
一、 概述
1、一般铝壳锂电池的顶盖满焊设备的工艺流程如下:电芯上料→扫码→电芯上焊接夹具→激光焊接→2D/3D检测→下料
2、激光满焊的难点:
1)、铝壳的厚度越小,焊接时的热应力变形越敏感;
2)、激光能量输入越大,热变形越大;
3)、 激光能量输入越小,焊缝质量会越差,针孔、虚焊的概率会增加,氦检优率会下降;
4)、壳体越薄,焊接夹具在压装时更容易产生机械形变;示意图:
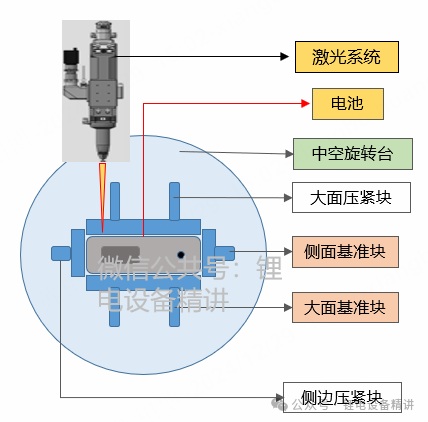
二、顶盖满焊的激光系统安装
1、顶盖满焊的激光系统安装、焊接激光系统分为3大部分
1)、激光器
2)、光纤
3)、出射头
2、辅助设备为冷水机、除尘机
1)、在设备调试前需先把这五大部分按照要求,组装起来,达到正常使用的状态。
2)、冷却水的循环,必须要经过激光系统3大部分,保持温度在22~26度左右为宜。


3、注意事项:
1)、在光纤操作中,光纤上施加的应力有可能会使光纤折断。
2)、最小允许弯曲半径是0.1m,短距离弯曲完全没有问题。但是在整条光纤全部长度上都弯曲这个半径是不可以的。此问题一般不会出现在工作状态,但在握持光纤和盘绕光纤时可能发生。
3)、盘绕光纤时允许的最小弯曲极限,此规定不是以弯曲半径来定义,而是以盘绕一圈的长度1.5m计算。

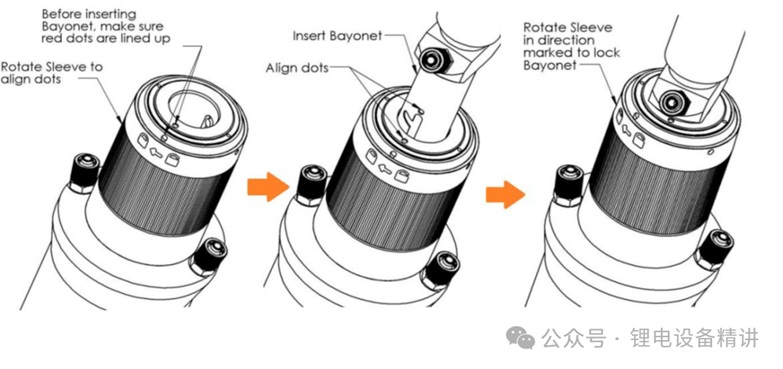
(1)单锁式:如下图
a.水平放置光学头,防止灰尘落入。2.插入光纤之前查看转筒和插入口的红点是否对齐,需逆时针旋转转筒,确保两个红点对齐。3.小心握持清洁干净的光纤插入,光纤头的红点要与插入口的红点对齐。需要同轴插入,不可斜插。4.将光纤插到底部,保持顶紧,顺时针旋转插入口的转筒锁紧。

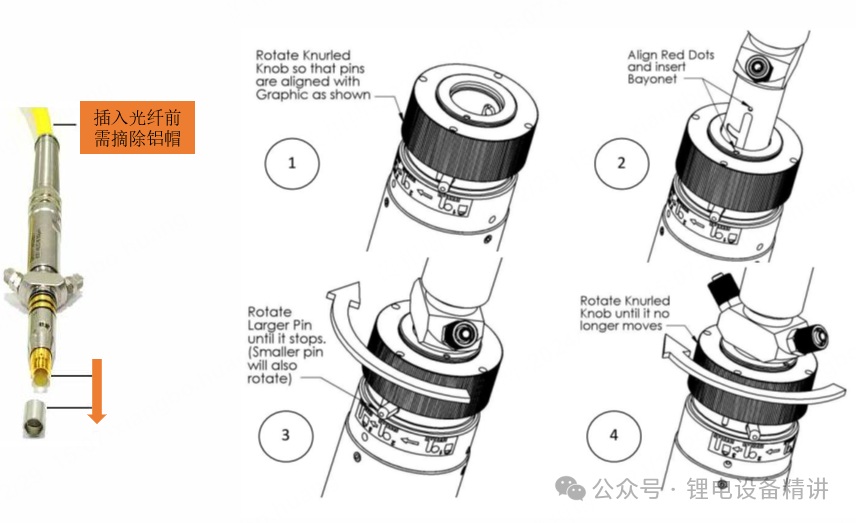
b.双锁式:
a).水平放置光学头,防止灰尘落入。
b).插入光纤之前查看转筒定位细针和粗针是否在初始位置,对照标签所示图案,需逆时针旋转转筒,确保两个定位针复位到初始位置。
c).小心握持清洁干净的光纤插入,光纤头的红点要与插入口的红点对齐。需要同轴插入,不可斜插。
d).不要转动细针所在转筒,顺时针拨动粗针到达2号位置。此时粗针推动细针转动
e).顺时针转动细针所在转筒直到锁紧。
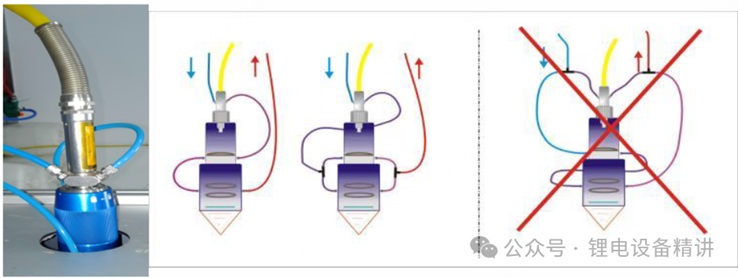
c.冷却水管的连接方式
|




