目前商业化的二次锂离子电池,大多采用液态电解质,注液工艺必不可少。注液工艺是指通过注液设备将电解液注入电芯内部并密封的过程。
1、 注液机概述
1.1 、注液设备的重要性:锂电池电解液作用就是正负极之间导通离子,担当锂离子传输介质的作用,相当于肺部的血液作为氧气和二氧化碳交换的介质,可见电解液在整个电池内部的重要性。通用的锂离子电池电解液由无机锂盐电解质、有机碳酸酯和添加剂组成,作为锂离子迁移和电荷传递的介质,是锂离子电池不可或缺的重要组成部分,是锂离子电池获得高电压、高能量密度、高循环性能等优点的基础。
1.2、考核电池注液的最主要参数:注液量、浸润效果(充分且均匀)、注液精度,这三点都是由注液机的性能来实现的,因此注液设备在锂电池生产流程中也是非常重要的,直接影响到电池性能。设备主要参数分别介绍如下:
①注液量:要考虑满足电池设计要求,能把指定量的电解液全部注入电池。
②浸润效果:把电解液均匀地浸润到电池极片内部,使得极片的电化学能力发挥到最佳,浸润效果不完整的电池其性能一致性也会受到影响。在最短的时间内来实现最好的浸润效果,是注液机工艺能力的最重要体现。
③注液精度:反映了电池电解液量的一致性,反映电池性能的一致性,也反映了注液机的性能和能力。
注液机除了要实现以上三点来满足需求,还要考虑用最佳的注液工艺,用最快的时间、尽量少的注液次数、尽量少的空间、尽量少的人工、尽量少的成本来达成要求。
1.3、 注液机原理:注液机注液的原理,就是在电池有限的内部容腔内(容腔内包括电芯以及未被充填的空间),通过一定的工艺方式(比如真空、压力、时间),把电解液注入容腔内,一部分电解液浸润到电芯(正负极极片、隔膜组成)内部,一部分占据未被充填的空间。全部注入电解液的量就是注液量。浸润到电芯内部的电解液越多,相对而言浸润效果就越好。把电解液浸润到电芯内部的时间越短,表面注液机的工艺能力越好。对于某个电池,实际注液量和设定要求的注液量的偏差,就是注液精度。对于同一批电池,注液量一致性越好,注液量越集中,注液重量的CPK值越大,就是注液机的整体性能越好。
1.4、注液机的种类
1)按电池种类分
①软包注液机。
②硬壳注液机,包括圆柱电池注液机、方形电池注液机。
2)按结构种类分
①直线式注液机,包括回字形结构注液机。
②转盘式注液机。
3)按注液工艺分
①真空注液机,一般指真空、常压呼吸式浸润方式。
②低压注液机,一般指加压静置时压力在0.3MPa以下,真空、压力交替循环的浸润方式。
③高压注液机,一般指加压压力在0.5~0.8MPa之间,真空、压力交替循环的浸润方式。高压能实现更好的注液、浸润效果,是目前注液机的发展方向。目前圆柱电池、方形铝壳电池(在等压方式的加持下)有一大部分是采用高压注液,软包电池还没采用高压注液。
④超高压注液机,目前市面上还没有明确量产的超高压注液机,未来有更高静置压力的注液机,把加压压力在1~2MPa之间的注液机,称之为超高压注液机。未来对于更高能量密度的电池,有机会用上超高压注液机,这样注液后应该会减少后期的静置搁置时间。
4)按加压方式分
①差压注液机,一般指加压静置时,只对电池内部容腔加正压,电池内部和外壳外部存在压差,故称之为差压注液或差压静置。特别指出的是,对于方形硬壳电池,因为防爆膜以及方形外壳容易变形,差压注液机通常是低压注液机;对于圆柱电池比如钢壳18650/26650电池,差压注液机既可以是低压注液机,也可以是高压注液机。图1为高压-真空循环式注液原理示意图。
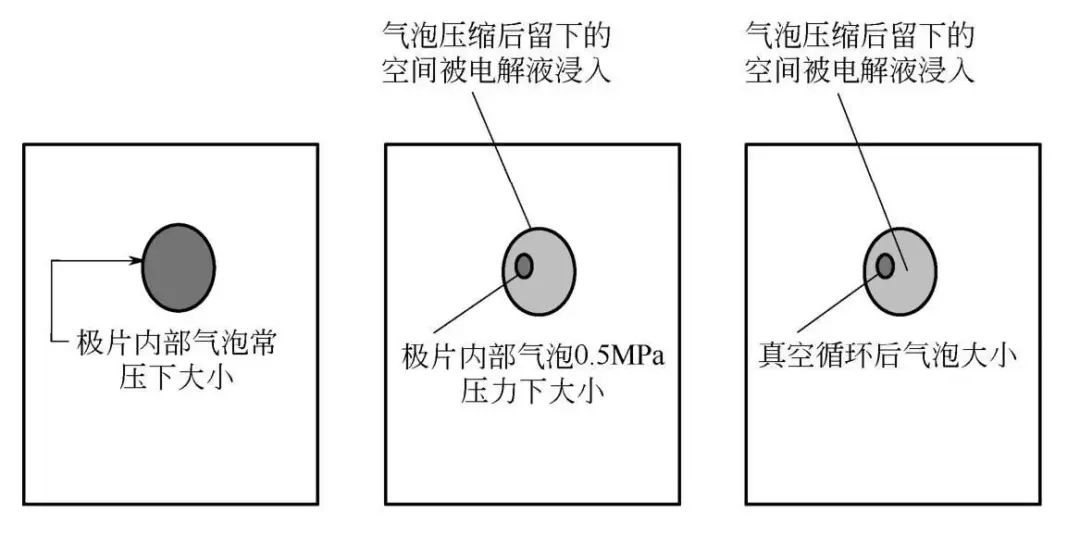
图1 高压-真空循环式注液原理示意图
②等压注液机,一般指加压静置时,对电池内部容腔以及电池外部同时加正压,电池内部和外壳外部不存在压差或压差很小,故称之为等压注液或等压静置。就其逻辑关系来说,高压是目的,等压是实现高压的手段,如果没有压力的存在,等压是不具有意义的。等压注液机使得方形铝壳电池也能实现高压注液。软包电池也可以采用高压等压注液方式。图2为常压-真空循环式注液原理示意图。
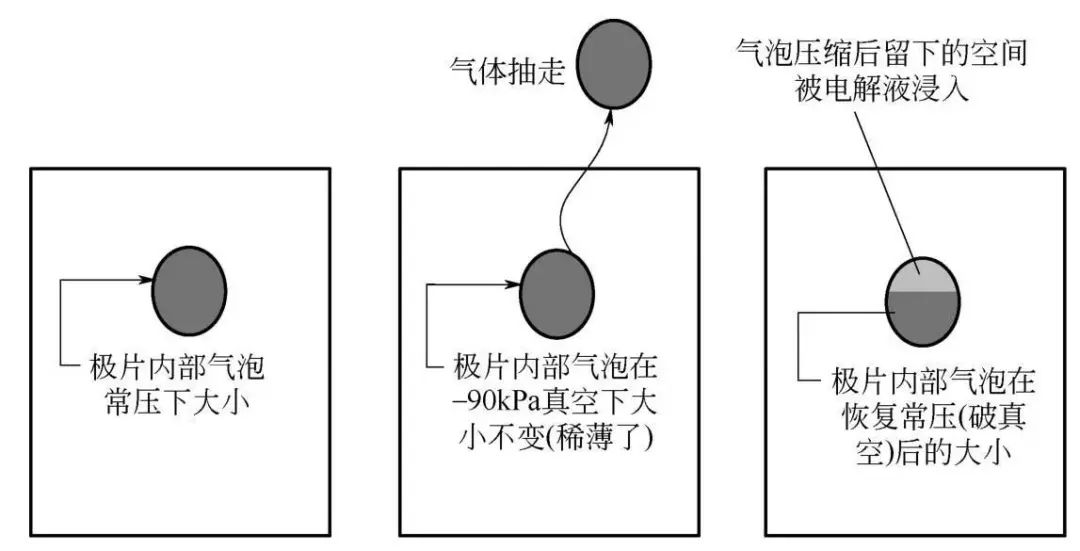
图2 常压-真空循环式注液原理示意图
1.4 、注液机功能
①方形铝壳动力电池一次注液机包含以下功能:
a.上料:人工方式、机械手自动方式。
b.读码:条形码或二维码。
c.前称重:条码和重量绑定,数据计入MES系统。
d.装盘:电池放进托盘、托架定位。
e.测漏:检测注液嘴是否密封。
f.注液:通过注液泵。
g.静置,真空、压力循环方式:高压方式,低压方式,等压方式。
h.出托盘:电池移出托盘。
i.后称重:条码和重量绑定,数据计入MES系统。
j.密封注液孔:插入过程胶钉。
k.出料。
②方形铝壳动力电池二次注液机包含以下功能:
a.上料:人工方式、机械手自动方式。
b.读码:条形码或二维码。
c.前称重:条码和重量绑定,数据计入MES系统,计算出二次注液的注液量(变量注液)。
d.装盘:电池放进托盘、托架定位。
e.测漏:检测注液嘴是否密封。
f.注液:通过变量注液泵进行变量注液。
g.静置,真空、压力循环方式:高压方式,低压方式,等压方式。
h.出托盘:电池移出托盘。
i.后称重:条码和重量绑定,数据计入MES系统。
j.抽真空回氦:负压回氦,插入密封胶钉。
k.密封注液孔:插入过程胶钉。
l.出料。
③圆柱18650/21700/26650(先注液后焊盖帽)注液机一般包含以下功能:
a.上料:一般自动上料方式。
b.前称重:条码和重量绑定,数据计入MES系统,计算出二次注液的注液量(变量注液)。
c.装盘:电池放进托盘、托架定位。
d.测漏:检测注液嘴是否密封。
e.注液:通过注液泵。
f.静置,真空、压力循环方式:高压方式,低压方式,等压方式。
g.出托盘:电池移出托盘。
h.后称重:NG排出。
i.出料。
④圆柱18650/21700/26650(先焊盖帽后注液)注液机一般包含以下功能:
a.上料:一般自动上料方式。
b.找正盖帽方向。
c.前称重:条码和质量绑定,数据计入MES系统,计算出二次注液的注液量(变量注液)。
d.装盘:电池放进托盘、托架定位。
e.分次注液:通过注液泵,一般5~6次注液。
f.分次静置,真空、压力循环方式:高压方式,低压方式,真空方式。
g.出托盘:电池移出托盘。
h.后称重:NG排出。
i.找正盖帽方向、折极耳。
j.把盖帽压平。
k.出料。
⑤软包电池注液机一般包含以下功能:
a.上料:人工方式、机械手自动方式。
b.读码:条形码或二维码。
c.前称重:条码和重量绑定,数据计入MES系统。
d.装盘:电池放进托盘、托架定位。
e.测漏:检测注液嘴是否密封。
f.注液:通过注液泵。
g.静置:一般是真空、常压静置循环方式。
h.出托盘:电池移出托盘。
i.后称重:条码和重量绑定,数据计入MES系统。
j.密封注液孔:热封方式。
k.出料。
⑥圆柱大铝壳一次注液机一般包含以下功能:
a.上料:人工方式、机械手自动方式。
b.读码:条形码或二维码。
c.前称重:条码和重量绑定,数据计入MES系统。
d.旋转找正注液孔:一般通过CCD识别方式。
e.装盘:电池放进托盘、托架定位。
f.测漏:检测注液嘴是否密封。
g.注液:通过注液泵。
h.静置,真空、压力循环方式:高压方式,等压方式。
i.出托盘:电池移出托盘。
j.后称重:条码和重量绑定,数据计入MES系统。
k.密封注液孔:插入过程胶钉。
l.出料。
⑦圆柱大铝壳二次注液机一般包含以下功能:
a.上料:人工方式、机械手自动方式。
b.读码:条形码或二维码。
c.前称重:条码和重量绑定,数据计入MES系统,计算出二次注液的注液量(变量注液)。
d.旋转找正注液孔:一般通过CCD方式。
e.装盘:电池放进托盘、托架定位。
f.测漏:检测注液嘴是否密封。
g.注液:通过注液泵。
h.静置,真空、压力循环方式:高压-等压方式或差压方式。
i.出托盘:电池移出托盘。
j.后称重:条码和重量绑定,数据计入MES系统。
k.密封注液孔:插入过程胶钉。
l.擦拭注液孔。
m.出料。
1.5、 性能指标
1)注液效率
①圆柱电池注液机效率:
a.18650/21700/26650(先注液后焊盖帽)电池的效率:分为80PPM、120PPM、200PPM、300PPM。
b.18650/21700/26650(先焊盖帽后注液)电池的效率:分为80PPM、120PPM。
c.圆柱大铝壳电池(外径32~50mm,高度80~273mm)的效率:目前量产是50PPM、72PPM,未来可能达到100PPM或更高。
d.圆柱大钢壳电池(外径32~26mm,高度80~160mm)的效率:目前量产线是60PPM、120PPM,未来达到200PPM或更高,46800如果是钢壳敞口结构注液,量产线效率应该可以考虑在80PPM、120PPM、160PPM、200PPM的梯次范围。
②电池铝壳动力电池注液机效率:
a.26148电池效率:通常在12~24PPM,未来会在24~60PPM区间;
b.50160电池效率:通常在12~24PPM,未来会在24~60PPM区间;
c.33230电池效率:通常在12~24PPM,未来会在24~48PPM区间。
③软包动力电池注液机效率:软包动力电池:效率一般在6~24PPM。
④软包3C电池注液机:软包3C电池效率:小软包注液机效率一般在12~24PPM。
2)注液精度
a.软包电池的注液精度:一般情况下0.5%。
b.18650电池注液精度:一般为±0.1g,考虑到称重系统本身的偏差,称重软件的设定偏差一般为±0.15g。
c.26650电池注液精度:一般为±0.12g,考虑到称重系统本身的偏差,称重软件的设定偏差一般为±0.18g。
d.圆柱大铝壳32130电池一次注液:一般为±1g。
e.圆柱大铝壳32130电池二次注液:一般为±1g。
f.方形动力电池一次注液机注液精度:一般为0.5%~1%。
g.方形动力电池二次注液机注液精度:一般为0.5%~1%。

|




