浅析利用活性污泥水解发酵补充碳源优化脱氮除磷技术
强化污水厂的脱氮除磷,执行更为严格的排放标准,甚至在局部敏感区域采用深度脱氮除磷技术,是未来我国改善水体环境的必然选择;对于特定污水厂,制约其生物脱氮除磷效果的直接因素是进水中的有机物浓度及其可利用性,为了获得可靠的生物脱氮效果,进水COD/TKN至少要达到7~8以上,而我国很多污水厂COD/TKN却在3~5之间;对于EBPR,进水COD/TP≥40,可快速降解有机物(rbCOD)与TP比值至少要在18~20以上,或VFA/TP≥4~7,厌氧区挥发性脂肪酸VFA浓度至少要达到25 mg/L,才有可能获得比较满意的除磷效果。理论及实践表明只要厌氧区的VFA浓度足够,EBPR工艺可以使出水TP达到0.1 mg/L,而我国很多污水厂实际进水VFA却不足10 mg/L,尤其是南方城市,如果仅仅依赖进水中极为有限的VFA含量和厌氧池内1~2 h的短时间发酵,往往无法满足脱氮除磷对rbCOD和VFA的要求,因此补充rbCOD、VFA往往是实现EBPR、改善出水水质的必然选择;基于初沉污泥或活性污泥的污泥水解技术逐渐成为研究热点,与投加外部商业碳源相比,充分发掘污水厂潜在的“内碳源”补充进水rbCOD,无疑是绿色、可持续的发展方向。
近年来由于活性污泥水解技术逐步得到开发和应用,但生产规模的工艺案例相对较少,北欧一些国家如丹麦、瑞典近些年成功发展了侧流活性污泥水解工艺,并得到成功应用,而我国在这方面的实践相对滞后,活性污泥水解多限于实验室研究阶段,最近同济大学进行了活性污泥在碱性条件下(pH值=10)水解补充VFA强化脱氮除磷的中试研究,但国内工程规模的污泥水解案例目前尚未见报道。
1 、活性污泥水解工艺及潜力分析
1】活性污泥发酵工艺类型:目前活性污泥水解工艺已形成了不同的工艺构型,从工艺类型上主要分为主流水解(MSH)和侧流水解(SSH)两种形式,从水解对象选择上分为混合液水解、回流污泥水解及剩余污泥水解三种;主流水解是指从二沉池回流到生物池的活性污泥全部经过一个厌氧水解发酵过程,而侧流水解工艺的水解池则独立于主生物池之外,在污泥回流环节设置一个单独的反应池,回流污泥中的一小部分进入SSH池,停留1~4 d后富含rbCOD的污泥再回流至主生物池,实现强化脱氮除磷的目的。SSH工艺在丹麦及瑞典得到快速发展和应用,在SSH技术基础上,丹麦EnviDan公司进一步发展并提出了ARP/SSH工艺,在强化脱氮除磷的同时,还能提高进水有机负荷或水力负荷,目前丹麦、瑞典已经有数十座ARP/SSH工艺污水厂在运行。
2】 活性污泥水解过程及影响因素:活性污泥作为污水厂数量最为庞大的潜在碳源,评估污泥水解工艺的碳源贡献率,对其可利用性及水解潜力分析至关重要。虽然初沉污泥水解VFA产率要高于活性污泥,但是对于特定的污水厂,初沉污泥数量要远远低于活性污泥,结合进水中可降解COD(以bCOD表示)的生化转化过程,估算混合液水解与活性污泥水解的VFA贡献能力及除磷潜力分析;在活性污泥水解过程中,进水中1 kg的bCOD最终能被PAO利用并去除的磷量为0.009~0.014 kg。需要说明的是,Houweling等人给出的估算是基于BioWin活性污泥模型软件的活性污泥表观产率系数Yobs=0.2 kgCOD/kgbCOD,综合参考国内外的文献数据,笔者认为此值偏低,建议根据工艺实际情况Yobs取0.3~0.5 kgCOD/kgbCOD,依此可以根据特定污水厂的进水bCOD浓度及数量来推算活性污泥水解技术的潜在除磷量。实际上上述估算是基于纯活性生物量的水解估算,然而活性污泥除生物量本身外,还吸附了大量的污染物,这些污染物会在整个SRT内被微生物水解、储存和利用,因此系统SRT是影响污泥水解产率的关键因子;混合液水解(UMIF)工艺比单纯菌体水解过程更复杂,主要包含以下两个过程:首先要考虑进水中被活性污泥吸附的有机物将在UMIF区优先水解,而这部分水解量贡献率主要取决于进水中有机物实际被污泥吸附的数量,同时UMIF区厌氧污泥量占系统总污泥量的比例也是影响UMIF水解产率的关键因子;其次,活性污泥本身的水解过程,也就是说对于混合液水解,既包含进水bCOD的直接水解发酵,又包含后续活性污泥的水解发酵过程。经估算,利用进水rbCOD发酵生成VFA的产率为0.55~0.9 kgCOD(VFA实际产率受发酵过程产氢量的影响而不同),进一步计算得出进水bCOD对TP的去除贡献量为0.055~0.09 kgP/kgbCOD。由上述两种发酵途径可看出,直接利用进水bCOD进行混合液发酵会获得更高的VFA产率,对除磷贡献率更高。
2 、污泥水解示范项目
1】中国马鞍山王家山污水厂王家山污水处理厂处理规模为6.0×104 m3/d,采用带前置厌氧池的Orbal氧化沟工艺,出水执行《城镇污水处理厂污染物排放标准》(GB 18918―2002)的一级B标准,2007年建成运行。该厂进水COD/TN值为3~5,雨季进水碳源则更低,进水中可供反硝化及释磷的底物rbCOD及VFA持续性缺乏,严重影响反硝化菌及聚磷菌的数量及活性。实测污泥反硝化速率平均仅为0.68 mgNO-3-N/(gVSS・h),这明显低于文献报道DNR一般为1.2~3.0 mgNO-3-N/(gVSS・h)的数值水平;释磷速率平均也仅为0.48 mgPO3-4-P/(gVSS・h),较低的反硝化速率及释磷速率制约了系统的脱氮及除磷效果。考虑到污水厂rbCOD严重不足的情况,改造方案采用了SSH技术,为降低土建投资利用原来一期三沟式氧化沟闲置池容,将其改造为SSH池,改造后的工艺流程见图1,SSH池鸟瞰图见图2,改造工程于2012年4月完成并投入运行。
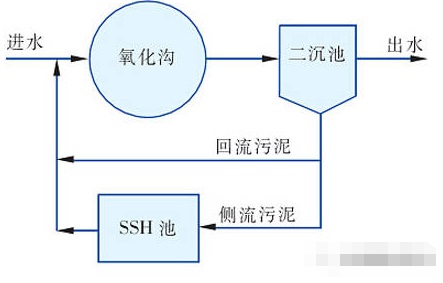
图1 采用SSH技术改造的工艺流程
图2 王家山污水厂SSH池鸟瞰图
王家山污水厂改造后运行至今,出水指标尤其是营养盐指标得到显著改善,在进水COD、TN平均为155.8、36.8 mg/L且无外加碳源的情况下,出水TN<15 mg/ l,TP<1 mg/ l,其中TN<12 mg/ l的概率为75%,TP<0.5 mg/ l的概率为55%。
2】 美国Henderson NV污水厂的混合液发酵位于美国内华达州的Henderson NV污水厂平均处理能力为8×104 m3/d,图3是该厂新建的一组生物池型及平面布置,处理能力为23 000 m3/d。该系列在启动期进水中VFA<5 mg/ l,无法满足EBPR要求,因此运行人员将厌氧区第二个分格中的搅拌器关掉,每天只进行15 min左右的短时搅拌,进行混合液在线发酵,即按照“UMIF”模式运行。调整运行模式后,AN2、AN3区域厌氧释磷浓度显著提高,AN3区释磷浓度达到9~10 mg/L,比正常运行模式(AN2搅拌器开启)的释磷浓度高出近7 mg/L,出水TP显著降低,说明关掉搅拌器后,进水中的有机物被回流污泥迅速吸附后在该区域“静止沉淀发酵”过程中发生了较充分的水解发酵,进水中的bCOD转化率高,经后续处理最终出水TP达到0.03 mg/L,远低于排放标准。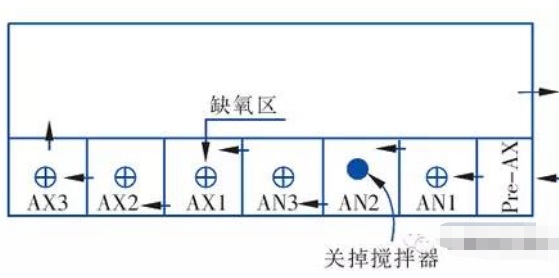
图3 Henderson NV污水厂生物池工艺布置示意
3、 结语:无论是主流活性污泥混合液水解,还是侧流污泥水解,都能有效补充污水厂进水rbCOD、VFA的不足,并提高脱氮除磷效率,无论是现有污水厂提标改造,还是新建项目,都要考虑对污水厂“内碳源”的充分挖掘和利用,污泥水解技术可以有效降低污水厂成本并提高污水处理系统的运行稳定性及可靠性,活性污泥水解过程中的氮、磷释放并不会对改善系统的脱氮除磷性能造成负面影响;国内污水厂进水碳源不足,导致污水处理厂生物系统的脱氮除磷效率低下。内部碳源的利用,相比外加碳源能节省能源,且能减少后续污泥处理带来的一系列问题。因此其具备更好的研究意义和实际利用价值。本文研究了活性污泥水解发酵补充污水处理厂生物处理系统中的碳源,对不同水解工艺类型、不同水解对象的水解提供碳源能力的潜力等进行了分析阐述;通过两种活性污泥水解示范项目详实阐明了活性污泥水解提供碳源对污水处理厂脱氮除磷的意义,能为污水处理厂的规划和改进带来良好的指导意义,且带来很好的经济效益。
|




