
2.6、 预点焊接机
1)设备主要功能:预点焊接机设备布局如图36所示。
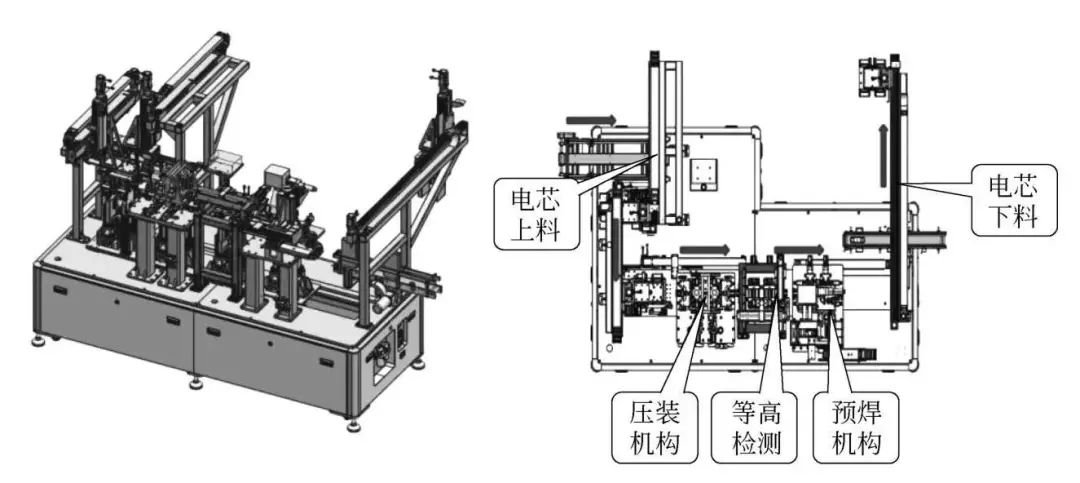
图36 预点焊接机设备布局
2)预点焊接机设备用于方形铝壳与盖板的预点焊接。设备主要功能包括:电池自动上料和扫码、压装、等高检测、激光焊接、电池下料、信息绑定上传(MES)等。
①设备主要技术参数。
设备的外形尺寸:3000mm×1800mm×2500mm。
设备良率:≥99.8%(仅指由设备原因造成的不良)。
设备稼动率:≥99%(仅指由设备原因造成的故障)。
Hi-pot测试:测试时间0.5~5s,时间在1~100s可调,品牌为日置,精确度±5%;正负极间测试电压(直流电)100V,范围(直流电)0~500V,50V挡位。
定位偏差:0.5mm。
机构运行重复精度:偏差≤±0.05mm。
②其工艺流程图(图37)。
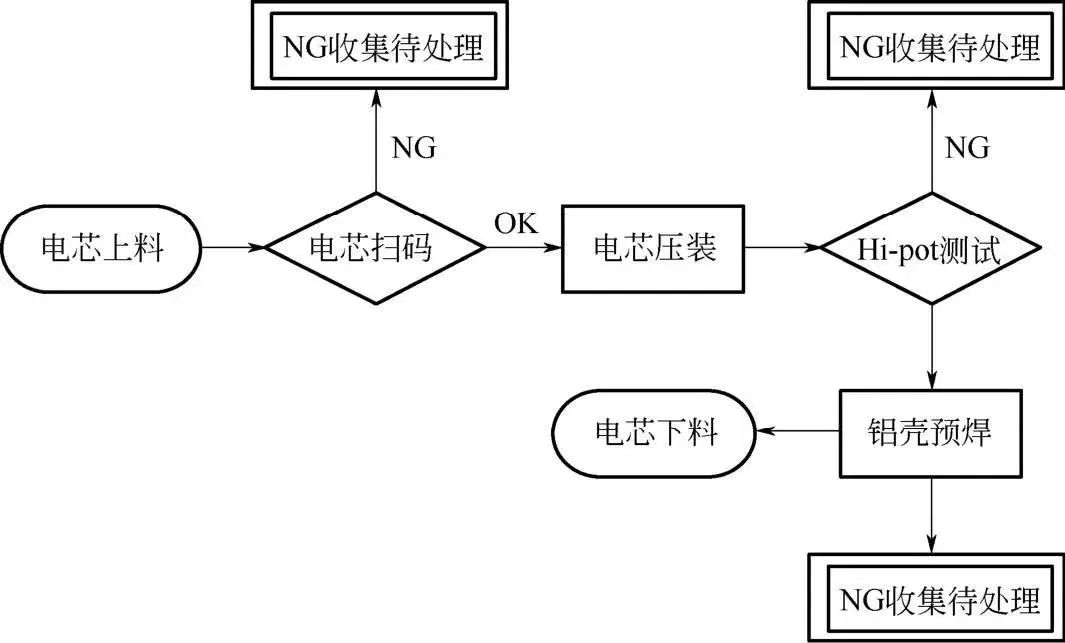
图37 预点焊接机设备工艺流程图
3)关键结构从图36预点焊接机设备布局图中可知,电芯整形预压机构、台阶和短路测试模块、压紧机构和预焊机构、合盖压装机构等比较关键,对整个装配出来的半成品有至关重要的作用,选取其中几个机构做详细的介绍说明。
①电芯整形预压机构(2套,图38)。
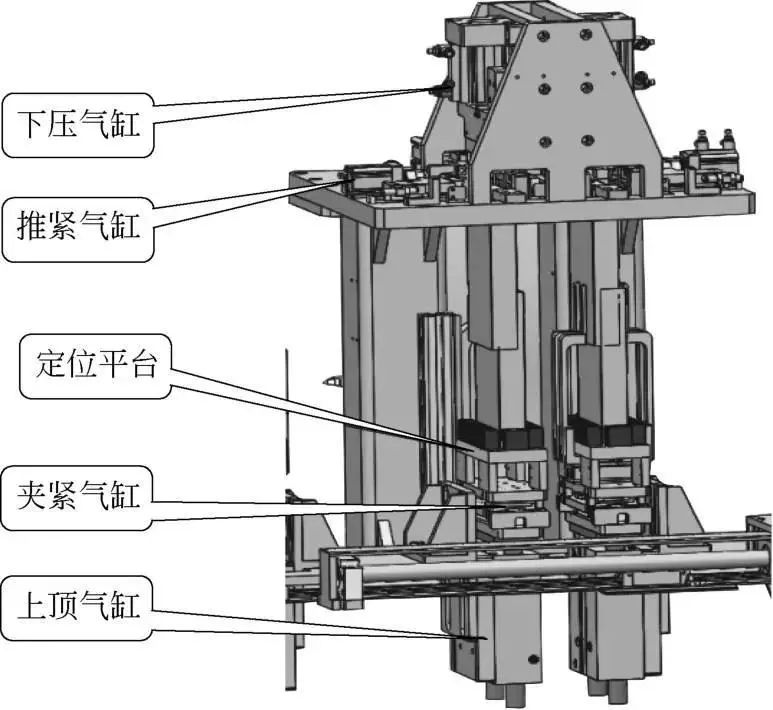
图38 电芯整形预压机构
a.功能:对入壳后的电芯进行顶盖整形压装。
b.主要零部件:定位组件、升降预压装组件等。
c.要求:可预设压力上限,超限报警停止,防止压坏电芯和外壳;压力调节范围为200~1000N;压装后顶盖无破损掉料,壳口四周无翻边、毛刺、划痕;压装模块化设计,换型简单方便。
②合盖压装机构(图39)。
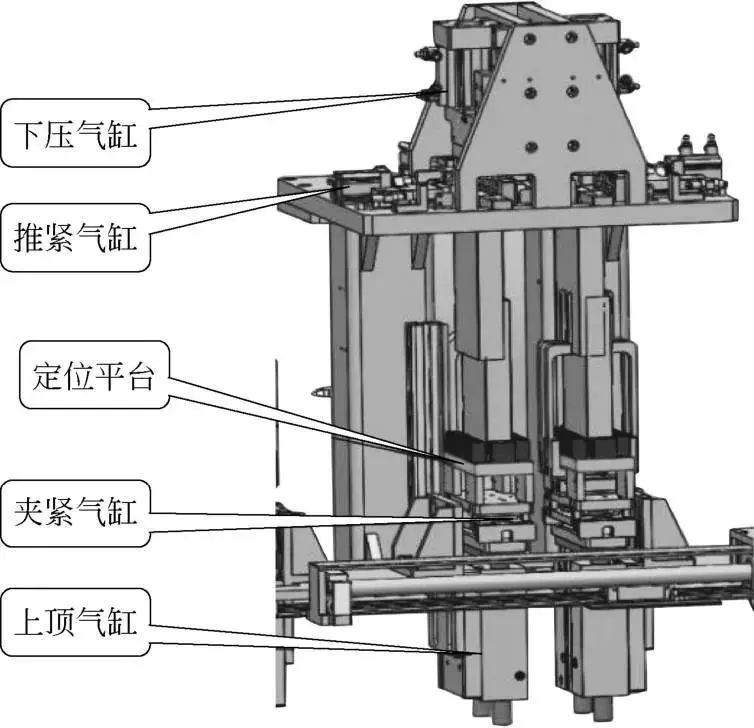
图39 合盖压装机构
*合盖压装机构具体的动作流程:
a.夹紧气缸动作:夹紧电芯,同时上顶气缸将电芯顶升至装配位。
b.对中气缸动作:夹紧电芯,对中定位,同时夹紧气缸松开。
c.推紧气缸动作:将壳体和盖板夹在压装模具内,且保持台阶在0.20mm以内;模具内尺寸为正公差,光洁度高,使壳体和盖板在内可流畅滑动。
d.吸盘组件动作:吸住壳体,并向外侧拉动,防止壳体大面内凹。
e.下压气缸动作:通过压装模具的导向,将盖板压入壳体,同时设有机械限位,防止盖板过度压入。
f.每个气缸均行程可调,关键部分设有液压缓冲和微调限位。
③预焊机构(图40)。
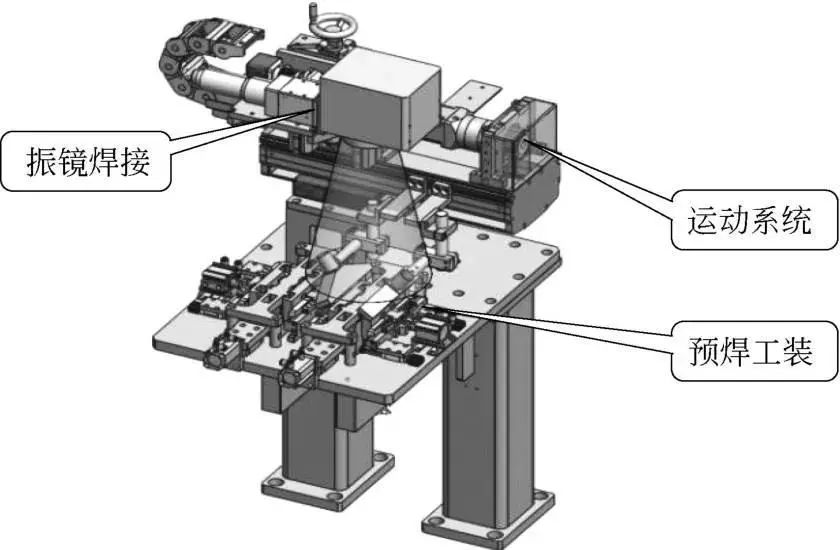
图40 预焊机构
*预焊机构主要由运动系统和预焊工装组成。
a.功能:激光聚焦,离焦量测量,焊接吹保护气,运动机构拖动激光头扫描焊接轨迹。
b.主要零部件:移动机构X和Y轴采用伺服电机、激光焊接机等;台阶检测传感器用2D轮廓仪,台阶检测精度±0.02mm,台阶小于0.2mm。
 |




