
四、锂电池封口焊接问题分析及改进方案:在锂电池的生产过程中,封口焊接是一道关键环节。在实际操作中,焊PIN不良的问题时有发生,这直接影响到锂电池的密封性和使用安全性。
一)问题及原因分析
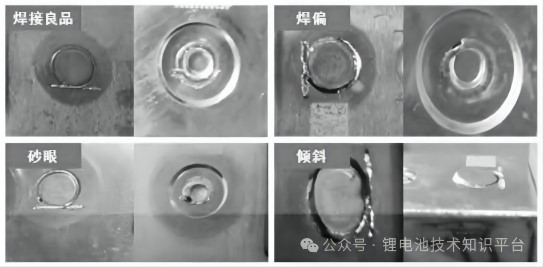
1. 焊偏问题: 工艺原因所属:自动循迹识别。
具体原因:CCD拍照未能准确识别焊接区域表面状态,导致焊接轨迹未完全融合,焊缝外露。影响拍照定位的主要参数包括曝光参数、灰度值、寻圆半径。
2. 砂眼问题: 工艺原因所属:材质及焊接保护气种类。
具体原因:铝壳材料成分、保护气种类与流量设置不当、PIN与盖板过盈配合导致焊接过程胶钉融化、焊接区域的清洁不彻底。
3. 倾斜问题:工艺原因所属:焊件尺寸配合。
具体原因:PIN与盖板间隙配合导致焊接过程应力积累。
4、焊接强度造成密封性漏液问题原因所属:焊件尺寸配合及焊接工艺参数。
具体原因:主要影响因素包括来料盖板与PIN的配合尺寸、波形参数设置不准确。
二)改进方案
1. 优化CCD拍照定位系统:调整曝光参数、灰度值和寻圆半径,提高拍照识别的准确性。
2. 严格控制原材料质量:对铝壳材料成分进行严格筛选,确保符合焊接要求。
3. 优化保护气设置:根据实际情况选择合适的保护气种类,并调整流量设置。
4. 加强焊接区域清洁度: 制定严格的清洁标准,并加强清洁过程的监控。
5. 调整焊件尺寸配合: 根据实际情况调整PIN与盖板的间隙和过盈配合,以减少应力积累。
6. 精确设置焊接工艺参数: 对来料盖板与PIN的配合尺寸进行严格检查和控制,确保符合要求。同时,精确调整波形参数,以提高焊接强度和密封性。
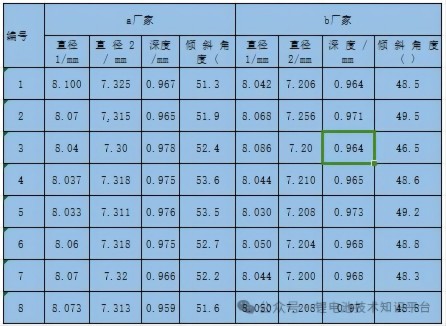
7.不同厂家注液孔尺寸及PIN熔深
五、总结:总的来说,封口工艺技术是一个重要的环节,它关乎到产品的安全性和可靠性,通过上焊接不良的改进方案的实施,可有效解决锂电池封口焊接过程中的外观和焊接强度问题,从而提高产品质量和生产效率。另外,还应加强生产过程中的质量监控,及时发现并解决潜在问题,保证生产过程的稳定性和产品的一致性,以确保锂电池的安全使用。

|




