
郑州侯寨垃圾综合处理厂建于2004年,位于郑州市二七区侯寨乡,设计填埋处理能力2300t/d,实际填埋量6000t/d,夏季高峰期8000t/d,远超设计处理能力。渗沥液实际处理能力750m3/d,不能满足渗沥液处理要求,导致填埋区积存大量的渗沥液;为彻底消除环境污染隐患,降低环境风险,需将现有的存量渗沥液尽快处理,达标排放;郑州侯寨垃圾综合处理厂渗沥液应急处理工程采用以V-MVR蒸发技术为核心的垃圾渗沥液处理工艺,即“一级V-MVR蒸发+VP洗气+二级V-MVR蒸发+低温负压蒸发”工艺。运行结果表明,系统运行稳定,出水水质能够稳定达到《生活垃圾填埋场污染控制标准》(GB16889-2008)中的表二标准,产生的污泥满足《生活垃圾填埋场污染控制标准》(GB16889-2008)中的填埋要求,无浓缩液产生,可实现渗沥液的全量化处理。
1、工程规模:填埋区现有积存渗沥液40万m3,新产生积存渗沥液20万m3,要求400天处理完60万m3积存渗沥液,实现渗沥液全量化处理,彻底消除填埋场垃圾渗沥液积存带来的隐患。经测算,渗沥液应急处理规模为1800m3/d。
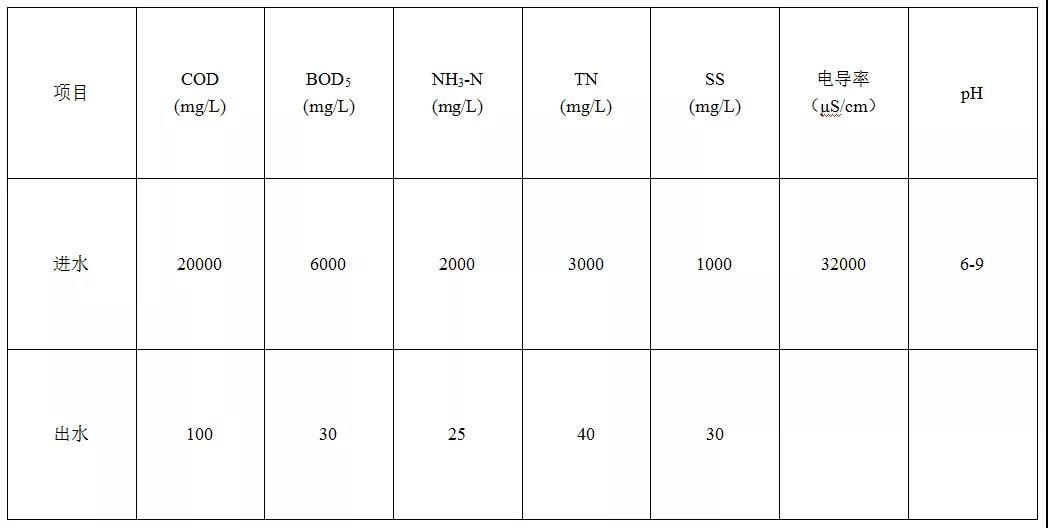
2、设计进出水水质:根据水质检测,确定本项目的渗沥液设计进水水质。根据环保排放要求,出水水质达到《生活垃圾填埋场污染控制标准》(GB16889-2008)中的表二标准。设计进出水主要指标参见表1。
表1 设计进出水水质
3、工艺设计:从进水水质指标可以看出,该积存渗沥液具有有机物浓度高、氨氮浓度高、C/N比例失调、含盐量高等特点。通过比较,且从经济性以及项目紧迫性、适应性上考虑,采用以V-MVR蒸发技术为核心的垃圾渗沥液处理工艺,即“一级V-MVR蒸发+VP洗气+二级V-MVR蒸发+低温负压蒸发”工艺。
3.1、工艺流程:垃圾渗沥液直接输送至一级V-MVR分离室,进入分离室的渗沥液与蒸发器中原有的循环液混合,在循环泵的作用下快速通过加热室,与经过蒸汽压缩机压缩后高温蒸汽充分换热,然后进入分离室蒸发并实现气液分离。分离室蒸发出的蒸汽通过压缩机抽离由经VP洗气系统,经过VP系统净化处理后的洁净的二次蒸汽经压缩机压缩做功后变为高温的蒸汽并输送至加热室壳程中,作为热源与加热室管程内通过的渗沥液实现热交换,壳程内高温蒸汽经过热交换后冷凝变成达标蒸馏水,蒸馏水被收集后被输送至预热器与来液进行热交换后离开蒸发系统;一级V-MVR分离室中的浓缩液通过浓缩液泵输送至二级V-MVR蒸发系统,运行过程中从二级V-MVR蒸发系统连续排出具有一定固液比的晶浆进入离心机实现固液分离,分离后的高温母液返回蒸发器继续蒸发浓缩。二级V-MVR蒸发系统运行过程中需要排出一定量的超浓母液,实现处理系统连续稳定运行。此部分超浓母液进入低温负压蒸发系统进行进一步蒸发处理,二级V-MVR蒸发理系统和低温负压蒸发系统产生的盐泥符合《生活垃圾填埋场污染控制标准》(GB16889-2008)的填埋要求,含固率高达80%,统一进行填埋处理。工艺流程图见图1。
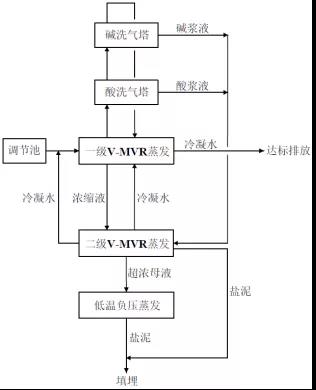
图1 工艺流程图
3.2、工艺特点
(1)不受地域、气候、天气条件、环境温度等自然条件影响;
(2)抗污染物冲击能力强,可适应各类垃圾渗沥液,允许COD浓度≤30000mg/L,氨氮浓度≤3000mg/L的废水进入处理系统;
(3)自动化程度高,整套系统可以分工艺模块实现一键启停操作,设备启动后可以通过各类检测传感器实现自动运行,无需人为干预;
(4)运行方式灵活,可以根据项目需要控制处理系统启停,停机期间仅需定期盘动各类机电类设备轴承即可,无需特殊养护作业,可实现随开随停;后期维护费用低;
(5)远程值机,实现运行数据的实时收集、回传及分析,减少项目现场操作强度、提高作业效率;
(6)运行过程中除投加少量的消泡剂、氢氧化钠及硫酸外基本不需要投加其余成分,盐泥产量少,盐泥综合含水率可控制在15-25%之间;
(7)直接采用V-MVR蒸发系统实现渗沥液全量化处置,工艺流程简单,处理单元少,兼容性好,操控简单可靠,方便日后运行管理;
(8)抗结垢能力强,采用V-MVR蒸发系统,实现换热面和蒸发面分离,同时通过高速流动减少换热面结垢几率,可将化学清洗周期控制在3个月以上。
3.3、工艺设计参数
3.3.1、一级V-MVR蒸发系统:设计采用三套V-MVR蒸发设备,单套处理能力800m3/d,蒸发温度100℃。
3.3.2、VP洗气系统:设计采用三套VP洗气系统,单套处理能力800m3/d,单套处理系统包括1个酸洗气塔和1个碱洗气塔。在酸洗气塔中,蒸汽中的氨氮和硫酸反应,生成硫酸铵,99.6%以上的氨氮被去除。在碱洗气塔中,蒸汽中的有机物和氢氧化钠发生反应,蒸汽中96%以上的有机污染物通过碱洗单元去除。通过VP洗气,保证蒸发出水达标排放。
3.3.3、二级V-MVR蒸发系统:设计采用三套V-MVR蒸发设备,单套处理能力240m3/d,蒸发温度100℃。
3.3.4、低温负压蒸发系统:设计采用四套低温负压蒸发器,单套处理能力20m3/d,蒸发温度50-60℃。
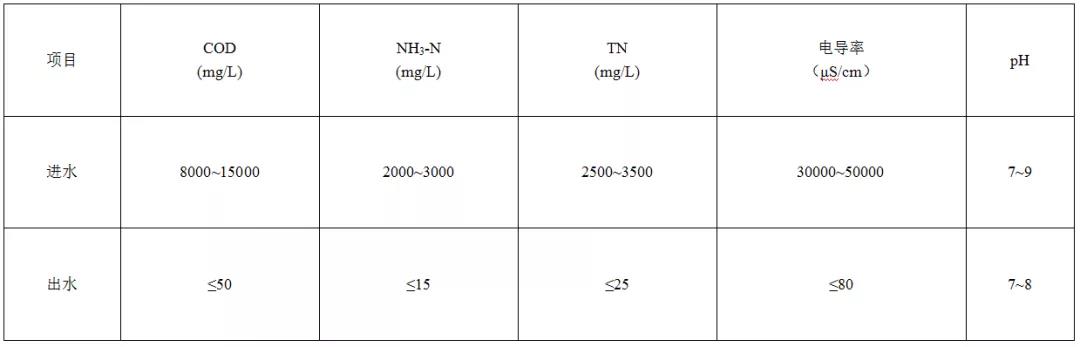
4、运行效果及运行成本分析:本工程于投产至今已经连续稳定运行一年以上,运行过程无浓缩液产生,实现了渗沥液的全量化处理。出水水质稳定达标,产生的污泥满足《生活垃圾填埋场污染控制标准》(GB16889-2008)相应的要求,处理效果的监测数据见表2。
表2实际进出水水质情况
5、结论:本应急项目处理规模较大,处理的垃圾渗沥液具有有机物浓度高、氨氮浓度高和含盐量高等特点,处理难度较大。采用以V-MVR蒸发技术为核心的垃圾渗沥液处理工艺,即“一级V-MVR蒸发+VP洗气+二级V-MVR蒸发+低温负压蒸发”工艺,具有工艺流程简单、抗污染负荷冲击能力强、运行过程不受气候、废水含盐量等因素影响,自动化程度高等优点,可以实现渗沥液的全量化处理。本项目的稳定运行对于国内大型渗沥液全量化处理具有指导意义。
 |




