
一、引言:根据中国汽车工业协会统计数据,2023年我国新能源汽车产销分别完成 958.7 万辆和949.5 万辆,同比分别增长 35.8%、37.9%,实现产销两旺。根据中国汽车动力电池产业创新联盟统计数据,2023 年我国动力电池装车量达到 387.7GWh,同比增长 31.6%。虽然近几年新能源汽车产销量和动力电池装机量都实现了较大幅度的增长,但是以三元锂和磷酸铁锂为主体的锂电池材料体系性能并没有实现突破,而是步入相对稳定的发展阶段;相反,Pack 层级结构和成组技术的创新成果丰硕,有力的推动了行业的快速发展和进步。
1、动力电池结构概述:新能源汽车动力电池是机械、电气、电化学和热力学等多学科交汇耦合的部件,在整车上应用面临着来自内部和外部多重因素的叠加影响,因此其具有较为复杂的结构来确保自身的强度、安全性、可靠性、热适应性和效率。
1).电芯结构:电芯作为动力电池的核心部件,是电池系统存储能量的基本单元,决定着能量密度、功率性能、安全性和寿命等核心性能。电芯从结构形式上划分,主要有圆柱、方壳和软包三种,如图 1 所示。
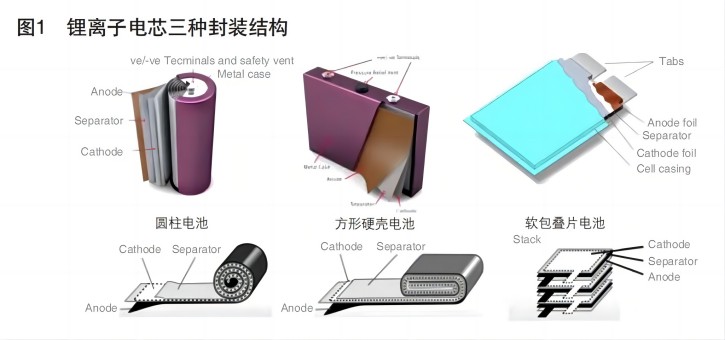
(1)圆柱电芯一般采用钢壳,尺寸小巧、布置灵活,生产工艺成熟,一致性较高,但存在成组效率低、单体容量小、BMS 管理复杂度高和寿命差的问题。圆柱电芯的主要生产企业有 LG 化学、松下、三星 SDI 等,主要应用车企为特斯拉、现代、保时捷等。
(2)方壳电芯具有易成组、效率高、单体容量大、高安全性等优点,但需要开模,成本高,且工艺设备兼容难度大。方壳电芯的主要生产企业为宁德时代、比亚迪、国轩高科等,主要应用车企有特斯拉、比亚迪、吉利、北汽、蔚小理等。
(3)软包电芯采用叠片工艺进行裸电芯制作,铝塑膜热封装,尺寸变化灵活,但壳体机械强度低,成组效率低,成本相对较高。软包电芯的主要生产企业有 AESC、LG 化学、孚能科技等,主要应用车企有雷诺、日产等。
(4)根据乘联会数据,2022 年国内方壳电池市场占比达到 93.2%,占据绝对优势。相比之下,圆柱和软包的市场份额分别为 4.5%和 2.3%。
2).电池包 Pack 或系统组成:乘用车动力电池多为单箱系统,我们称之为电池包或 Pack。Pack 在结构上大体可以分为单体(电芯或模组)、下箱体、上箱盖、高低压线束、BMS、功能组件等几个部分。
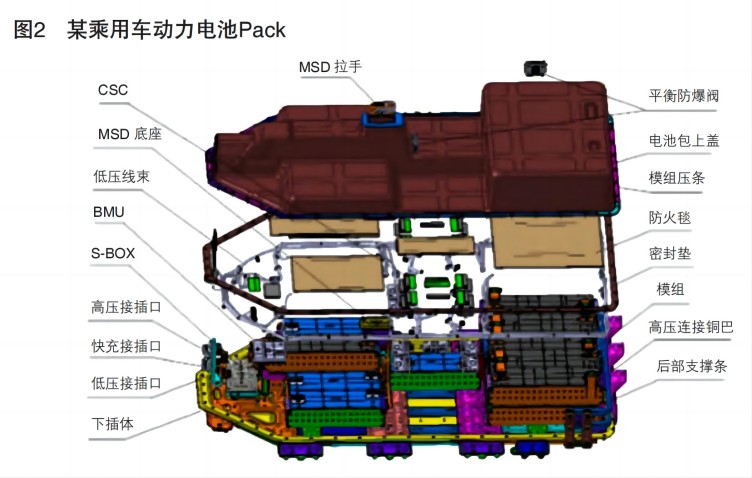
图 2 为某乘用车动力电池 Pack。
2、动力电池成组技术:将电池由单体集成为 Pack 的技术叫成组技术,主要涉及结构、热管理、电连接设计和 BMS 技术。
纵观动力电池发展的历史,成组技术起步于 MTP(Module To Pack),到今天的以 CTP(Cell To Pack) 为 主 流,并继续探索更高集成效率的 CTC(Cell ToChassis)、 CTB(Cell To Body & Braket)和MTB(Module To Body)等成组技术。
1).MTP(Module To Pack):2016 年以前,动力电池主要采用 MTP(Module To Pack)技术进行成组,即先由电芯集成为模组,再由模组集成为 Pack。
(1)MTP技术的特征是模组可拆卸和更换,具有较好的可维护性,因此对电芯层级的一致性要求较低。但由于模组的存在,不参与电化学能量储存的结构件数量较多,故而成组效率较低,重量成组效率约 60%~75%,体积成组效率约 35%~45%。
(2)MTP 成组技术的核心在于模组设计。模组一般由框架(端板、侧板、底板)、Cell、高低压电气连接组件、CCS 组件、绝缘和缓冲组件组成。
2).CTP(Cell To Pack):CTP 是 Cell To Pack 的缩写,指将电芯直接集成到 Pack 的技术。
(1)2016 年,宁德时代率先在客车上推出全球第一代 CTP Pack产品,取消了传统的模组结构,用简易模组(仅含电芯、端板、钢带或绑带)取而代之,并通过高强度的结构胶与下箱体进行固定,如图 5 所示。
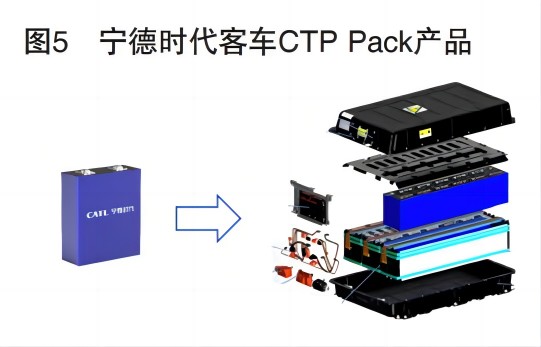
(2)由于取消了模组,Pack 的零部件数量减少了 40%,重量能量密度提升了10%~15%,体积能量密度提升了 10%~20%,同时生产效率提升了 50%。
(3)CTP 技术的特征在于电芯与箱体通过高强度结构胶永久性粘合固定,因此无法拆卸和维护。哪怕仅有一颗电芯出现质量问题,就需要整包更换,这对电芯的一致性和长期可靠性提出了非常高的要求,以至于在宁德时代推出 CTP 产品的最初几年鲜有友商敢于跟进。

|




