭ����ɰ�Ĵ����ǹ����ѵ㣬������ŵ�ʹ��õ��㷺��Ӧ�ò��кܶ�ijɹ�������
*���·����¶��� 50�桫60��֮�䣬��Ҫ�������ṩ�϶�����������������������մ�л���ʡ��л���ȥ���ʺ��²�ϸ����ɱ���ʾ�������������������Ҫ�ߣ����Ǹ��·����ܶ����������躦���ô������ƺ���ѻָ��������ɿ��Եͣ��������������ʱ���������������ߣ���ߵ��������������������������Ч�ɷּ���ĺ�����û����ߣ����Ƶĸ���������Ӧ�ã����·����弰��·��Ҫ������ʴ���ܺõIJ��ϣ����и��ӣ����������ߡ�
b.�������ͺ�����ʽ���ͣ���ν�������;��Ǵ�Ͷ�����������Ժ���һ��ʱ�䷢���ȶ��Ժ�ÿ�������������������������Ϻ��ų�������Һ �ù��տɱ�֤�������������У����ڿ��ƣ������ȶ��ɿ��������ڴ���������Դ�ȶ��Ĵ����Ͳͳ���������������ʽ���;���һ����Ͷ�����Ϸ��ͣ��������в����������ϣ������ͽ����Ժ��ų�������������Ͷ�������Ϸ��ͣ�����ʽ�������ڿ��ƣ����������Dz��������⣬���ֹ��վ���ʵ�ʹ�������Ӧ�ã�����Ӧ�ú��ֹ��ո���ʵ�����������
c.ʪʽ���ͺ�ʽ���ͣ�ʪʽ���ͺ�ʽ����ȡ���������еĺ����ʣ�ʪʽ���ͺ����ʵͣ�Ԥ������ʩ�ͷ����豸��Ҫ�Ŀռ���豸���øߣ���������������Ч�ʸߡ���ʽ���ͺ����ʸߣ����нϸߵ��ͳ����������������������С�� �����������Ͻ���ǿ�ȴ����ϲ����ȣ�����Ч�ʵͣ��豸��ĥ�����������ϣ���չ�ܵ����ơ��ڹ��⣬���ֹ��ն��õ��ܺõķ�չ����Ϊ����ͳ�����������Խ��٣���ʽ�����յĴ�����Խ��Խ�ࡣ�ڹ��ڣ��ͳ������ɷָ��ӣ����ʽ϶࣬ʪʽ�����ǹ��ڵ��������ա�
d.����ͺ�����ͣ���������������Ϊ��ͳ�������������գ�������Ͳ��������ͬһ��Ӧ���н��С����������������գ�ʵ����������ķ��룬ʹ�������������������·��ͣ��Ӷ���߷�Ӧ�����ʺ����е��ȶ��ԡ��������������豸����ϵͳ������ά����Ͷ�ʼ����з��ýϵͣ����ѽ��ɵ�ʵ�ʹ����д��Ϊ����ͣ���������������ϵͳ�ȶ��Կ���������Ͳ���Ч�ʶ����ڵ���ͣ������ڴ����ͳ������������Ʋ������ԣ�����ʵ�ʹ���ʵ�����١�
1.4�����������ŵ㣺�����������������ͳ������ܹ�����ȵ�ʵ�ֶ��������ʼ������Ļ��պ����ã��ڴ��������б�������ɶ�����Ⱦ���к��ж������Һ����ŷţ���������������������������Դ�����������⣬�������ʹ�����IJ����������������ϻ��������ϣ�����ȡ�ýϺõľ���Ч�档�����Ĵ�����ʡ���������IJ��������Դ���������٣�Խ��Խ�����ǵĹ�ע���ƹ㡣������������ռ������������ͳ�ƹ��� 90%���ϵIJͳ�������Ŀ�Ѿ������ڻ�Ҫ������������������
1.5����������ȱ�㣺��Ч������Ҫ�ϸߵļ������ḻ�����о���Ϳɿ��������豸��
1.6�������������а������ӱ���ɽ�ͳ������������̣�240��/�죩��ɽ��̫ԭ�ͳ������������̣�200��/�죩�������人��������ͳ������������̣�200��/�죩 ��������ʡ�������вͳ������������̣�300��/�죩

2�������ѷ�
2.1��ԭ���������ѷʻ��������������£��������������Ҫ�Ǻ���ϸ���� �����������еġ������ѷ���Ϊ��������������Դ��������������Ч;��֮һ�� �γɶѷʲ�Ʒ������ֳ�ʺ͵��ص�Ӫ��Ԫ�أ�����������������Ҳ�����ʷ��ϡ�
2.2���������̣��ͳ����������պ����Ƚ������顢��ѡ������ȥ�����ʺ϶ѷʴ������������ѹ����ˮ���������������ĺ�ˮ�ʣ�Ȼ���ڲ����������Ӷѷ�����ĸ������Ӽ������к����ѷʴ������ѷʺ�Ĵֲ�Ʒ������ɸ�֡���װ��ɳ��ۣ������̺�ѹ����ˮ���̲�������ˮ����ˮ����ϵͳ���д��������ŷš�
2.3�������ѷ��ŵ㣺���ռ��ʺ������л��ʺ����ϸߵ�������������Ʒ������Ϊ�������ϻ���������ķ��ϡ�
2.4�������ѷ�ȱ�㣺�����ҹ��ͳ������ĸ����ԣ����к��л�����֬�ηּ��ؽ����ȵ���Ⱦ���ܺý�������������ף��������̲���գ�������ɶ�����Ⱦ�� �л����������ܲͳ������ɷ���Լ�ܴ����������·������ �ѷʴ������ڽϳ���ռ�����������������Խϲ�ͳ������ĺ�ˮ�ʸߴ� 90%���������к�״�������¿����������ڲ�����ʹ���ﴦ������״̬��ʹ�����ٶȼ���������������ȳ�����ͬʱʹ�ѷ��¶��½�������Ӱ��ѷ���������˱������Ӵ�����ˮ�����ӿ�϶�����ʣ���ոѡ����ǡ��ȡ�
2.5�������ѷ����а����������Ϲ��ͳ�����������

3�����ϻ�������������Ҫ���������ֶν��ͳ������������¼��ȣ���ɴ�����ɱ���������ȥ�ηֵȣ����������ɵ����������Ӽ�������ˮ�������ȿ��������ʡ�
3.1���ŵ㣺��е���̶ȸߣ���Դ���̶ȸߣ� ռ�ؽ�С��
3.2��ȱ�㣺���ڴӸ����ϱ��⵰��ͬԴ�����⣬���Ƕ����������ϴ���һ���Ĺ��ǡ��������û���µ���Ŀͨ����������չǰ�����ǡ�
3.3�����а����s�����вͳ���������Դ�����ú�����������Ŀ��200 ��/�죩�������вͳ�����������

4���ͳ���������������
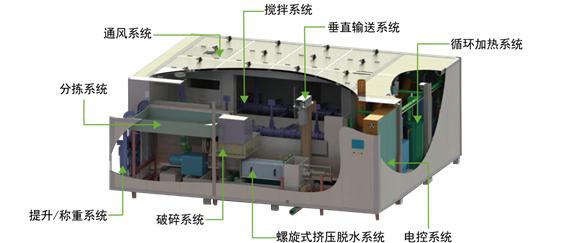
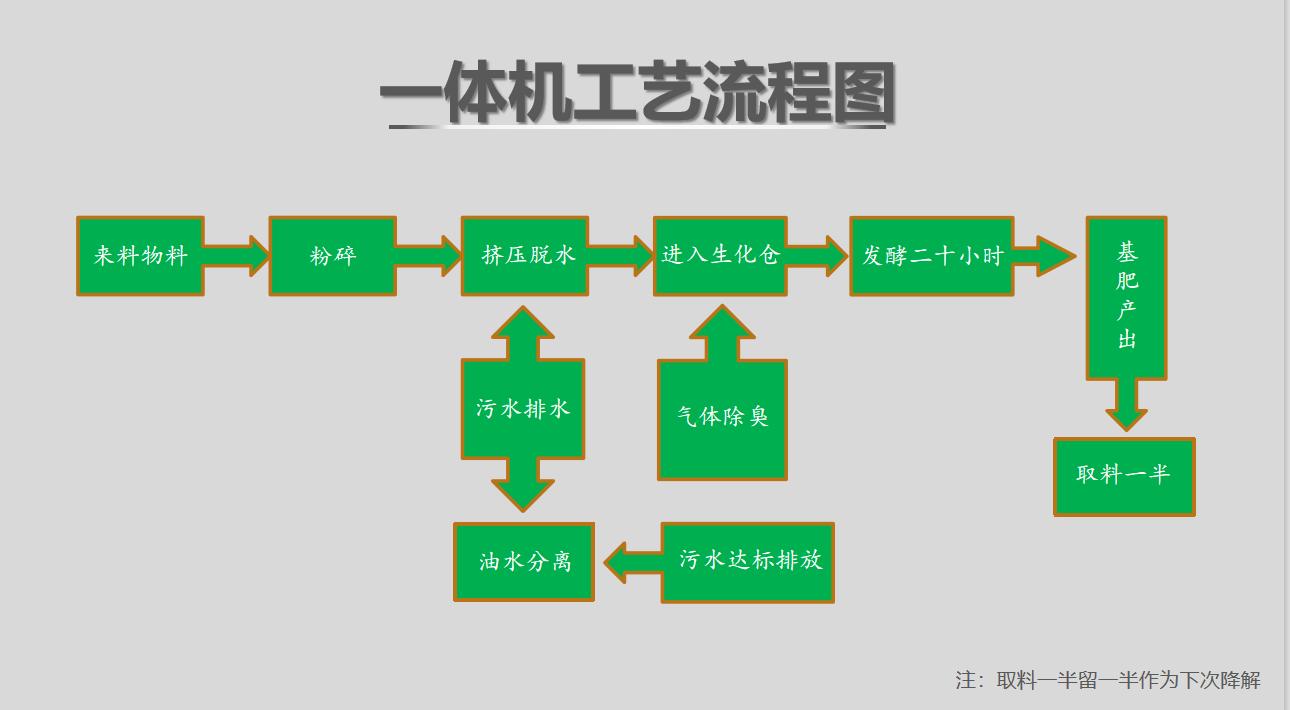
4.1��ԭ�����ͳ��������������������������ֵĶ�̬�������������ü�Ъ��������ʽ���裬�������ϼ�Ъ���ϣ��ü�����ȥ��Ҫ���ڴ��������Ũ�ȷ�ˮ���ͳ������������������������������Ⱥ������������������ɡ� ��������������������ѡȡ��Ȼ��������������ֳ����ǿ�ĸ��¸���������֣������������豸�У���������Ʒ����ʳƷ�ͳ��������л���������и��¸��ٷ���������ȴ�������ʹ�����л���õ���ȫ�Ľ����ת�����ü�����������˸����л��Pʱ�����������������������Ⱦ�ͻ�����Ⱦ��ͬʱͨ����Դѭ��ϵͳ���̣���������������ߵ��Ĺ���������Դ�������������Ⱥ����Щ��Ⱥ���ղ�ͬ���䷽������Ĺ��գ�������ӹ��Ƴɸ�Ʒ�ʵ�������Ͼ��������ﵰ�����ϣ�Ӧ�����л���ɫ��̬ũҵ������ˮ����ֳҵ��ʵ����Դѭ�������� ͨ�����\����Ӧ��ʹ������ҵ�ִ�����ũҵ��ҵЭͬ��չ��ʵ������ȫ�IJ�ҵ����������߶ȵİ�ȫ�Ժ;����ԣ�Ϊ���н������ˮ����Դ��ȾʳƷ��ȫ�ṩ����Ч�Ľ��������
4.2���ŵ㣺���Ծ͵ش���������ռ�����С��������С�͡��ʹ������̣� ��Ʒ����ֵ�ϸߡ�
4.3��ȱ�㣺һ����Ͷ�ʸߣ���̨�豸���������ͣ�����Ҫ�����豸���ܴ� ���Ҹü���������Ч����ڲͳ������д������������л������Ƥ���ȣ����ũҵ��������Ӧ�ò�ҵ���ϳ����г�ռ�Ƚ��١�
4.4�����������������߰��Ͳͳ���������Դ��������/�㽭ʡ�������ٰ��Ŀ���ˮ����������վ


|




