
һ��ǰ ��
�ҹ�ú̿�������������λ��ú̿���ҹ���Դ�ṹ��ռ70%���ϣ���һ������δ�����������Բ����д�ĸı䡣Ȼ��ú̿���������ù�����Ҫ�ŷŴ����ķ�ˮ�������ͷ�������Щ��Ⱦ���粻��������ֱ���ŷţ��ƱضԻ��������Ⱦ����ˣ���ǿú̿���������ù��յĸĽ���������ȾԴ���п��ƺ��������ٽ�ú̿��ҵ�Ŀɳ�����չ���ǰ���ÿһ��ú̿��ҵ��ǰ����Ҫ���⡣Ȼ��������ʷԭ��ú̿��ҵ�Ļ��������д��ڳ�����չ�Σ���ʷǷ�˽϶࣬�ֲ���̬�������мӾ����ơ�
1.1ú�����ˮ(��ƿ�ˮ)������:��ˮ��ú̿���ɹ����е���ˮ�������Ϊ��ȫ�������ų��ķ�ˮ����ˣ������е���ˮ���������������ܵ���Ϊ����Ⱦ���־��еر�ˮ��һЩ�ص㡣��ֹ1995�꣬ȫ�����ŷſ�ˮԼ22��t�����й����ص�ú��17��t��������23.5%��Ԥ�ƽ����ˮ��������������23.5��t����ɽ�������ϡ��ӱ������ɵ�ȱˮ�ص��úʡ(��)���½����Ľ���ˮ��������260���������մ�������75��t����ˮ������ȡ���ڳ�ú�ĵ��ʻ�����úϵ�ز���ﻯѧ�ɷ֣����о���ˮ�ĵ�����������ˮ���ؿ�ˮ��ˮ�ʡ�ˮ���о����Ե�Ӱ�졣
1.2��ˮ����:����ˮ���ܿ���ˮ�ĵ���������Ӱ��ϴ���������⡣��ͳ�ƣ�ÿ����һ��ԭú��������ˮ��ԼΪ0.5��10m3��һ��ӿˮ��Լ3m3����ˮ����Ⱦ�̶Ƚ�������ҵ��ˮ�ᣬ����������ˮˮԴ��
(1)���۷���:��ˮʵ�����۷��������ڿ�ˮ���ۺ����á���ú�������������������ˮ����Ⱦ���أ���ˮ��С�������д��������辮�³����أ���ˮ�����ų������´������ӿˮ��ֱ��Ӧ�á��������Կ�ˮҪ������ˮ���ص㵥��������
(2)�����Ⱦ�Ŀ�ˮ����:�����ˮ���ǶȺ�������Ũ�ȸߣ�����ú�����ҳ��Խ����ɢ״̬������ˮ�У�ʹ��ʻҺ�ɫ��ͬʱ���ܵ��������������Ⱦ��ϸ�������ձ鳬��;�����Ⱦ��ˮ�Ĵ�������ȡ���ھ���ˮ�Ļ���;����������ˮ����������ѡú��������ˮʱ��һ�����û�����������������ˮ����¯��ˮʱ�����辭���ˡ������ȴ���������Ϊ���������������ˮʱ�������������������
�����������
1�������û��ṩ��ԭˮˮ���������ˮ���Ȼ������ϡ�
2��ԭˮ���ʣ���ˮ��
3���û�����ij�ˮˮ�ʱ���
4���ر�ˮ������������
5��ϵͳ��Ƽ�����ա�����ˮ����ֲᡷ��
6��ͨ�õ����豸�����ƹ淶GB50055-93��
7����ú̿��ҵ��Ⱦ���ŷű���GB20426-2006��
8��������ˮ������������GB 3838��2002��
������Ʒ�Χ��ԭ��
1������ԴˮΪ��ˮ�����������ˮ���Ƕȡ�COD���ܹ������Ⱦ��Ӧ���ϡ�ú̿��ҵ��Ⱦ���ŷű���GB20426-2006����ر������ŷš�
2������ϵͳ���ŷŵ�����������Ũ����Ũ������������������ˮ����������ɻ�������ȷ�������пɿ��ij�·��
3����ˮ������ʩ���нϴ����Ӧ�ԣ�Ӧ���ԣ���������ˮ�ʡ�ˮ���ı仯����������ͻ���¹�״̬�µĸ���Ӧ����ˮ��
4�����ù��վ��пɿ��ԣ������ȶ�����ת���õͣ�����ά�����ر�С��
5��ϵͳ����������ѡ�ù����þ�Ϊ���ıã�������������ת����С�������ͣ������ȶ����ص㡣
6�����Ʒ�ʽ����ˮ����ϵͳΪ�Զ������ƣ�Һλ����������
7����������Ʒ�ΧΪ��ˮ��ˮ������ˮ����Ϊֹ������������ơ�ƽ�沼�á��豸�ṹ��Ƽ�����������ơ�
�ġ�����ϵͳ�������ӵ�
1������˾����ϵͳ������ƣ�������ơ�
2������˾�ṩ��ˮ�����豸����װ�ã�������ˮ������ҩװ�ã���ˮ�ü����ƹ��ȫ���豸��
3��ϵͳ�����ڿ��Ƶ��¼�Ԥ���߹ܾ���ҵ������ͼʩ����
4���豸�Ļ�����ˮ����ҵ������ʩ����
5���豸�ĵ����ɱ���˾����
6������˾����ϵͳ���豸������ѵ���豸ά����ѵ��
�塢���ˮ����ˮ��
5.1���ˮ��: ���ݼ��ṩ�Ļ������ϣ���ˮ��ƴ���������1000m3/h���㡣
5.2ԭˮˮ��
1��ɫ�ȣ� �Һ�ɫ
2���Ƕȣ� ����
3�����ۿɼ�� ˮ��������
4��PH�� 8.5
5��CODcr�� ��34mg/L
6��SS�� ��28mg/L
5.3��ˮˮ��
1��ɫ�ȣ� �峺
2���Ƕȣ� ��5mg/L
3�����ۿɼ�� �����ۿɼ���
4��PH�� 6-9
5��CODcr�� ��20mg/L
6��SS�� ��10mg/L
��ˮˮ�ʷ��ϡ��ر�ˮ������������GB3838-2002��ú��ˮ��Ⱦ���ŷ�Ҫ��
����������������
�ߡ�ϵͳ����Ҫ��˵��
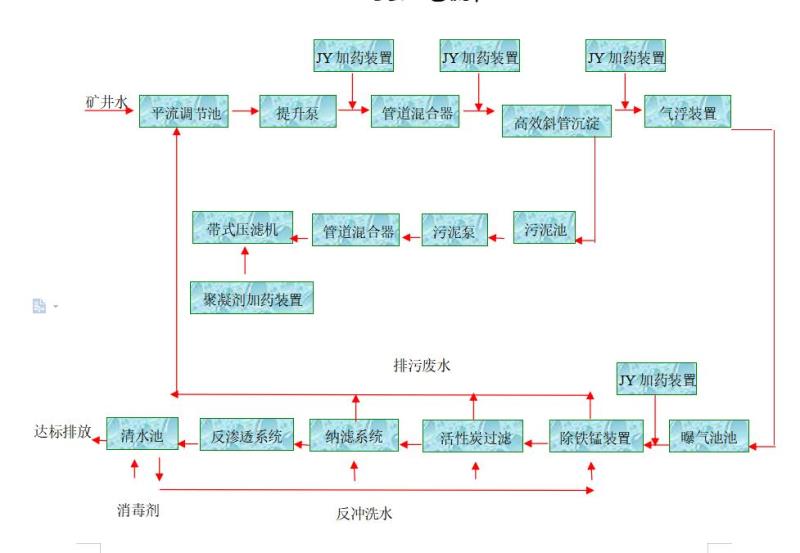
�����û�ԭˮˮ���������ˮˮ�ʼ�ˮ��������������ϼ������̡�����ϵͳ����ˮ�������֣����ദ�����ּ��������Ʋ��֡�
1��������������
*���ڿ�ˮ�ǶȲ��ȶ�����ˮ���Ƚ���ƽ��ʽ���ڳؽ��г��γ�������Ҫ����ȥ����ˮ�к��е�ú�ҡ�ú��ȿ���������������������г�ʽ������������භ�����������ý������ų����⡣���ڳ��ڵ�ˮ���ɱ�����ͨ���ܵ��������ͬʱ�ڹܵ������ǰͶ�ӻ�����PAC��������PAM����Ϸ�Ӧ�����Чб�ܳ����أ����ɴ������л����Ž���������(�Ƕ�)��б�ܳ��������³���ȥ��
*��Чб�ܳ�����ˮ��������װ�ã�����װ����Ҫ����ȥ����ˮ�ĺ��е����ࡣ�����������������ˮ��ͨ�����������С������ʽ��ˮ��������Ϊ���壬ʹ��ˮ�е��͡�С������������Ⱦ����𤸽�������ϣ�������һ���ϸ���ˮ�棬�γ���ĭ����ˮ�������������壬ͨ���ռ���ĭ�����ﵽ�������ʡ�������ˮ��Ŀ�ġ���������Ҫ����������ˮ�п���Ȼ�������ϸ�����ȥ�����ͻ�����ܶȽ���1��С����������
*�����س�ˮ��ֱ�Ӵ���ŷţ������ﵽ���ñ�����������س�ˮ�����м�ˮ�أ����м�ˮ������������ȴ���ϵͳ������ȴ��������ﵽ���ñ���
*��ȴ���ϵͳ��Ʋ���ȫ�Զ�����̿������������ȹ��ˡ������˺������ˮ�أ������������ֱ�Ӵ����á�
2�����ദ������
*ƽ��ʽ���ڳص����ࡢȫ�Զ���ˮ������������صĸ�����ȫ����������Ũ���ء�
*����Ũ���ص�����ͨ������ö��ڳ����ʽѹ�˻���ѹ�˻������������ļ�ѹ�����豸���㷺Ӧ���ڻ�����ұ����ҩ��ʳƷ��ӡȾ��������������ˮ�����ദ��������ҵ��������Һ�Ĺ�Һ���롣
�ˡ������������
8.1���ڳ�:��ˮ��ˮˮ�ʡ�ˮ�������ȶȼ��ߣ�Ϊʹ���������������ȶ����У�����ˮ��������´���Ч�ʺʹ����ȶ��Խ��ͣ������þ��е���ˮ�ʡ�ˮ������ˮ�ռ����ܵĵ��ڳ�һ����
�� ��Ʋ������Ե���2�������Ϊ��
���ˮ���� 500m3/h��������6������ˮ��Ϊ1500m3/h��
ͣ��ʱ�䣺 4.0h
��Ч�ݻ��� 569.25m3
���γߴ磺 23000��5500��4500mm
��Чˮ� 4000mm
�� �ʣ� �ֽ������
�� ���� 2��
�� �ף�
�� ��ˮ������
�� �ţ� WQ2260-419-100
�� ���� 550m3/h
�� �̣� 22m
�� �ʣ� 22.0kw
�� ���� 2̨��1��1����
�� �г�ʽ�����
�� �ţ� RS-10
�� �ȣ� 10m
������ʽ�� ˫����
������ʣ� 0.75kw��2
�� ���� 2̨
8.2��ˮ����װ��
ԭˮ�ڽ����Ч���������غ����Ƚ���װ�õײ�����ˮ�������о��Ȳ�ˮ��ˮ���ٶȽ��ͣ������������Ũ�������������г��Ļ�����Ӧ����б�ܵ������ĵ��������£���ˮ��б����б������������������������ڣ��������������������������£���б����б�������»��䣬ͬʱ����ķ����ڵ���б�ܵ�ˮ�������£����Ƶ�ȫ�Զ���ˮ����װ�õ����භ�ڣ���ͨ��б�ܳ�����ˮ���ɾ�ˮװ���ϲ�����������ڣ������϶���ͨ���˲���й��ˣ�ˮ�еķ������˲����ء����ˡ����˺����ˮͨ����ͷ�㼯��װ�õײ�����ˮ����������ͨ�ܷ���װ�ö�������ˮ�㡣ԭˮ��ȫ�Զ���ˮ����װ���ھ����������м�ˮ�ء�
l �������������Ե���2�������Ϊ�������ף�
�� ������2��
�� ����ߴ磺����������=12.0m��10.0m��5.5m
�� �������ͣ��ʱ�䣺4h
�� ��Чˮ�5m
��Ҫ�豸��
l �����
�� �豸������1��
�� �������240m2
�� ���ȣ�1000mm
�� ��б�ȣ�60��
8.3����װ��
8.3.1����
�����������������ˮ��ͨ�����������С������ʽ��ˮ��������Ϊ���壬ʹ��ˮ�е��黯�͡�С������������Ⱦ����𤸽�������ϣ�������һ���ϸ���ˮ�棬�γ���ĭ����ˮ�������������壬ͨ���ռ���ĭ�����ﵽ�������ʡ�������ˮ��Ŀ�ġ���������Ҫ����������ˮ�п���Ȼ�������ϸ�����ȥ�����黯�ͻ�����ܶȽ���1��С����������
8.3.2�ṹ���ص�
1������������װ����Ҫ�������ر��塢��ѹ�����ޡ������ͷ�������������ѭ��ˮ�á������á��г�ʽ�����������ƹ����ܵ��������DZ�����ɡ�
���书�ܿɷ�Ϊ�ĸ����֣�1������ҩ�������֣�2��������ˮ�����ͷŲ��֣�3�����������֣�4�����������Ʋ��ݡ�
8.3.2.1��ҩ�������֣�
��ˮ����ˮ�ô���ˮ�س���������Ӧ����һ���������ˮ��ǰ��ҩ��������ʹҩҺ����ˮͨ����ˮ�õ�Ҷ����ת���õ���ֵĻ�͡�ҩҺ�ɼ�ҩװ�ù������ӹ�ҩ����ˮ����������Ӧ���У���ˮ�õ���ֵľ�����
8.3.2.2����ˮ�����ͷŲ��֣�
����Ч���ĺû�����Ҫȡ���ڻ���ˮ�����ͷŵ�Ч���������ͷ�����������������ˮװ�õĹؼ�װ�ã�ѹ������ˮֻͨ����װ�ý�ѹ���ܺ�����ˮ�в������������ݡ��������ȶ���ʹ���������Ҽ۸���ˡ�
�����ص㣺
A���Զ�������������ڲ����������Ͷ�ǿ�ȣ��˷����������ͷ���������������������豸ͣ�����ſ���ϴ���������鷳������Ч�����һ�����ϡ��ͷų���������ˮͣ��ʱ�����5���ӣ�ȷ����Һ���봦�����״̬���ͷų���������ˮͬʱ���¼�������ɢ����������ˮ�����������ص㡣
B����2kg/cm2��ѹ���£�������Ч�ع�����
C���ͷ����ݵ�ƽ��ֱ����20��30�ף�
D�������ʸߴ�99�G��
�����ķ�ʽ���ø�Ч����ʽ��ʹ�����봦����ͨ���ü�ѹ�Ļ���ˮ���������г�ֻ���ܽ⣬�γ�����ˮ��
8.3.2.3�������֣�
ͨ����ҩ��������ˮ�����������У����������е�����ˮ�ڽ�ˮ�ܿ��²��������ͷ���ͻȻ��ѹ��ʹ�ܽ���ˮ�еĿ�����ͻȻ��ѹ���ͷų��������ݣ�����������������������ˮ���Ѿ���������������ݸ������������ϣ�ʹ֮�ܿ��ϸ���������ˮ�д�������������ȫ������ˮ�棬Ȼ��ͨ�������ϲ��Ĺ����������ǹ�ȥ�ŵ����ͳ��У���ͨ����������ˮ�ɳصײ�����ˮװ���ų���
8.3.2.4�������Ʋ��ݣ�
���豸���ֳ����ƹ�ع��������ˮѭ���á��������������õ����С�
���ƹ�����ȼ�IP55�����������֡���װ֧�ܡ����������������ֳ���װ���ϡ�
8.3.3��������
8.3.3.1�����豸���Ե���2̨���Ϊ�������ף�
�� �ţ� RSQF-180
�� �� 180m3/h
�� �� 13000��2800��2800mm
�� ���� 2̨
���ͣ��ʱ��: 25min
8.3.3.2�����ã�ÿ�ף�
�� �ţ� KQL65/185-15/2
�� ���� 80m3/h
�� �̣� 44.0m
�� �ʣ� N=11kw
�� ���� 2̨
8.3.3.3�����ޣ�ÿ�ף�
�� �� ��1000mm
�� ���� 2̨
8.3.3.4��ĭ����ÿ�ף�
�ͺŹ�� B=2800mm
�������: 0.55kw
�� ���� 2̨
8.3.3.5��ѹ����ÿ�ף�
�� �ţ� Z-0.05/6
�������: 0.75kw
�� ���� 2̨
8.3.3.6�ͷ�����ÿ�ף�
�����ͷ����Ǹ������豸�Ĺؼ�װ��,ѹ������ˮֻ��ͨ����װ�ý�ѹ���ܺ�,������ˮ�в���������ϸ���ݡ�Ϊ��QF-150�����豸��ѡ��TJ�������ͷ������������ͷ������������ص㣺
�� �������������������ͷ��������������÷�Χ�ϴ�
�� ��0.2MPa��ѹ���¼�����Ч������
�� �ͳ�������ƽ��ֱ������30��m���ҡ�
�� ���������Ƴ̶��Ѵﵽ99%���ϡ�
*�����ͷ���ѡ�ͣ�
�� �ţ� RS��10
����ѹ���� 0.4MPa
�� ���� 10 m3/h
�� �ʣ� ͭ
�� ���� 30��
8.3.4�豸����ṹ˵��
ƽ��ʽ��������װ��������ˮ�á������ޡ���ҩװ�á���ˮ������Ӧ��������ˮ�ͷ���������������ˮ��֧����ˮ������ˮƽ����������װ�á�������ϵͳ���ӿڵ���ɡ������ط������ڲ����õľ�����ˮװ��Ϊĸ֧��ʽ��
8.3.5��װ
*���豸�ؽţ�ֻƽ���ڻ����������ϣ�����Ҫ��ƽ�����Ҹ��ڵ�ƺ0.05��0.1�ס�
*�豸�������ڡ�
*�豸��װ��Ϻ�Ӧ������ˮ��©����ĭ����ת�����顣
8.3.6�������
*�豸������ϣ��ײ�һ��ǰ���˹���ĥ���⣬��ȥë�̼���ߣ��������Ϳ�����쵤�����飬Ĥ��ȡ�110�ס�
*�������豸������ϣ����豸װ������ǰ��1���ڣ�������豸���г���ǰ�ķ�������������ڷ�������������ڷ���Ҫ�����˹���ĥ���⣬��ȥë�̼���ߣ��������Ϳ����ú�������顣�����Ҫ�����˹���ĥ���⣬��ȥë�̼���ߣ��������Ϳ�����쵤�����飬��Ϳ����ɫ��������顣
*�豸�����跽�ֳ����������һ������������ǰ������������֯ʩ����Ա�����豸���ֳ���װ������װ������ϵͳ�ܵ����ӣ�����ƽ̨�����֣������豸������װ��ϣ�����ˮǰ�����豸������������������Ϊ���Ƚ����豸���䡢���������еĶ��豸���˵IJ�����⼰������֮������������������������豸����������ܵ�����������Ϊ���Ϳ�����쵤��һ�飬����Ϊ�����ɫ��������飬Ĥ��ȡ�110�ס�
8.4�м�ˮ��
����װ�ó�ˮ�����м�ˮ�أ��м�ˮ���ڵķ�ˮ�ɴ���ŷţ��������㡶����ˮ������������GB 3838��2002Ҫ����Ҫ������ȴ��������ھ��︽������ˮ�����б꣬������м�ˮ����������ϵͳȥ�����̵Ƚ���Ԫ�ء�
�� ��Ʋ������Ե���2�������Ϊ�������ף�
���ˮ���� 180m3/h
ͣ��ʱ�䣺 1h
��Ч�ݻ��� 200m3
���γߴ磺 8000��5000��5500mm
��Чˮ� 5000mm
�� �ʣ� �ֽ������
�� ���� 2��
�� �ף� �м�ˮ��
�� �ţ� WQ2260-4138-200
�� ���� 200m3/h
�� �̣� 200m
�� �ʣ� 18.5.0kw
�� ���� 3̨��2��1����
�� ��Ч����ʽ����� 3̨��2��1����
�ͺţ�GHBH 015 36 2R8
���ʣ�15 kw
������200m3/h
��ѹ��600mbar
��ѹ��-430mbar
��ѹ��AC��345-415V/Y600-690V
������28.0��/16.2Y
������74db
������104Kg
���γߴ磺717*500*490(mm)
����ڳߴ磺G2 1/2(73mm)
��Ե�ȼ���F��
�����ȼ���IP54
�� ����ϵͳ�� ��216mm
������ 300��
8.5ȫ�Զ������̻���̿������
ȫ�Զ��������ɽ�ˮ�������˷�����ˮ������ѹ����������ɡ�����ʱ��ԭˮ�ӽ�ˮ�����������ˣ��˹���ˮ���پ���ͨ�ܽ������̿���������˳�ˮ�����Ź��˽������ϲ��������ӣ������������ӣ�����ѹ�����ӣ������Ƶ���ɲ�ѹ�����ǿ��ƴ�ϴ��ˮ����ͬʱ�رս�ˮ������ϴ��ʼ������ϴ����ˮ���л�����ϴ����ϴ����ˮʱ���Զ����Ʒ�ϴ�����������ˮ�����ر���ˮ�������˿�ʼ����������������������ȫ�Զ����С���������ͬʱ����ʱ���Զ�����ǿ�Ʒ���ϴ���˹�����ǿ�Ʒ���ϴ�����о��Կɿ���
����ˮ���� 60m3/h
����ֱ���� ��2800mm
��ˮѹ���� 0.1MPa
����ѹ���� ��ѹ
�����ٶȣ� 10m/h
����ϴǿ�ȣ� 14��15L/s.m2
��ϴʱ�䣺 5��10min
�����̹��˲㣺 ����1��2��2��4��4��8��8��16������ɰ1200mm��
�� �� �㣺 ����0.5��1.2��������̿700mm��
֧ �� �㣺 1.2-4��5-8��9-12��13-15����ʯӢɰ��300mm��
�� ���� 18 ̨
8.6��ˮ��
��ˮ����Ҫ���ڴ���ȫ�Զ��������ij�ˮ����ˮ���ڵ�ˮ��ȫ�����ŷš�
��Ʋ������Ե���2�������Ϊ�������ף�
���ˮ���� 350m3/h
ͣ��ʱ�䣺 2.0h
��Ч�ݻ��� 3500m3
���γߴ磺 10000��7000��5500mm
��Чˮ� 5000mm
�� �ʣ� �ֽ������
�� ���� 2��
8.7����Ũ����
�����ص����ඨ����������Ũ�����ڣ�����Ũ��������Ũ�������ຬˮ����97%��Ũ��������Һ���������ڳؽ����ٴ�����Ũ�����������ѹ�˻�����ѹ�ˣ�����Һ�ŵ����ڵ��ڳؽ����ٴ�����
��Ч�ݻ��� 150m3
Ũ��ʱ�䣺 2h
���γߴ磺 6000��5000��5500mm
�� �ʣ� ����
�� ���� 3��
8.8��ʽѹ�˻�
ͨ����ʽѹ�˻���һϵ�еĹ�����Ͳ�������������˴��Ž����˴��ϵ������ڼ����������£������е�����ˮ���ϱ��������Ӷ������ˮ������̣���ˮ����һ���Ϊ�����Σ�������ˮ�Ρ�Ш��Ԥѹե�Σ��С���ѹ������ˮ�Ρ�
�� ��Ʋ�����
�� �ţ� DY-1000
�� ���� 3̨
���������� 8.0m3/h
������ʣ� 1.50kw
��ˮ�����ຬˮ�ʣ� ��78%
��ϴˮ���� 12m3/h
��ϴˮѹ�� 0.50MPa
�� ������(�Ե�̨���Ϊ)
�� ��ϴˮ��
�� �ţ� KQL50/220-7.5/2
�� ���� 13m3/h
�� �̣� 58m
�� �ʣ� 7.5kw
ת �٣� 2960r/min
�� ���� 1̨
�� ��ѹ��
�� �ţ� VA-65
�� ���� 0.20m3/min
�� ѹ�� 0.70MPa
�� �ʣ� 1.50kw
�� ���� 1̨
8.9�����
�� �ţ� G30-1
�� ���� 5m3/h
�� �̣� 60m
�� �ʣ� 2.2kw
ת �٣� 960r/min
�� ���� 1̨

9.1�����˹���ԭ��
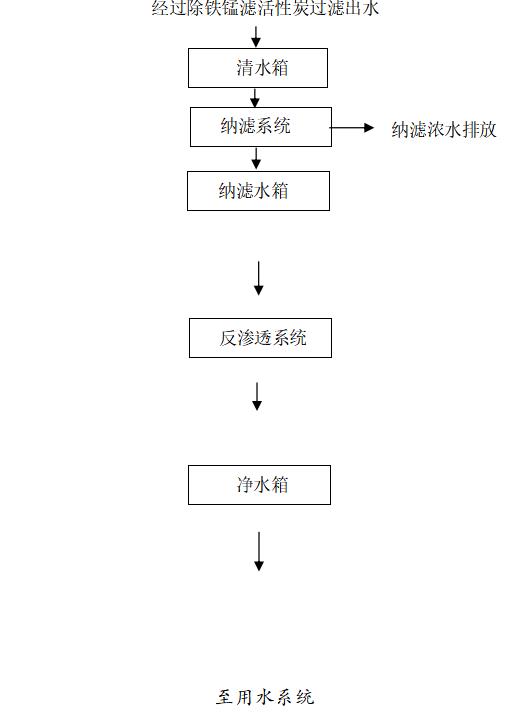
������װ�úͻ���̿������������ij�ˮ�����������������ڲ����ѽ���CODcr����ȥ�����л��ɫ�ȡ��������ܵ��в��ܴ�꣬��������˽�����ȴ��������������ܽ�һ���ѳ�����Һ�е��л���ؽ����������ӣ�ͬʱ�Ժ������������ܺõ�Ԥ�������ã���Ч����Ṹ���۶¡�
���˹����ص���
Ø ����ѹ�ͣ��ܺĵ�
����Ĥ��������Ӿ���ѡ���Խ�����������������Ĥ�������е����ʡ����ڵ������ӿ���Ĥ�����������ѹ��������ȷ������и��͵IJ���ѹ����
Ø ���л���ؽ�����ɫ���ѳ�Ч����
����Ĥ�������������Ϊ150~300�����٣�������Һ���л���ؽ��������μ�ɫ���ѳ�Ч�ã�ͬʱ������������ĽṸ���۶¡�
Ø ����Ⱦ���ܺã���������ר����������ĤԪ�����俹��Ⱦ�Ժã������ȶ�����ˮ�ʲ�����Խ�С��
Ø �����ʸߣ����˻����ʿ��Դﵽ85-90%���ϣ���ȷ����ɴﵽ���ߵĻ����ʡ�
9.2���ˮ�ʲ���
��Ƴ�ˮˮ��ָ�����£�
|
��Ŀ |
CODcr
(mg/L) |
BOD
(mg/) |
NH3-N
(mg/L) |
TN
(mg/L) |
SS
(mg/L) |
pH |
�絼��
(��s/cm) |
|
NF��ˮ |
200 |
40 |
25 |
50 |
5 |
6~9 |
��15000 |
9.3��������
��1����������
��2�� ����˵��
n ��ҺͶ�ӣ�����Һ��ɳɷݸ��ӣ����ڸ��ָơ�þ����������������Σ���Щ�������ν�������ϵͳ�����ڱ��������߱�Ũ��������Ũ�ȳ����������µ��ܽ��ʱ������Ĥ��������Ṹ����Ϊ��ֹ���νṸ���ڽ�������ǰ���ԭˮ����pHֵ���ڡ�
n �蹸��Ͷ�ӣ���ֹ��Ṹ���ڽ��뱣��������ǰͶ��һ�������蹸����
n ��ʽ���ˣ�Ϊ������˻����ʣ�ͬʱ�˷�Ĥ��Ⱦ����ʽ���˲���Ũ����ѭ��ģʽ��Ĥ�������Ũˮֱ�ӻص��������öεĽ��ڣ������ˮ���ϣ��Ӷ���֤Ĥ����������٣�����Ũˮ����Ũ��Һ����ϵͳ���������˲�ˮ���ʱֱ���ŷţ��������ʱ����ROԭˮ�ȴ�����RO��һ��������
n ��ˮ��ϴ��Ĥ��ij�ϴ��ÿ��ϵͳ�ر�ʱ���У���������������״̬����Ҫͣ��ʱ��һ�㶼��ȡ�ȳ�ϴ����ͣ��ģʽ��ϵͳ����ʱ�Զ�ͣ����Ҳִ�г�ϴ����ϴ����ҪĿ���Ƿ�ֹ����Һ�е���Ⱦ����ĤƬ���������
n CIP������ϴ����Ĥϵͳ�IJ�ˮ���½�������ѹ������ʱ��Ϊ����ĤƬ�����ܣ�Ĥ��Ӧ�ö��ڽ���CIP��ѧ��ϴ����ϴ����������ϴ���ͼ�����ϴ�����֣�������ϴ������Ҫ����������л������Ⱦ��������ϴ������Ҫ���������������Ⱦ��
*��ϴ��ʽ�����ñ�ݵ�������ϴ��ʽ��Ĥ��������ж������
*��ϴ����������ϴ����������ϴ����
|
��ϴ�� |
��Ⱦ������ |
|
��ϴ��AP�����ԣ� |
������ϴ��������̼��ơ����Ρ������壬�Լ������ε����������� |
|
��ϴ��CP�����ԣ� |
������ϴ��������֬������ֳ�ᡢ�л������� |
��Ĥͨ���½�ʱ����л�ѧ��ϴ����ѧ��ϴǰ��ִ�ж�ϴ�����Գ�ַ��ӻ�ѧ��ϴ������ϴЧ������ϴʱ���Ż��Զ��л�����ϴҺ������ϴ���н���ѭ����ֱ�������ϴ����ϴ��������ϴҺ���ص��ڳء���ϴʱ������ڲ����������趨��һ��Ϊ60~120���ӡ�
*��ϴ���ڣ���Ĥϵͳ��Һ��������10%~15%��Ĥ���������ѹ����������趨ֵʱ�������ϴ�������������ϴ�������£�
����ϴ�� 7-15�죬pH=11~12���¶�38��
��ϴ�� 14-30�죬pH=3~4���¶�38��
ע������ϸ��ϴ����������Ĥ�����ϴ�������ֲᡷ
|




