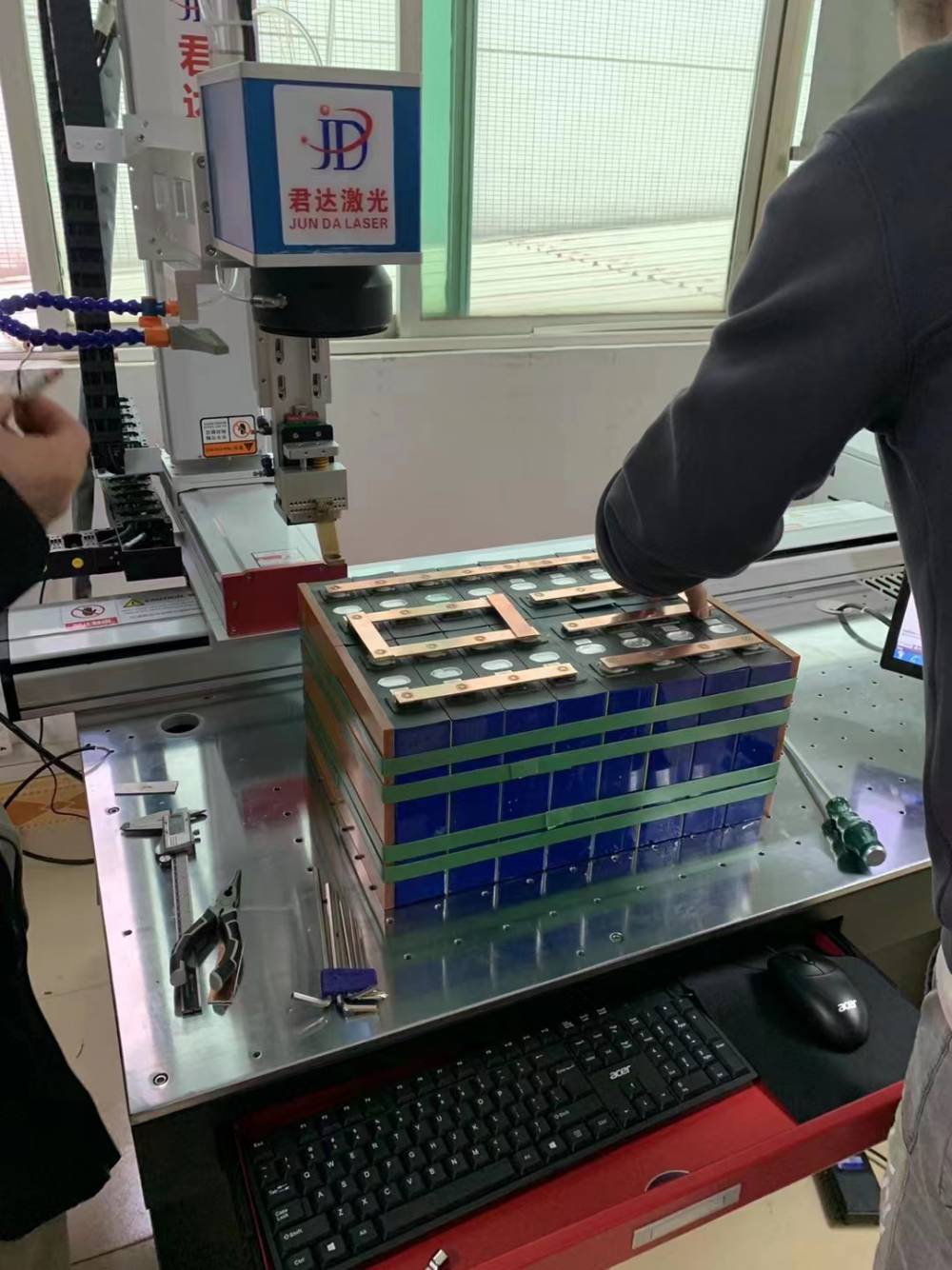
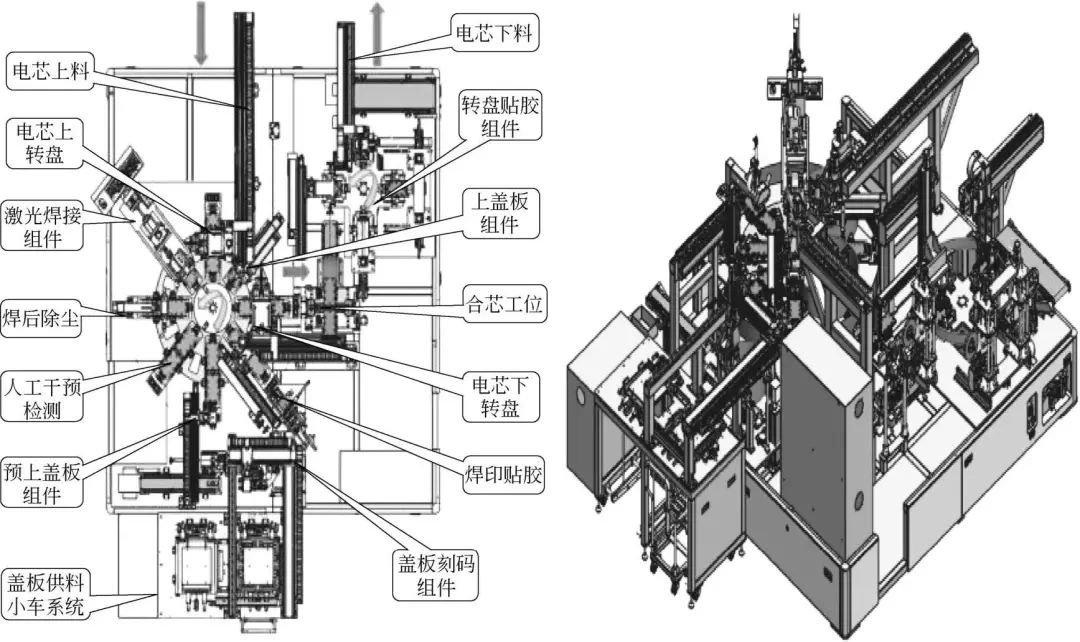
图16 转接片激光焊接机
设备尺寸:长×宽×高=2800mm×3800mm×2300mm。
外观:受力底架采用方通焊接结构,上部密封框架采用铝合金型材结构,用有机玻璃进行密封。
操作界面:设备设有独立操作的触摸屏,所有设备的触摸屏全部采用嵌入式。
本设备是自动生产线,详细工艺流程图如图17所示。
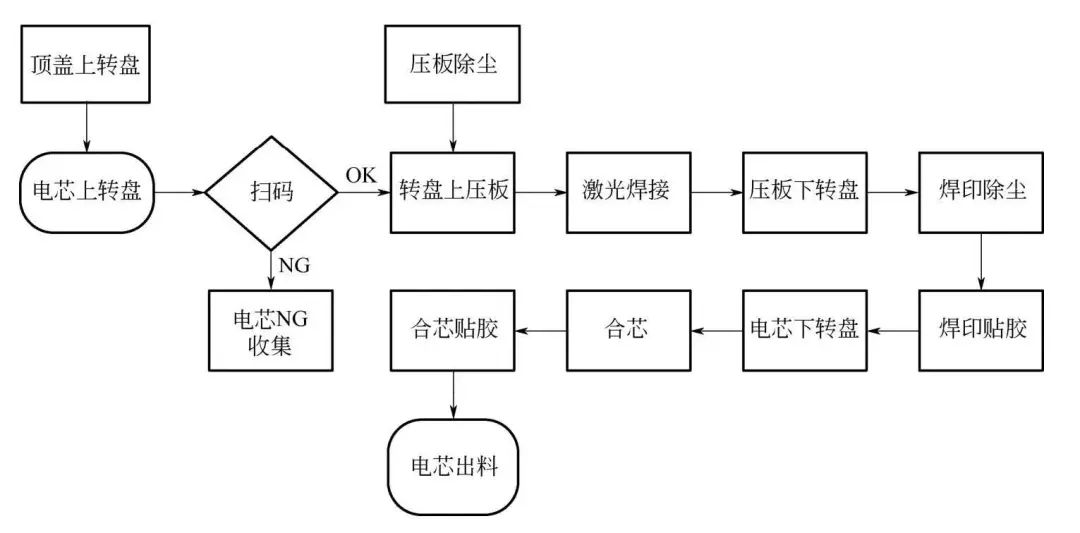
图17 转接片激光焊接机设备工艺流程
2)关键结构:从图16中可知,盖板供料机构、上盖板组件、激光焊接模块、激光焊接后除尘机构、焊印贴胶组件等比较关键,对整个装配出来的半成品有至关重要的作用,选取其中几个机构做详细的介绍说明。
①盖板供料机构(图18)。
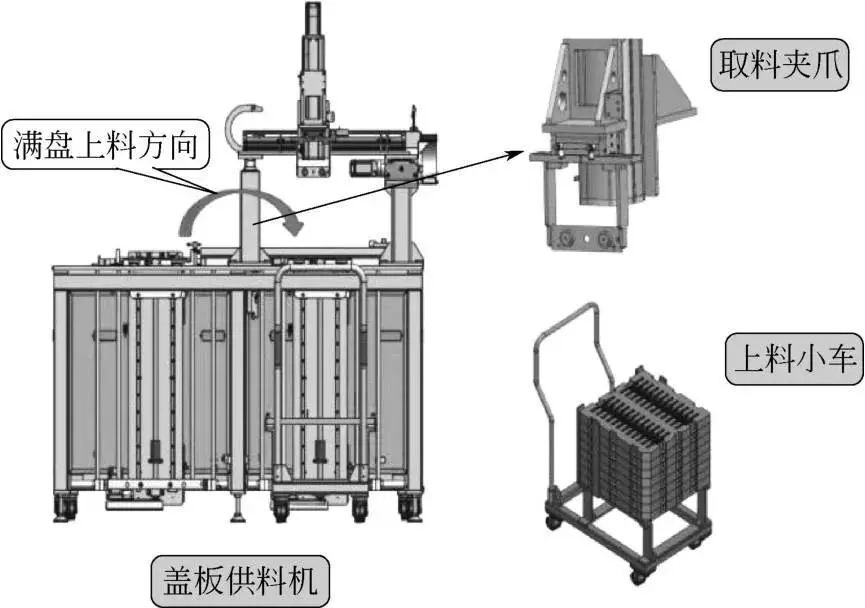
图18 盖板供料机构
a.功能:实现盖板的供料,具有托盘的定位、转移等功能。
b.主要零部件:升降机构、托盘定位机构、小推车等。
c.要求:一次上料,满足设备正常生产30min;上料小推车,一用一备,下料小推车3PCS;托盘二次定位精度≤0.1mm。
②上盖板组件(图19)。
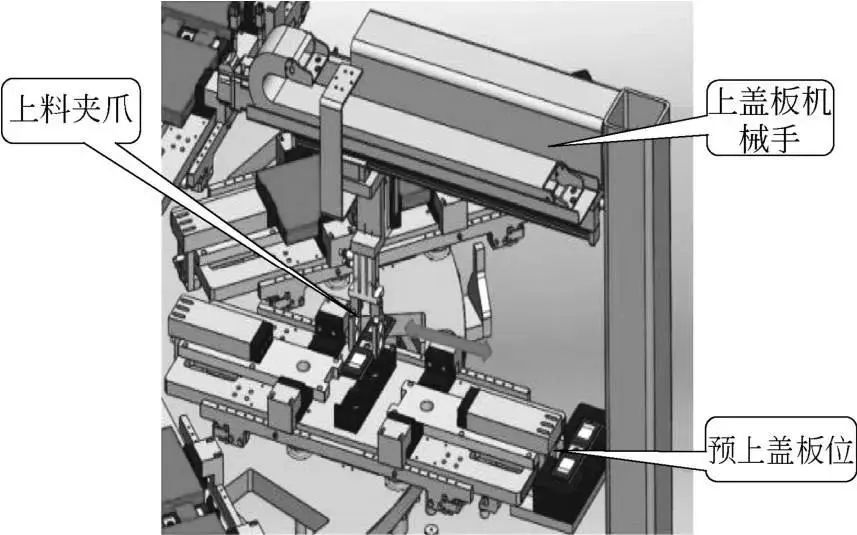
图19 上盖板组件
a.功能:将刻码后的盖板抓取至转盘上。
b.主要零部件:平移同步带模组、升降丝杆模组、抓取夹爪等。
c.要求:抓取可靠,无掉料或夹伤物料,机构运行重复精度≤±0.05mm,机械手柔性设计,与产品接触的机械手等部位使用非属材质。
③激光焊接模块(图20)。
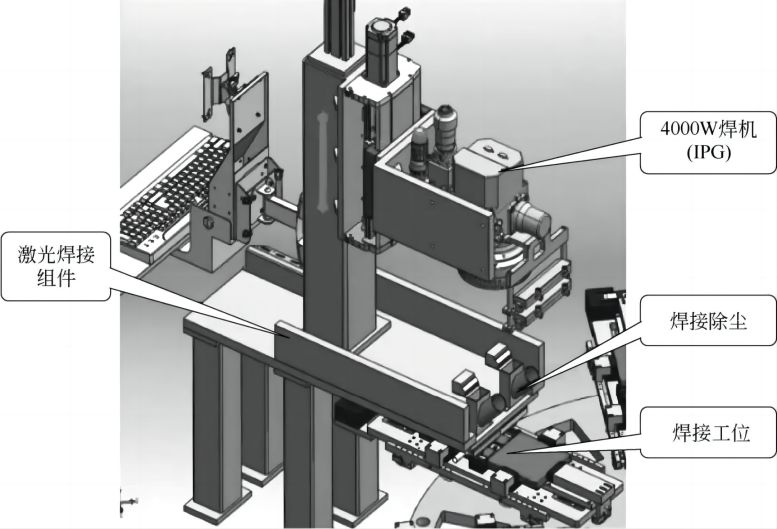
图20 激光焊接模块
a.功能:通过激光焊接机把盖板和极耳焊接在一起。
b.主要零部件:焊接平台、电芯载具等。
④激光焊接后除尘机构(图21)。升降气缸下降,将焊接区域覆盖,形成密封空间,进行抽尘。吸尘风速≥1, , 2m/s,风速在最大范围内, 无级可调。
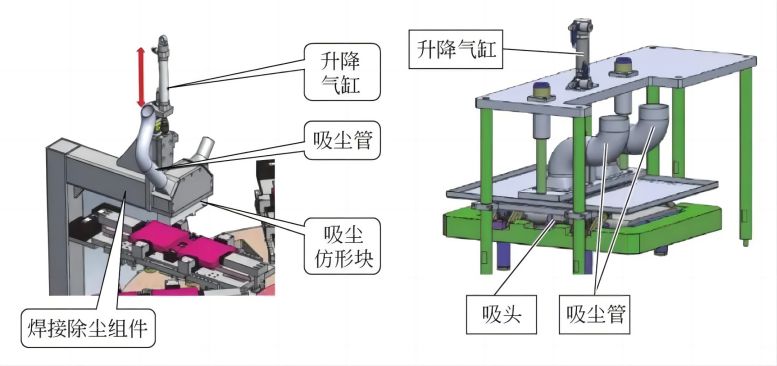
图21 激光焊接后除尘机构
a.主要零部件:升降气缸、旋转电机、吸尘口等。
b.动作流程:夹具移动到除尘工位;气缸下降,电机旋转进行除尘。
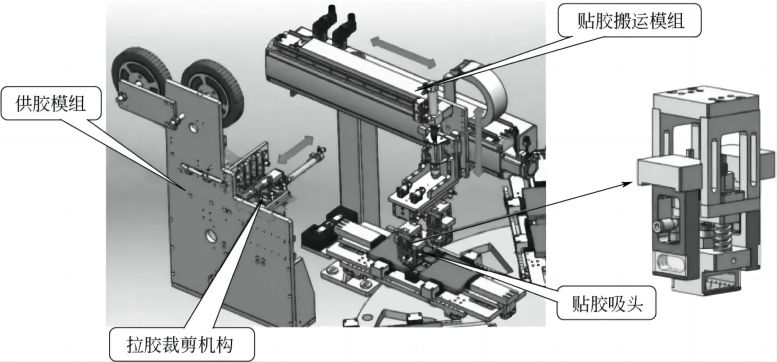
⑤焊印贴胶组件(图22)。