
3、 分切设备的选择与应用案例
1)设备选择:分切机选用考虑分切精度、分切装机精度和刀模调整范围等。
2)应用案例:以朝阳机械制造有限公司分切机ZY750-C600-C50为例,其为极片来料宽度≤750mm,收放卷直径为ϕ600mm,最窄分切宽度30mm,带CCD检测系统设备运行速度50m/min的C型全自动锂电分切设备。CCD检测系统用于检测极片的破损、褶皱等问题。
4、分切设备使用与维护
1)分切机的使用:以某公司65型分切机为例,介绍分切机的使用。图6为系统主界面,单击“进入系统”进入该系统,其操作按钮界面如图7所示,各功能按钮说明如下。

图6 分切机控制系统主界面
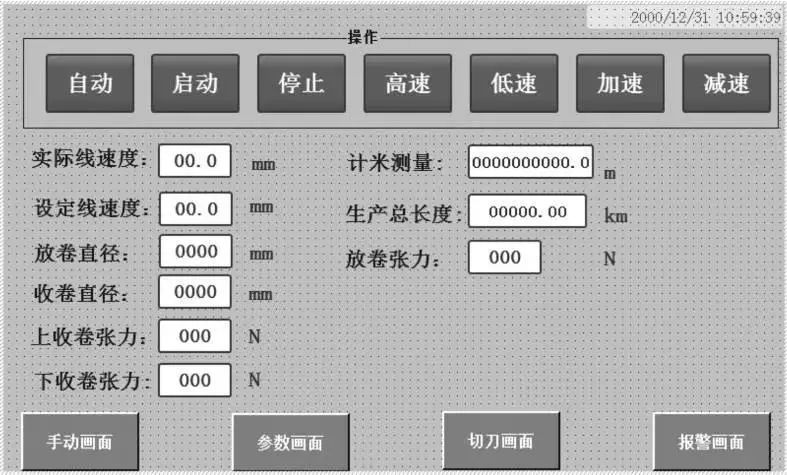
图7 操作按钮界面
计米测量:设备自动运行状态下生产的长度,此长度可清零。
生产总长度:设备自动运行状态下累计长度,不可清零。
设定线速度:用户通过HMI(或速度调节器)设定的当前运行速度。
实际线速度:设备当前运行的实时速度显示。
速度+:每按1次当前速度增加1m/min(增加值可设定)。
速度-:每按1次当前速度减小1m/min(减小值可设定)。
放卷张力:设备通过放卷张力传感器检测的放卷实时张力。
收卷直径:设备的实时收卷直径。
上收卷张力:设备上层收卷的实时张力。
下收卷张力:设备下层收卷的实时张力。
参数画面:进入参数画面,设置牵引速度、放卷张力和收卷张力值、牵引力矩等参数。
切刀画面:进入切刀画面,设置切刀使用长度,各长度值清零,确定是否启用该切刀等。
手动:进入手动调试操作画面,手动控制放卷、收卷、毛刷和刀模的启停等。
自动:选择自动模式。
启动:全线启动(自动模式下有效)。
停止:全线停止(自动模式下有效)。
高速:以高速运行设备。
低速:以低速运行设备。
2)分切机的安装调试:分切机操作分为张力调节、EPC纠偏调节和收卷电气比例阀调试三个环节,其中电气比例阀调试较为关键,其操作步骤如下。
①按接线要求接通24V电源。
②给比例阀通压缩空气,进气压范围在0.5~0.65MPa。
③按“解锁(UNLOCK)”或“上锁(LOCK)”大于3s,指示灯闪烁。
④间断按SET键,分别显示GL.9/F01/F02(F01=下限,F02=上限)。
⑤当F01与数字闪烁显示时,按下降或上升键,数字下降或上升,一般F01=0.15~0.25。
⑥当F02与数字闪烁显示时,按下降或上升键,数字下降或上升,一般F02=0.45~0.50。
⑦调试完成后按SET键。
3)分切机的操作注意事项和维护
①操作人员必须先培训再上岗,必须熟知分切机的使用方法、设备的性能及一般的维修方法。非本工种人员不得随意操作。
②做好开机前的劳动防护,备好操作的一些辅助工具和材料(调刀工具,作业要求的纸箱、纸管、裁纸刀、胶带等)并放在机台的合适位置。
③确保设备在安全状态下,打开电气开关,检查电路是否缺相以及气路是否畅通,试运行机器,查看电气、气动和机械设备是否运行正常。
④检查机械的防护设施是否完善。操作过程中要防止压伤、划伤或带进转动的齿轮、链条和滚筒等。
⑤调刀:根据作业要求调整准确的刀距,注意刀口的方向。必要时要把底刀取下重新排刀,刀有豁口或不锋利要及时修理更换。
⑥查看静电消除设施及机台地线的连接,保证操作时材料静电得到消除。把机台下铺好废纸,防止灰尘吸附。
⑦上料时注意安全。把材料推到合适位置进行充气,注意材料的转动方向,不可上反。
⑧穿带和对边:把材料按设备设定的方向从放卷穿到收卷,并调整纠偏位置进行对边,切边时要保证成品两边都有胶水,上料时要注意纠偏行程。要上到纠偏行程的中间,运行时要注意纠偏一边,超过行程时出现切不到边要即处理。
⑨在收卷轴上穿上作业要求的纸管,对齐材料。需要贴双面胶的必须贴好双面胶,调整好合适的收卷张力和放卷张力,进行切边收卷。
⑩在收卷过程中要严格检验产品质量,不可把次品或废品和其他脏物或边条卷进产品,同时严格控制长度。
⑪停机后要关掉电源和气源,并对机器进行必要的清洗维护,过渡辊尽量不要用刀刮,设备上胶水要用溶剂擦拭干净。
⑫作业中遇到问题,停机处理,无法停机处理的一定要减速谨慎处理。

|




