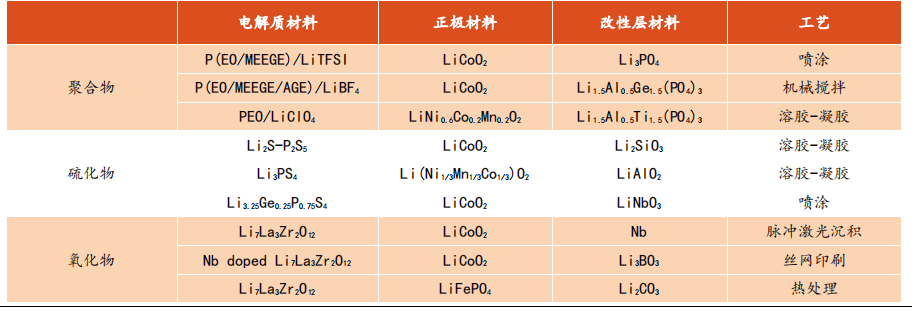
3、 为了解决界面膜问题需要对正极侧进行界面修饰,引入界面改性层。在生产工艺方面,溶胶-凝胶、喷涂等技术可以很好地实现均匀的界面改性层,有效地减轻界
面处的副反应。然而,过于复杂的操作和高昂的生产成本是其大规模生产的实际障碍。同时,简单的机械搅拌虽然不能提供理想的保护层,但同样可以在一定程度上改
善界面的稳定性,而且该方法制备简单、成本低廉,是界面改性的一种替代方法,具有很好的应用前景。
电解质/正极界面修饰改性方法
4、负极石墨体系仍将被广泛使用,新型负极应用有望扩大石墨负极短期仍将被广泛应用:在1975年人们已经发现石墨可以与熔融锂或压缩锂粉形成最大LiC6的锂
插层化合物,具有372mAh/g的理论容量。石墨负极在液态锂电池应用中有以下特点:
1)下一代硅负极应用有望扩大:硅负极室温最高嵌锂态Li15Si4理论比容量3,759mAh/g,400-500℃高温下Li22Si5理论比容量4,200mAh/g,超过石墨负极理论克容量372mAh/g的10倍;硅嵌锂电位低,可避免锂沉积,安全性高;硅自然储量丰富、获取途径广泛、成本较低,被公认为下一代先进负极材料。
2)要实现硅负极的大规模应用,要克服以下缺点:①硅是半导体,电子电导率和锂离子扩散系数低,嵌锂时体积膨胀明显,导致硅颗粒破裂从集流体上脱落,且伴随SEI重复生成,不断消耗锂离子,导致库伦效率低,电池容量持续衰减。固态电池体系可以较好的抑制硅负极的缺点,比如在硫化物体系中,电解质具有较高的离子电导率,可以有效促进硅负极极片中离子扩散,同时硫化物电解质具有优良的机械延展性,可以缓冲硅负极的体积变化在固态电池中硅负极应用有望扩大。
3)锂金属负极成为固态电池战略高地:金属锂因具有高比容量(3861mAh/g)、最低的电化学势(-3.04V 相对于标准氢电极)和较小的密度(0.534g/cm3),一直被认为是用于下一代高比能和可充电电池最理想的负极材料。但是金属锂负极所存在的固有问题几十年来一直阻碍它的实际应用,主要包括锂枝晶穿刺隔膜引起的短路、循环过程中体积变化带来的断路现象以及不稳定的SEI膜造成的性能衰减问题等。固态电解质的使用成为解决锂金属负极固有问题的可行策略。固态电解质一般具有较高的机械强度和较高的Li+迁移数,可以抑制锂枝晶生长,使用全固态电解质还可以避免使用液态电解液时存在的电解液泄漏、化学稳定性差、易燃等问题。
负极材料体系对比
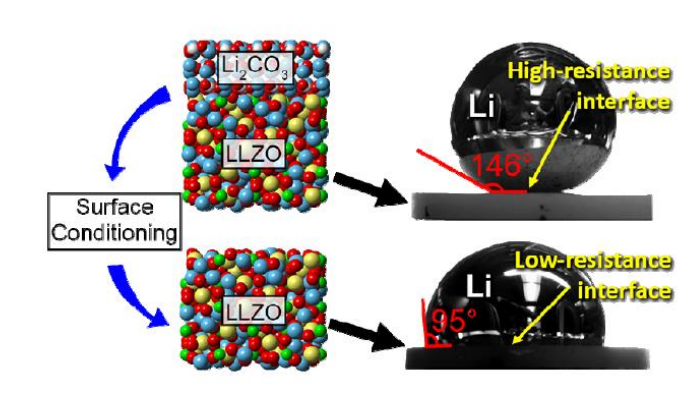
5、固态电解质与负极存在固-固界面问题。无论采用何种固体电解质,由此带来的界面问题对于电池性能的影响都至关重要。固态电池负极,电极与电解质之间的界面接触由固-液面接触变为固-固点接触,由于固相无润湿性,因此固-固界面将形成更高的界面电阻;为了解决这一问题,对于不同的固态电解质采用不同的方法。对于氧化物电解质使用熔融锂配合湿磨法或泡沫铜处理固-固界面问题。一般情况下经过高温烧结之后的陶瓷片表面含有Li2CO3杂质层,对熔融锂的浸润性较差。使用湿磨法将 Li2CO3杂质打磨掉,露出纯相Li7La3Zr2O12(LLZO)电解质表面,用熔融锂接触角实验来说明金属锂与LLZO陶瓷片的相容性,其熔融锂接触角由原来的140°减小到95°,明显改善了对锂的浸润性。此外,氧化后的泡沫铜具有浸润熔融锂的性质,将一片特定形状的泡沫铜氧化后置于陶瓷片上,熔融锂会沿着泡沫铜的形状浸润整个泡沫铜孔道和泡沫铜与LLZO电解质之间的界面,取下泡沫铜后熔融锂依旧浸润在陶瓷电解质表面。。
LLZO 对熔融锂的接触角测试
6、对于硫化物电解质以及聚合物电解质,采用置入人工固态电解质界面层方法。人工固态电解质界面层(SEI)具有良好的电子绝缘性和较低的离子迁移激活能,能够有效的降低电解质和锂金属的界面反应,促进锂金属的均匀沉积,起到保护固态电解质/锂金属界面层的作用。通过有无SEI膜的固态电池实验中可以得出,均匀的Li沉积和稳定的Li对称循环性能与所构筑的人工 SEI 保护层的存在密切的关系。
。
人工SEI保护层形成过程模拟
|