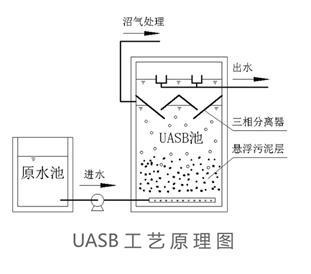
1.UASB反应器的反应原理:UASB反应器可分为两个区域,反应区和气、液、固三相分离区。在反应区下部,是由沉淀性能良好的污泥(颗粒污泥或絮状污泥),形成厌氧污泥床。当废水由反应器底部进入反应器后,由于水的向上流动和产生的大量气体上升形成了良好的自然搅拌作用,并使一部分污泥在反应区的污泥床上方形成相对稀薄的污泥悬浮层。悬浮液进入分离区后,气体首先进入集气室被分离,含有悬浮液的废水进入分离区的沉降室,由于气体已被分离,在沉降室扰动很小,污泥在此沉降,由斜面返回反应区。
2.UASB反应器运行的三个重要前提
反应器内形成沉淀性能良好的颗粒污泥或絮状污泥。
由于产气和进水的均匀分布所形成的良好的自然搅拌作用。
合理的三相分离器使沉淀性能良好污泥能保留在反应区内。
3.UASB反应器运行的四个阶段
3.1、第一阶段:UASB启动运行初始阶段:
Ø选用接种污泥:选用污水厂污泥消化池的消化污泥接种(具有一定的产甲烷活性)。
Ø接种污泥的方法:接种污泥量、接种污泥的浓度
Ø方法:将含固80%的接种污泥加水搅拌后,均匀倒入到UASB反应池。
Ø接种污泥量:接种污泥量为UASB反应器的有效容积的30%到50%,最少15%,一般为30%。接种污泥的填充量不超过UASB反应器的有效容积的60%,本系统接种污泥量为80m3。
Ø接种污泥的浓度:初启动时,稀型污泥的接种量为20到30kgVSS/m3,浓度小于40kgVSS/m3的稠型硝化污泥接种量可以略小些;亦有建议以6-8kgVSS/m3为宜,因为消化污泥一般为絮状体,不宜接种太多,太对了对颗粒污泥不但没有好出,反而不利,种泥即污泥种的意思,种泥太多事没有必要的,颗粒污泥并非是种泥本身形成的,而是以种泥为种子,在提供充足的营养基质下由新繁殖的微生物形成,种泥多了,反而会与初生得颗粒污泥争夺养分,不利于颗粒污泥的形成。
Ø接种污泥时的水质:配制低浓度的废水有利于颗粒污泥的形成,但浓度也应当足够维持良好的细菌生长条件,因此,初始配水最低CODcr浓度为2000mg/L,然后逐步提高有机负荷直到可降解的CODcr去除率达到80%为止;当进水CODcr浓度高时,可采用稀释水进水,调节到适宜的CODcr浓度值。
3.2、第二阶段(初始运行阶段)(估计30天):初始阶段是指反应器负荷低于2kgCODcr/m3・d的运行阶段,此阶段反应器的负荷由0.1kgCODcr/m3・d开始,逐步分多次提升到2kgCOD/m3・d,开始采用间歇进水,污泥负荷宜控制在0.05-0.2kgCODcr/(KgVss・d),当接种污泥逐渐适应废水后,污泥逐渐具有除去有机物的能力,当CODcr去除率达到80%,或出水有机酸浓度低于200-300mg/L,可以提升进水负荷大约为0.5kgCODcr/m3・d,此时进水有间歇进水改为连续进水。
Ø提升CODcr浓度标准为:当可生物降解的CODcr去除率达到80%后方可提高,直到达2kgCOD/m3・d为初始阶段。
Ø在这段运行中有少量的细小的分散污泥带出,其主要原因是水的上流速度和逐渐产生的少量沼气
Ø初始运行阶段,每日测定进,出水流量、pH、CODcr、ALK、VFA、SS等项目,经测定结果判断,若出水VFA<3mmol/l,VFA/ALK=0.3以下,表示UASB系统运行正常。
3.3、第三阶段:颗粒污泥出现期(预计25天):结束初期启动后,污泥已适应废水性质并具有一定除去有机物的能力,这时应及时提升污泥负荷为0.25kgCODcr/kgVSS・d或进水容积负荷2.0 kgCODcr/m3・d,使微生物获得足够的营养;反应器的有机负荷由2kgCOD/m3・ d到3.0kgCOD/m3・d的运行阶段,此阶段的反应负荷由2kgCOD/m3・d开始,每次0.1kgCOD/m3・d有机负荷提升,也可以每次负荷增加20%,每次操作所需时间长短不同,有时可长达两周,有时仅几天,经过多次重复操作可达到设计指标,但提升有机负荷的标准与监测项目判断运行正常的方法同初始运行阶段;在这段运行中,由于提升水量大,COD浓度高,产气量和上流速度的增加引起污泥膨胀,污泥量带出量多,大多为细小非分散的污泥或部分絮状污泥,这种污泥的带出,有利于颗粒化污泥的形成。
3.4.第四阶段:颗粒污泥培养期(30天):本阶段的任务是要实现反应器内德污泥全部颗粒化或使反应器达到设计负荷,为了加速污泥的增值,应尽快把污泥负荷提高至0.4-0.5kgCODcr/kgVSS・d,使微生物获得充足养料,促进其快速增长。这一阶段是指反应器的有机负荷达到设计指标3.0kgCOD/m3・d,以后的稳定运行阶段。在这段的运行中,PH值、温度、有机负荷、VFA、ALK等各项操作参数严格控制,逐步形成颗粒污泥。
注:1】、自初始阶段开始,每日监测项目一次,进、出水PH值、COD、SS、VFA、ALK、流量。
2】、根据监测结果进行分析、判断、及时调整进水量、浓度、保持稳定运行。
4、UASB反应器调试运行控制工艺参数
4.1.反应温度(常温):35±2℃,指反应器内反应液的温度,高出细菌的生长温度的上限,将导致细菌死亡。当温度下降并低于温度范围的下限时,从整体上讲,细菌不会死亡,而只是逐渐停止或减弱代谢活动,菌种处于休眠状态。
4.2.pH值:pH值范围为6.8~7.8,最佳PH值范围为6.8~7.2。pH值范围是指UASB反应器内反应区的pH,而不是进液的pH。因为废水进入反应器内,生物化学过程和稀释作用可以迅速改变进液的pH值。对pH值改变最大的影响因素是酸的形成,特别是乙酸的形成。因此含有大量溶解性碳水化合物(如糖、淀粉)等废水进入反应器后pH将迅速降低。而乙酸化的废水进入反应器后pH将上升。对于含大量蛋白质或氨基酸的废水,由于氨的形成,pH会略有上升。对不同的废水可选择不同的进液pH值。
4.3.出水VFA的浓度与组成:因为VFA的去除程度可以直接反映出反应器运行的状况,在正常情况下,底物由酸化菌转化为VFA,VFA可被甲烷菌转化甲烷,因此甲烷菌活跃时,出水VFA浓度较低,当出水VFA浓度低于3mmol/l(或200mg乙酸/L)时,反应器运行状态最为良好。
4.4.营养物与微量元素:主要营养物氮、磷、钾和硫等以及其他的生长必须的微量元素。例如(Fe、Ni、Co)应当满足微生物生长的需要。一般N和P的要求大约为COD:N:P=(350~500):5:1,但由于发酵产酸菌的生长速率大大高于甲烷菌,因此较为精确的估算应当是COD:N:P:S=(50/Y):5:1,其中Y为细胞产率,对于发酵产酸菌Y=0.15;对于产甲烷菌Y=0.03,此外,甲烷菌细胞组成中有较高浓度的铁、镍和钴。
4.5.毒物:毒性化合物应当低于抑制浓度或应给于污泥足够的驯化时间。如:氨氮、无机硫化物、盐类、重金属、非极性有机化合物(挥发性脂肪酸)等,在运行中都要根据监测结果进行判断,及时调整处理。
5、UASB反应器初次启动过程的注意事项
5.1.对初期启动UASB目标要明确:对UASB(第一阶段)启动初期,不要追求反应器的处理效率和出水质量。初期的目标是使反应器逐渐进入“工作”状态。是使菌种由休眠状态恢复、活化的过程。在这一过程中,当菌种从休眠状态中恢复到营养细胞的状态后,它们还要经历对废水性质的适应。在整个驯化增殖过程中,而原种污泥中可能浓度较低甲烷菌增长速度相对于产酸菌要慢得多;因此在颗粒污泥出现前的这一段相当长。这一段不可能快,也不能有较大的负荷。
5.2.当废水CODcr浓度低于2000mg/L时,一般不需要稀释,可直接进液
当废水CODcr浓度高于2000mg/L时,可采用进水稀释,增大进水量,促使处理设施水流分布均匀。
5.3.负荷增加的操作方法:启动最初负荷可从0.1~2.0kgCOD/m3・d开始,当降解的CODcr去除率达到80%后,再逐步增大负荷。负荷不应增加太快,只要略高于容积负荷0.1kgCOD/m3・d即可。水力保留时间大于24小时。连续运行。直到有气体产生。5天后检查产气是否达到略高于0.1m3/m3・d。如果5天后反应器产气量仍未达到这一数值,可以停止进水,3天后再恢复进液,直到产气量增加达到0.1m3/m3・d;检查出水VFA,VFA过高,则表示反应器负荷相当于当时的菌种活力偏高。出水VFA若高于8mmol/l,则停止进水,直到反应器内VFA低于3mmol/l后,再继续以原浓度、原负荷进水,如果出水VFA低于3mmol/l,说明反应器运行良好。
5.4.增加负荷量:增加负荷量可以通过增大进水量,或者降低进水稀释比的方法,负荷每次可提升20~30%,可以重复进行。每次操作所需时间长短不同,有时长达两周,有时仅需几天,要根据监测数据判断,直到达到设计负荷为止。
5.5.水力停留时间:水力停留时间对于厌氧工艺的影响是通过上升流速来表现的。一方面高的液体流速增加污水系统内进水区的扰动,因此增加了生物污泥与进水有机物之间的接触,有利于提高去除率。在采用传统的UASB系统的情况下,上升流速的平均值一般不超过0.5m/h。这是为保证颗粒污泥形成的重要条件之一。
5.6.运行中始终保持VFA/ALK=0.3以下,否则挥发性脂肪酸积累运行失败。
6、厌氧生物处理的影响因素
6.1 温度――厌氧废水处理分为低温、中温和高温三类;迄今大多数厌氧废水处理系统在中温范围运行,在此范围温度每升高10℃,厌氧反应速度约增加一倍。中温工艺以30-40℃最为常见,其最佳处理温度在35-40℃间。高温工艺多在50-60℃间运行。在上述范围内,温度的微小波动(如1-3℃)对厌氧工艺不会有明显影响,但如果温度下降幅度过大(超过5℃),则由于污泥活力的降低,反应器的负荷也应当降低以防止由于过负荷引起反应器酸积累等问题,即我们常说的“酸化”,否则沼气产量会明显下降,甚至停止产生,与此同时挥发酸积累,出水pH下降,COD值升高。[注:以上所谓温度指厌氧反应器内温度]
6.2.pH---厌氧处理的这一pH范围是指反应器内反应区的pH,而不是进液的pH,因为废水进入反应器内,生物化学过程和稀释作用可以迅速改变进液的pH值。反应器出液的pH一般等于或接近于反应器内的pH。对pH值改变最大的影响因素是酸的形成,特别是乙酸的形成。因此含有大量溶解性碳水化合物(例如糖、淀粉)等废水进入反应器后pH将迅速降低,而己酸化的废水进入反应器后pH将上升。对于含大量蛋白质或氨基酸的废水,由于氨的形成,pH会略上升。反应器出液的pH一般会等于或接近于反应器内的pH。pH值是废水厌氧处理最重要的影响因素之一,厌氧处理中,水解菌与产酸菌对pH有较大范围的适应性,大多数这类细菌可以在pH为5.0-8.5范围生长良好,一些产酸菌在pH小于5.0时仍可生长。但通常对pH敏感的甲烷菌适宜的生长pH为6.5-7.8,这也是通常情况下厌氧处理所应控制的pH范围。我公司要求厌氧反应器内pH控制在6.8-7.2之间;进水pH条件失常首先表现在使产甲烷作用受到抑制(表现为沼气产生量降低,出水COD值升高),即使在产酸过程中形成的有机酸不能被正常代谢降解,从而使整个消化过程各个阶段的协调平衡丧失。如果pH持续下降到5以下不仅对产甲烷菌形成毒害,对产酸菌的活动也产生抑制,进而可以使整个厌氧消化过程停滞,而对此过程的恢复将需要大量的时间和人力物力。pH值在短时间内升高过8,一般只要恢复中性,产甲烷菌就能很快恢复活性,整个厌氧处理系统也能恢复正常。
6.3.有机负荷和水力停留时间:有机负荷的变化可体现为进水流量的变化和进水CODcr值的变化。厌氧处理系统的正常运转取决于产酸和产甲烷速率的相对平衡,有机负荷过高,则产酸率有可能大于产甲烷的用酸率,从而造成挥发酸的积累使pH迅速下降,阻碍产甲烷阶段的正常进行,严重时可导致“酸化”。而且如果有机负荷的提高是由进水量增加而产生的,过高的水力负荷还有可能使厌氧处理系统的污泥流失率大于其增长率,进而影响整个系统的处理效率。水力停留时间对于厌氧工艺的影响主要是通过上升流速来表现出来的。一方面,较高的水流速度可以提高污水系统内进水区的扰动性,从而增加生物污泥与进水有机物之间的接触,提高有机物的去除率。另一方面,为了维持系统中能拥有足够多的污泥,上升流速又不能超过一定限值,通常采用UASB法处理废水时,为形成颗粒污泥,厌氧反应器内的上升流速一般不低于0.5m/h。
6.4.悬浮物:悬浮物在反应器污泥中的积累对于UASB系统是不利的。悬浮物使污泥中细菌比例相对减少,因此污泥的活性降低。由于在一定的反应器中内能保持一定量的污泥,悬浮物的积累最终使反应器产甲烷能力和负荷下降。(引:针对于调节池内的浮渣及进入污水处理厂的污水中的悬浮物质我们在日常工作当中需采取必要的措施和手段将其除去)
7、UASB反应器常见故障
7.1.污泥颗粒化的意义:颗粒污泥即我们常说的厌氧污泥,它的形成实际上是微生物固定化的一种形式,其外观为具有相对规则的球形或椭圆形黑色颗粒。光学显微镜下观察,颗粒污泥呈多孔结构,表面有一层透明胶状物,其上附着甲烷菌。颗粒污泥靠近外表面部分的细胞密度最大,内部结构松散,粒径大的颗粒污泥内部往往有一个空腔。大而空的颗粒污泥容易破碎,其破碎的碎片成为新生颗粒污泥的内核,一些大的颗粒污泥还会因内部产生的气体不易释放出去而容易上浮,以至被水流带走,只要量不大,这也为一种正常现象;厌氧反应器内颗粒污泥形成的过程称之为颗粒污泥化,颗粒污泥化是大多数UASB反应器启动的目标和成功的标志。污泥的颗粒化可以使UASB反应器允许有更高的有机物容积负荷和水力负荷;厌氧反应器内的颗粒污泥其实是一个完美的微生物水处理系统。这些微生物在厌氧环境中将难降解的有机物转化为甲烷、二氧化碳等气体与水系统分离并实现菌体增殖,通过这种方式污水得到净化。这里面涉及到两类关系极为密切的厌氧菌:产酸菌和产甲烷菌。产酸菌将有机物转化为挥发性有机酸,而产甲烷菌利用这些有机酸把他们转化为甲烷、二氧化碳等气体,这时污水得到净化。在这个过程中,对于净化污水来说,起关键作用的是甲烷菌,而甲烷菌对于环境的变化是相当敏感的,一旦温度、pH、有毒物质侵入、负荷等因素变化,均易引发其活力的下降,导致挥发酸积累,挥发酸积累的直接后果是系统pH下降,如此循环,厌氧反应器开始“酸化”。
7.2.什么是“酸化”?UASB反应器在运行过程中由于进水负荷、水温、有毒物质进入等原因变化而导致挥发性脂肪酸在厌氧反应器内积累,从而出现产气量减小、出水CODcr值增加、出水pH值降低的现象,称之为“酸化”。发生“酸化”的反应器其颗粒污泥中的产甲烷菌受到严重抑制,不能将乙酸转化为甲烷,此时系统出水CODcr值甚至高于进水CODcr值,厌氧反应器处于瘫痪状态。
7.3 挥发酸、碱度对厌氧反应器的运行的影响
7.3.1挥发性脂肪酸
1)VFA简介:挥发性脂肪酸简称挥发酸,英文缩写为VFA,它是有机物质在厌氧产酸菌的作用下经水解、发酵发酸而形成的简单的具有挥发性的脂肪酸,如乙酸、丙酸等。挥发酸对甲烷菌的毒性受系统pH值的影响,如果厌氧反应器中的pH值较低,则甲烷菌将不能生长,系统内VFA不能转化为沼气而是继续积累。相反在pH值为7或略高于7时,VFA是相对无毒的;挥发酸在较低pH值下对甲烷菌的毒性是可逆的。在pH值约等于5时,甲烷菌在含VFA的废水中停留长达两月仍可存活,但一般讲,其活性需要在系统pH值恢复正常后几天到几个星期才能够恢复。如果低pH值条件仅维持12h以下,产甲烷活性可在pH值调节之后立即恢复。
2)VFA积累产生的原因:厌氧反应器出水VFA是厌氧反应器运行过程中非常重要的参数,出水VFA浓度过高,意味着甲烷菌活力还不够高或环境因素使甲烷菌活力下降而导致VFA利用不充分,积累所致。温度的突然降低或升高、毒性物质浓度的增加、pH的波动、负荷的突然加大等都会由出水VFA的升高反应出来;进水状态稳定时,出水pH的下降也能反能反映出VFA的升高,但是pH的变化要比VFA的变化迟缓,有时VFA可升高数倍而pH尚没有明显改变。因此从监测出水VFA浓度可快速反映出反应器运行的状况,并因此有利于操作过程及时调节。过负荷是出水VFA升高的原因。因此当出水VFA升高而环境因素(温度、进水pH、出水水质等)没有明显变化时,出水VFA的升高可由降低反应器负荷来调节,过负荷由进水COD浓度或进水流量的升高引起,也会由反应器内污泥过多流失引起。
3)VFA与反应器内pH值的关系:在UASB反应器运行过程中,反应器内的pH值应保持在6.5-7.8范围内,并应尽量减少波动。pH值在6.5以下,甲烷菌即已受到抑制,pH值低于6.0时,甲烷菌已严重抑制,反应器内产酸菌呈现优势生长。此时反应器已严重酸化,恢复十分困难;VFA浓度增高是pH下降的主要原因,虽然pH的检测非常方便,但它的变化比VFA浓度的变化要滞后许多。当甲烷菌活性降低,或因过负荷导致VFA开始积累时,由于废水的缓冲能力,pH值尚没有明显变化,从pH值的监测上尚反映不出潜在的问题。当VFA积累至一定程度时,pH才会有明确变化。因此测定VFA是控制反应器pH降低的有效措施;当pH值降低较多,一般低于6.5时就应采取应急措施,减少或停止进液,同时继续观察出水pH和VFA。待pH和VFA恢复正常以后,反应器在较低的负荷下运行。进水pH的降低可能是反应器内pH下降的原因,这就要看反应器内碱度的多少,因此如果反应器内pH降低,及时检查进液pH有无改变并监测反应器内碱度也是很必要的。
4)厌氧反应器启动、运行过程中需注意与VFA相关的问题:厌氧反应器运转正常的情况下,VFA的浓度小于3mmol/l,但在启动和运行过程中VFA出现一定的波动是正常的,不必太过惊慌。
①厌氧反应器启动阶段,当环境因素如出水pH、罐温正常时,出水VFA过高则表时反应器负荷相对于当时的颗粒污泥活力偏高。出水VFA若高于8mmol/l,则应当停止进液,直到反应器内VFA低于3mmol/l后,再继续以原浓度、负荷进液运行。
②厌氧反应器运行阶段,运行负荷的增加可能会导致出水VFA浓度的升高,当出水VFA高于8mmol/l时,不要停止进液但要仔细观察反应器内pH值、CODcr值的变化防止“酸化”的发生。增大负荷后短时间内,产气量可能会降低,几天后产气量会重新上升,出水VFA浓度也会下降。但如果出水VFA增大到15mmol/l则必须把降至原来水平,并保证反应器内pH不低于6.5,一旦降至6.5以下,则有必要加碱调节pH。
7.3.2碱度
1)碱度简介:碱度不是碱,广义的碱度指的是水中强碱弱酸盐的浓度,它在不同的pH值下的存在形式不同(弱酸跟上的H数目不同),能根据环境释放或吸收H离子,从而起到缓冲溶液中pH变化的作用,使系统内pH波动减小,碱度是不直接参加反应的;碱度是衡量厌氧系统缓冲能力的重要指标,是系统耐pH冲击能力的衡量标准。因此UASB在运行过程中一般都要监测碱度的。操作合理的厌氧反应器碱度一般在2000-4000mg/l,正常范围在1000-5000mg/l。(以上碱度均以CaCO3计)
2)碱度对UASB颗粒污泥的影响:碱度对UASB颗粒污泥的影响表现在两个方面:一是对颗粒化进程的影响;二是对颗粒污泥产甲烷活性(SMA)的影响。碱度对颗粒污泥活性的影响主要表现在通过调节pH值(即通过碱度的缓冲作用使pH值变化较小)使得产甲烷菌呈不同的生长活性;在一定的碱度范围内,进水碱度高的反应器污泥颗粒化速度快,但颗粒污泥的SMA低;进水碱度低的反应器其污泥颗粒化速度慢,但颗粒污泥的SMA高。因此,在污泥颗粒化过程中进水碱度可以适当偏高(但不能使反应器的pH>8.2,这主要是因为此时产甲烷菌会受到严重抑制)以加速污泥的颗粒化,使反应器快速启动;而在颗粒化过程基本结束时,进水碱度应适当偏低以提高颗粒污泥的SMA。

|




