
*超声波焊接环线示意图如图11所示。
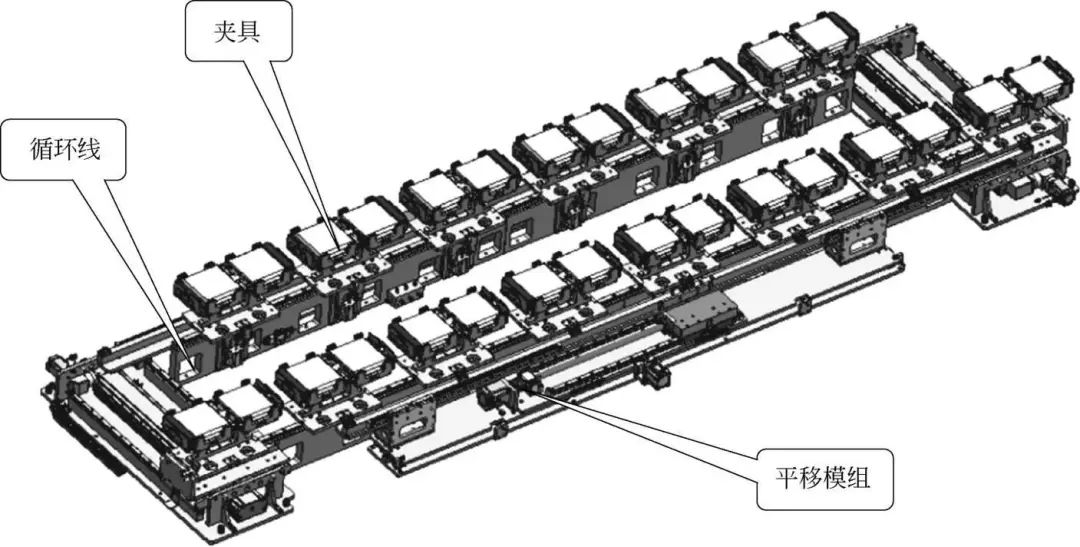
图11 超声波焊接环线示意图
③转接片、保护片上料模块(图12)。
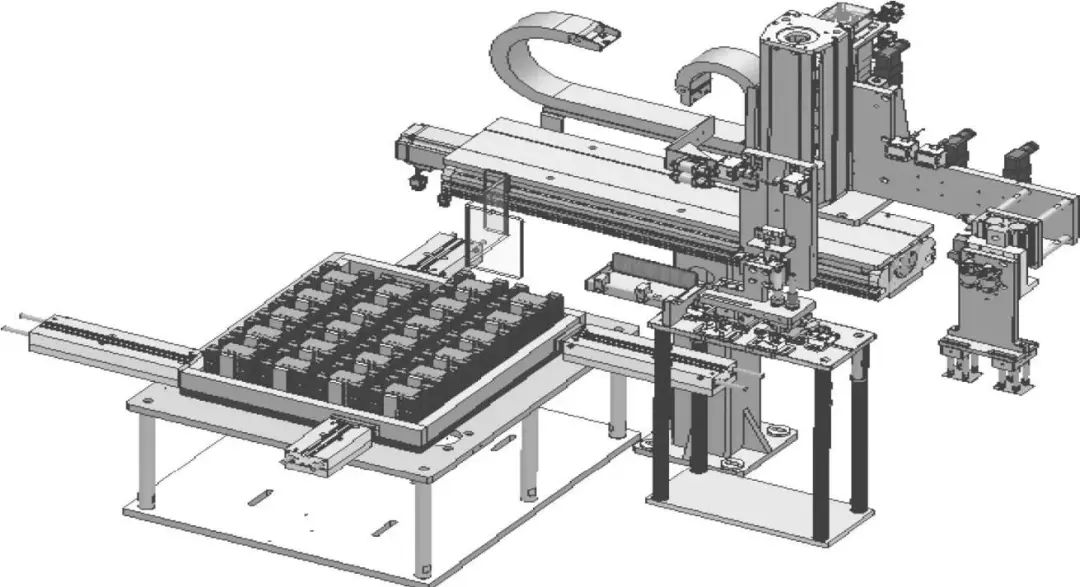
图12 转接片、保护片上料模块示意图
a.铜铝转接片上料有防呆措施或极性检测功能,防止人工放错、放反。
b.连接片的上料有毛刷防止吸不上及吸多片,有吹气和吸盘抖动功能,有吸多片检测,设有存放吸多片的废料装置。
c.保护片托盘备料:人工上料至弹夹备料,取料吸嘴每次取走一组保护片,上料端的保护片原料全部用完,转盘(或移动模组)转动到下一个位置,实现转接片不停机供应。
d.主要零部件:伺服电机、丝杆、气缸、吸盘等。
e.转接片托盘备料:取料吸嘴每次取走一组转接片,上料端的转接片原料全部用完,托盘转动到下一个位置,实现转接片不停机供应。
f.一次上料可生产40min。
④保护片盖板上下料模块(图13)。
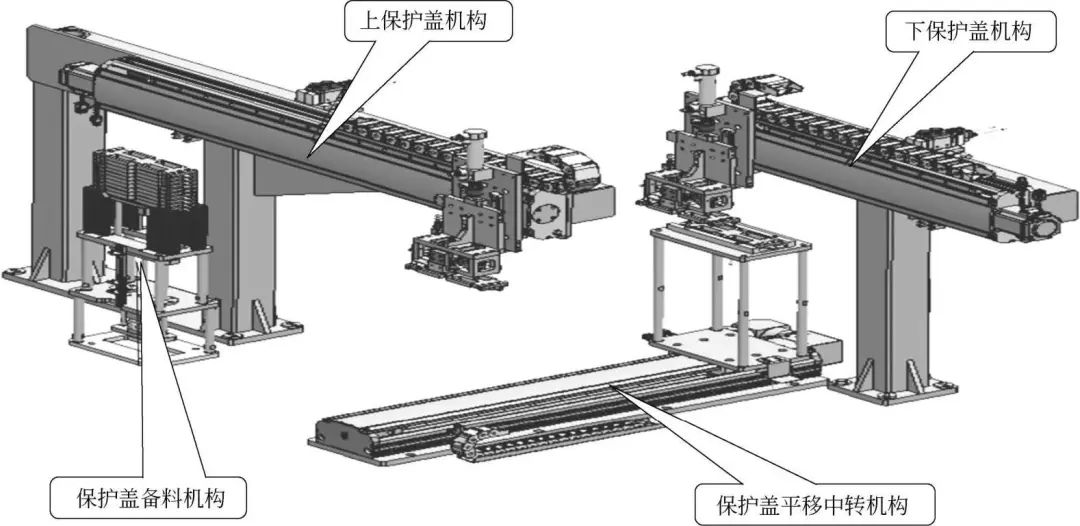
图13 保护片盖板上下料模块
a.主要零部件:伺服电机、丝杆、气缸、导轨等。
b.动作流程:初始状态时,人工将保护盖放入上保护盖备料机构,上保护盖机构抓取一组保护盖移至上保护盖工位,直到所有保护盖板在线体上循环;下保护盖时,下保护盖机构从循环线体2夹具上取下保护盖,平台移动将保护盖放到保护盖中转机构,中转机构移动至上保护盖位,上保护盖机构将保护盖取到循环线体1对应夹具内。
c.一次上料可生产40min。
⑤超声波正、负极焊接模块(图14)。
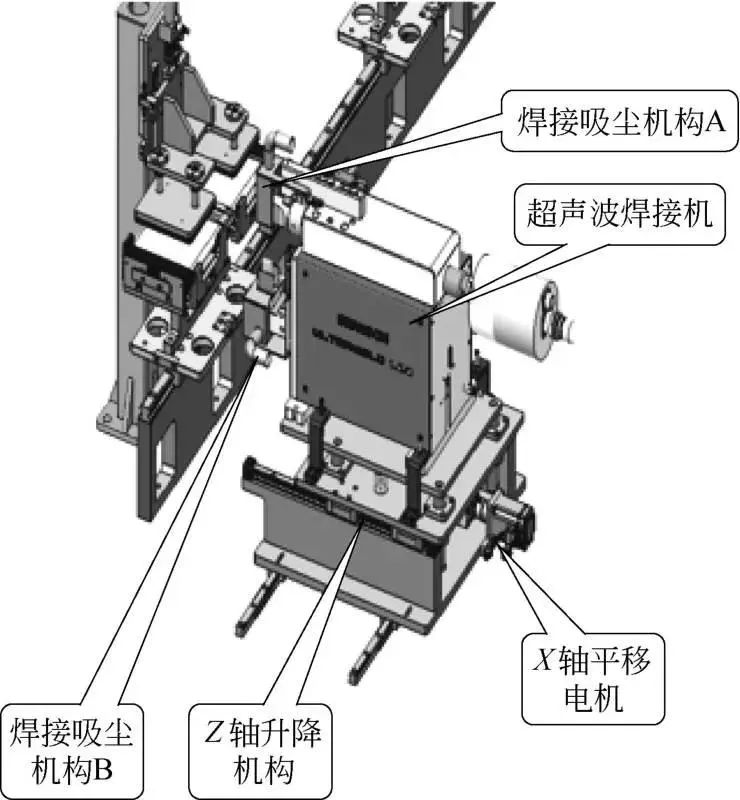
图14 超声波正、负极焊接模块
a.主要零部件:平台、超声波焊接机、气缸等。
b.动作流程:夹具循环定位后,Z轴升降气缸上升,超声波上焊头下降,完成焊接;X轴、Y轴平移用伺服电机来调节焊机位置和换型,X轴、Y轴行程保证换型尺寸要求。
⑥焊印压平模块(图15)。该模块要求保护片不翘起,极耳不弯折,压块使用耐磨材料聚醚醚酮(PEEK)。
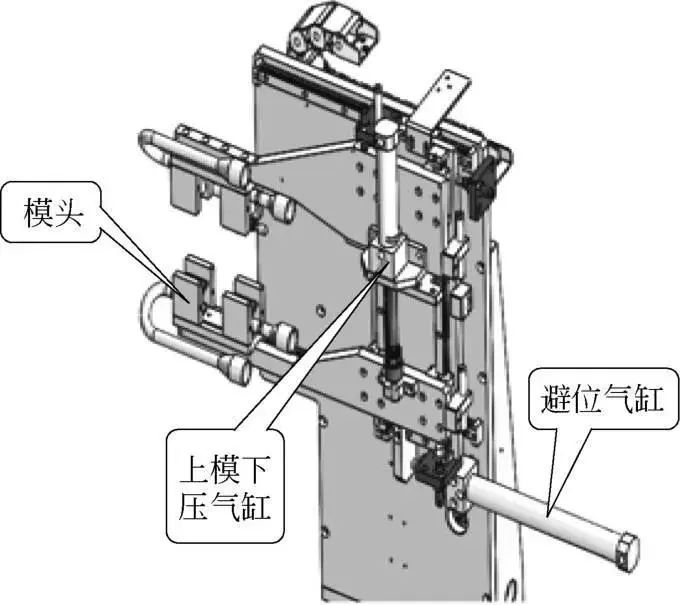
图15 焊印压平模块
a.主要零部件:滑轨、气缸等。
b.动作流程:待循环线体上的夹具到位后,避位气缸驱动上下模前伸,接着下模上顶,上模下压,整平焊印。随后,上模上移,下模下移,避位气缸驱动上下模缩回避位线体夹具。

(末完、待续)
|




