
2.2、 分切设备的关键结构:分切设备关键机构主要有收放卷的恒张力控制机构、滑差轴机构和纠偏机构等。
1)恒张力控制结构
①恒张力控制原理。对于分切极片收放卷过程中,放卷卷径减小,收卷卷径增大,卷径的变化在电机恒转速控制条件下张力会不断变化,可能导致张力过小材料褶皱或者张力过大拉断。为避免这种问题,材料在收放过程中恒张力是必要的,恒张力控制的实质是在张力不变的情况下,调整电机的输出转矩随卷径变化而变化。电机转矩控制通过变频器和三相异步电机实现,台达V系列变频器提供了三路模拟量输进端口:AUI、AVI、ACI。这三路模拟量输进端口能够定义为多种功能,一路作为转矩给定,另外一路作为速度限制。0~10V对应变频器输出0至电机额定转矩,这样通过调整0~10V的电压就能够完成恒张力控制。
②张力与转矩的计算。由图2动力学分析得:
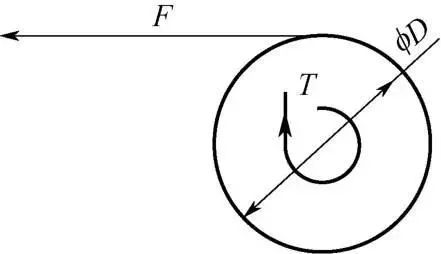
图2 张力与转矩的计算
*FD/2=Ti ; 式中 F――张力;D――卷径;T――电机转矩;i――减速比。
*电机额定转矩表达式为:T=9550P/n ; 式中 T――电机的额定转矩,N・m;P――电机的额定功率,kW;n――电机的额定转速,r/min。
③电机同步转速计算。由于已知变频器工作在低频时,分切机交流异步电机的特性不好,激活转矩低而且分线性,因此在收卷的整个过程中要尽量避免收卷电机工作在2Hz以下。因此收卷电机有个速度的限制。对于4级电机,其同步转速计算如下:
n=60f/p=60×2/2=60r/min
式中 f――电源频率,Hz;n――收卷电机转速,r/min;p――电机磁极对数。
④限速运行。系统采用张力控制时,分切机要对速度进行限制,否则会出现飞车,因此要限速运行。极片运行速度V的表达式为:v=πDn/i ; 式中 D――收卷的最大卷径,m;n――转速,r/min;i――传动比。
⑤自动张力控制器。自动张力控制器,主要由张力检测器、高精度A/D和D/A转换器、高性能单片机等组成。该自动恒张力控制器是根据张力检测器测量到卷料的张力与设定的目标张力相比较后,经单片机PID运算自动调整D/A输出从而改变磁粉离合,制动器的励磁电流或伺服电机的转矩实现卷料的恒张力,可广泛用于各种需对张力进行精密测控的场合,具有使用灵活和适用范围广等特点。可以自动与手动自由切换,工作人员在使用过程中可根据实际需要进行自动或者手动的切换。
⑥收卷锥度张力。极片分切收放卷通常采用恒定张力卷取的控制方式,即放卷机在对极片开始缠绕、卷取进行以及结束卷取整个过程始终采用恒定张力运转;但由于卷取时一般都会在收卷装置安装套筒,而套筒对材料的卷取会有比较明显的反作用力,如果采用恒定张力卷取,则很容易造成极片缠绕中心突出现象,甚至损坏设备。如采取锥度张力控制方案,则可很大程度地解决上述问题,如图3所示锥度张力曲线呈现为1个尖顶锥状,能够在卷心形成较大张力,而随着材料卷直径变大,使外层张力逐渐减小,卷取时通过张力的控制对材料卷子进行“内紧外松”的卷取从而满足材料卷取的工艺要求。
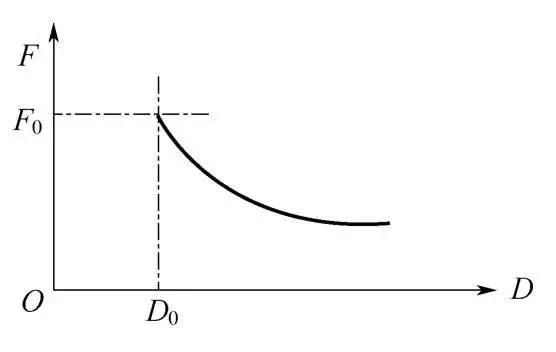
图3 锥度张力示意图
*张力锥度公式:F=F0×[1-K(1-D0/D)]
其中 F――实际输出张力,N;F0――设定张力,N;K――张力锥度系数;D0――最小卷径,m;D――当前卷径,m。
2)纠偏控制结构
①“跑偏”现象。极片在收放卷时,由于极片涂布不均匀、极片纵向张力不均匀、极片边缘不整齐、输送辊与辊之间安装不平行、输送辊锥面极片与辊面摩擦力过大等原因,导致极片在输送过程中出现“跑偏”现象,为避免跑偏现象,在分切机收放卷装置上安装纠偏装置。
②纠偏方法。按纠偏设备安装位置不同,可以分为双边纠偏和单边纠偏两种。
*双边纠偏:特别对边缘不整齐、有错层或塔形的极片,或在放卷过程中极片不易对准机组中心线等放卷机多选用双边纠偏。
*双边纠偏一般有两种形式。一种方式是双检测光头系统,即对中系统,简称CPC(center position control),如图4所示。两组检测光头,对称于机组中心线设置,通过一根正反扣螺杆由一台步进电机带动做反向运动,即同步向内或向外运动。当极片开始穿带进入机组后,光头向内移动,当其中只有一个光头检测到带边时,说明极片已偏向了此方向,同时发出信号,移动放卷机带动极片移动,直到两边光头都检测到极片两边输出相等时,光头停止移动,放卷机停止移动,极片已处于中心位置。这种方式的优点是放卷操作时不需要考虑带卷宽度系统可以做到自动对中心。另一种方式是通过检测极片的边部位置进行控制,使送入机组的极片边部位置固定,简称为EPC(edge position control)。光头架装在机组传动侧。首先根据来料的宽度,预先设置好检测光头的位置。当放卷极片送入机组后,检测光头根据被极片遮盖情况(全盖、全亮、半盖的程度)发出信号,移动放卷机使极片一边边部始终处在光头半遮盖位置。这种方式的优点是单光头,光头装置相对简单一些,但是在操作前必须根据不同的带宽,预先调节好光头的原始位置。
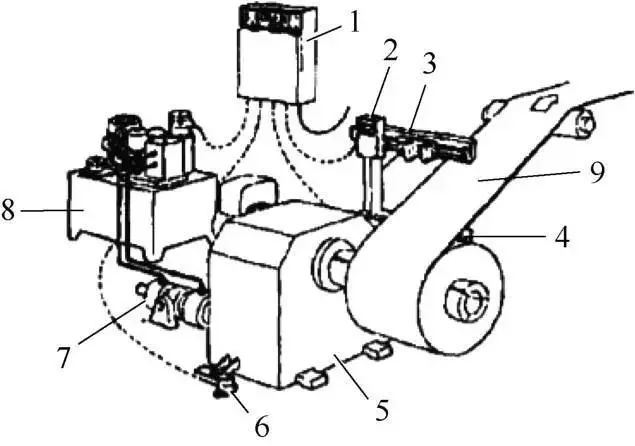
图4 双边纠偏系统
1―电控柜;2―位置控制检测器;3―C形架;4―发送光源;5―放卷机;6―中心位置检测器;7―移动液压缸;8―液压站/伺服阀;9―极片
*单边纠偏:对于边缘比较整齐的极片多采用单边纠偏。边部平齐的极片在运输和处理过程中不容易受到损伤,为了达到卷齐都是采用一组光头检测边部。检测光头的设置位置可以在放卷机上伸出一个臂来安装光头,光头随收卷机一起移动(图5);也可以在机组出口偏导辊附近单独地设置一个光头座。一组丝杆通过一个步进电机带动光头,或者移动整个光头支座,在移动座上带有位置传感器。这两种方式的工作过程如下:当极片送到卷筒轴上并咬住头之后,检测光头送进,直到检测到带卷边部遮住一半光源为止,同时自动投入闭环控制系统。当带边位置发生变化时,检测光头继续跟随,并随时将偏移值输入控制系统,使放卷机纠偏移动油缸也同方向移动相同距离,最后达到收卷齐的目的。
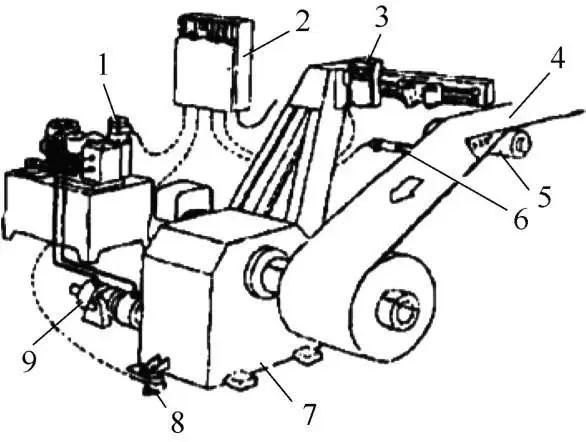
图5 单边纠偏装置
1―液压站/伺服阀;2―电控柜;3―位置控制检测器;4―极片;5―偏导辊;6―发送光源;7―收卷机;8―中心位置检测器;9―移动液压缸
3)滑差轴分切结构:滑差轴是利用轴上各个滑差环打滑的原理,使轴上多个卷筒料始终保持张力平衡,完成收放卷工作。滑差轴的主要用途是在收卷流程中对材料的拉力调整,通过在卷轴运行时保持所有料卷适当的张力,在电池极片应用方面,滑差轴收卷大大提高了良品率,降低了生产成本,是锂电池分切机(分条机)上的重要零部件。
①工作原理。中心气压滑差轴是张力调节式滑差轴,滑差环独立打滑。滑差轴以精密空芯通气主轴为核心,利用压缩空气推动腔体内的活塞,使轴芯通过摩擦件与滑差环之间产生摩擦转矩,进一步带动斜契底座上的斜胀片向外径方向扩张,挤压收卷筒,传递收卷筒的扭矩,从而达到恒张力卷取。
②主体结构。滑差轴结构特殊,由多个滑差环组成,工作时,滑差环受控以一定的滑转力矩值(扭矩)打滑,滑动量正好补偿产生的速度差,从而精确地控制每一卷材料的张力,得以恒张力卷取,保证了卷取质量。可应用于由极低到最高张力的范围,适用于高速、材料厚度误差大、多段张力控制、张力控制精度高、端面收卷整齐的要求。最适合双轴中心卷取式分切机使用。
③代表产品。日本东伸滑差轴、西村滑差轴。其控制精度高,成本相对较高。滑差轴的主要单元是气胀单元(由腔体、斜契底座、活塞、气封、轴承和弹簧及胀片组成),每组单元长度40mm,18组单元可任意位置互换和独立更换,从而提高了使用寿命和检修的方便性。
④材质工艺。产品本体由调质模具钢或铝合金硬质氧化制作,橡胶胀片用耐高温耐磨聚氨酯材料硫化制作,具体依据最大张力要求而定。可根据要求制定不同尺寸的滑差轴,包括主轴、气胀单元、胀片、弹簧、十字联轴器等零部件。
⑤使用说明。滑差轴有效提高了分切机的速度、收卷精度、自动化程度,准备时间减少,操作更人性化。应用滑差轴收卷更是大大提高正品率,降低生产成本。我们的滑差轴可以保证最高料卷质量,通过在卷轴运行时保持所有料卷适当的张力。

|




