①触摸屏按钮“模头参数”,进入模头设置画面。
②选择手动模式。
③准备好塞尺,并选择200μm的量程片。
④点动进退模头,并用塞尺片去检测模头左右两侧的缝隙,感觉有一定的阻力时表明当前模头缝隙为200μm。
⑤将触摸屏内的基准位置设置为200μm。
⑥按下“确认基准”。
完成基准设置后,再点动模头前进,并观察实际的模头位置值,当模头位置值不再变化时,说明模头已经落在了机械限位上。反过来再来确认当前的限位值是否理想(推荐的限位值为50μm左右),如果不在推荐范围之内,可以调节机械限位螺丝,并随时观察模头的实测位置,当实测位置达到了理想状态,即可以锁紧限位螺丝,同样的方法对模头两侧的机械限位进行调整并达到理想状态,按下“设置下限”,以后模头的设定位置就一定要大于或等于机械限位的值了。
5) 自动换卷结构标定、自动换卷结构标定如图18所示。
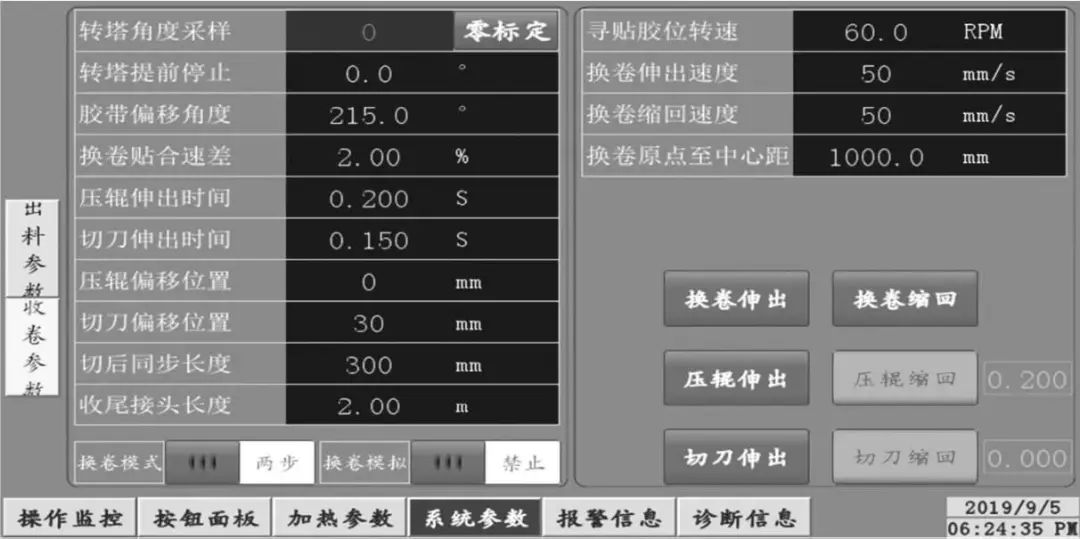
图18 自动换卷结构标定示意图
*以下是以自动收卷为例,自动放卷类似。
①在收卷触摸屏,触摸屏按钮“系统参数”,进入系统参数界面,点“收卷参数”后再点“下一页”。
②转塔角度采样:此参数显示了转塔角度编码器的当前值,按下“零标定”则表示操作者需要将当前位置设为转塔的零位。需要注意的是,标定零位的条件是A轴在里B轴在外,即A轴靠近换卷机构B轴操作,同时要求换卷机构平移的线路正好穿过A轴的圆心。
③胶带偏移角度:用以设定贴胶带的位置与卷轴圆心的连线和换卷机构平移的线条之间的夹角。此值为机械物理值,机械设计安装好以后,该值按照设计值设定后严禁更改。
④换卷贴合速差:此值用来设定换卷时两轴之间的给定速度差,一般设定为正数(如图4-34设定的2%),即待用轴的速度比工作轴的速度快2%,这样在压辊伸出时两轴之间的箔材才能张紧。
⑤压辊伸出时间:设定压辊从电磁阀通电到压辊压住卷轴所需要的时间。
⑥切刀伸出时间:设定切刀从电磁阀通电到切断箔材所需要的时间。
⑦压辊偏移位置:设定压辊伸出压卷轴的位置偏移量,设为正数则代表滞后压,负数则代表提前压。
⑧切刀偏移位置:设定切刀伸出切断箔材的位置偏移量,设为正数则代表滞后切,负数则代表提前切。
⑨切后同步长度:设定切刀切断后,压辊还继续压住的距离,图示设定值为300mm则表示切刀切断后压辊继续压辊卷轴,箔材经过300mm后压辊才缩回。
⑩收卷接头长度:设定切刀切断后,下料轴继续运行的距离,以此将切断后剩余的箔材全部收集到卷轴上。
⑪寻贴胶位转速:设定手动点动寻贴胶位时的卷轴转速。
⑫换卷伸出速度:设定换卷机构伸出时的速度。
⑬换卷缩回速度:设定换卷机构缩回时的速度。
⑭换卷原点至中心距:设定换卷机构缩回到后退原点且压辊缩回,此时压辊的前端面至待用轴圆心之间的距离。
6 )操作监控界面的说明、操作监控界面如图19所示。
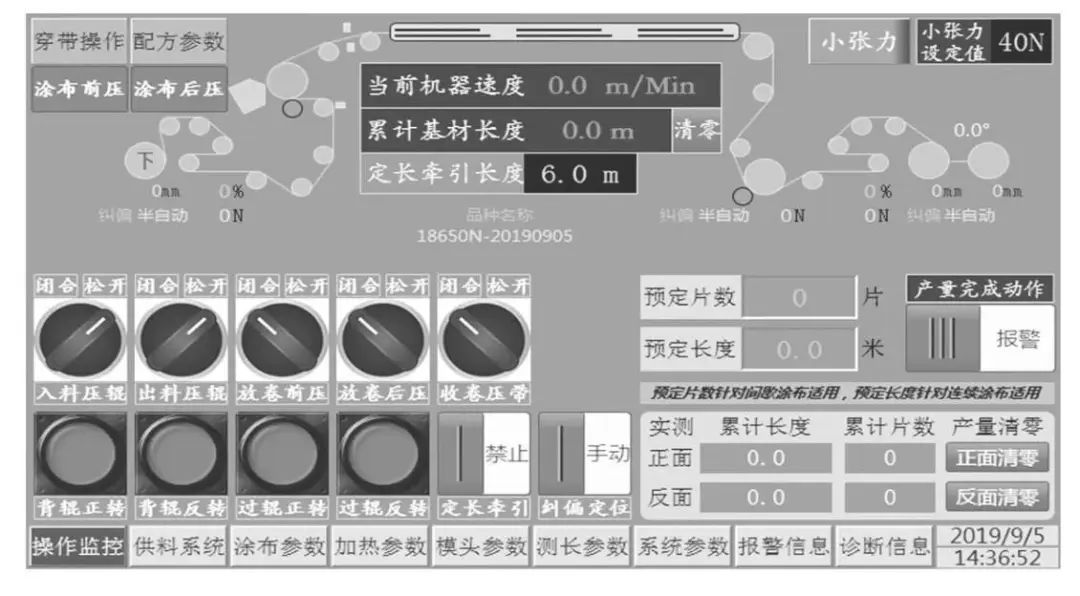
图19操作监控界面示意图
*本界面主要做过程监控用。
①定长牵引长度:当“定长牵引”允许时,按下牵引按钮,系统会走一段定长牵引长度后自动停止,该功能主要为方便首检试片用。
②累计基材长度:显示收卷的基材长度(倒带时递减)。
③放卷部分:纠偏状态显示了当前纠偏开关的选择状态(全自动、半自动、手动);300mm显示了当前放卷直径;80N表示当前实测的左右张力和;50%显示了当前浮辊的相对高度。
在“当前机器速度”字体上按一下,可以切换显示各段张力的左右测量值,N(+)表示当前实测的左右张力和;N(-)表示当前实测的左右张力差;N(L)表示当前实测的左侧张力;N(R)表示当前实测的右侧张力。此功能对放卷、出料及收卷均适用。
④出料部分:EPC状态显示了当前纠偏开关的选择状态(全自动、半自动、手动);100N表示当前实测的左右张力和。
⑤收卷部分:纠偏状态显示了当前纠偏开关的选择状态(全自动、半自动、手动);350mm显示了当前收卷直径;120N表示当前实测的左右张力和;50%显示了当前浮辊的相对高度。
⑥选择开关与按钮为各部件的手动操作,如涂辊正转按钮可点动正转涂布辊(非自动状态时)。
⑦预定片数是指客户预约间歇涂布时的产量片数,预定长度是指客户预约连续涂布时的产量长度。产量完成动作可分为报警、停机,报警意味着当实际产量达到预定值时三色塔灯以声光报警通知操作员;停机意味着当实际产量达到预定值时,系统自动停机并且三色塔灯以声光报警通知操作员。注意当预定的产量为零时,系统不会监控预定产量。
⑧实测产量显示了涂布生产的总长度与片数。可以通过清零按钮清除产量信息。
⑨在界面上按下放卷或者收卷,可切换收放卷路径(需要操作级权限)。按下放卷或者出料、收卷的张力显示处,可以调出收放卷及出料的张力纠偏参数设置。
⑩当前品种名称显示了当前正在使用的品种名称。
⑪0.0°显示了当前转塔实际的角度。一定要注意的是标定零位时A轴在里侧;即当A轴在里侧时应该显示0.0°左右即为正常,若显示为180°左右则表示标定错误(B轴在里侧时标定了零位)。
7) 配方界面参数说明、配方界面参数如图20所示。
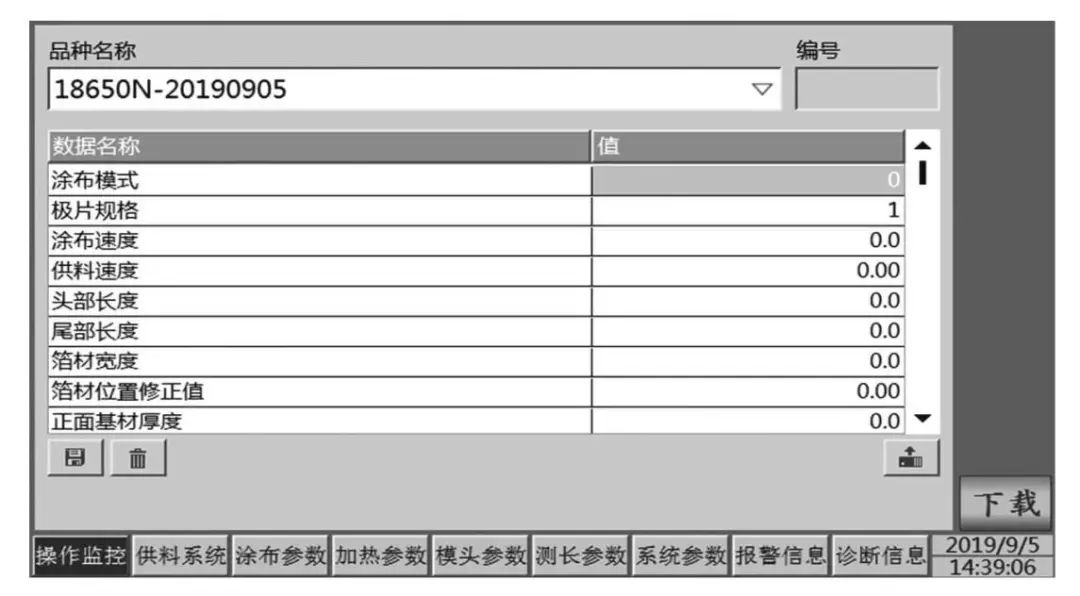
图20 配方界面参数示意图
(1)本界面主要做配方参数用。
(2)配方功能是为了让客户方便管理产品而设定的一个参数集合。针对某一个产品型号所对应的特定参数(比如涂布速度、涂布速比、留白速比、涂布长度、设定温度、刮刀高度等)统一起来,可以存储、调用、删除。在生产某一个新的品种时,操作人员需要进行一些参数的设置,当确定这些参数都符合工艺要求时,操作人员可以将所有的这些参数以品种名称作为索引号保存起来,当下次再生产相同的产品时,只要从配方表里选择该品种名称,并调用,则系统会自动将上次存储的参数恢复到PLC控制系统内,立即进行生产。
(3)功能界面说明:
#1保存配方:按下该按钮后,系统将当前显示的各参数值以当前设置的“品种名称”保存至配方系统内。
#2删除配方:按下该按钮后,系统会将当前选择的品种名称所存储的参数全部删除。
#3上传配方:按下该按钮后,将PLC内的各数据上传到当前配方系统界面显示。
#4下载配方:按下该按钮后(需要按住1s以上,成功后显示绿色),将当前品种所存储各参数值下载到PLC系统内。
#5品种名称:设定需要操作的品种名称,比如18650A、NCF6954102JK。
#6编号:配方系统内的编号,用户不可操作。
#7、#8数据名称和值:显示了当前相关参数的设定值。
8 )首次穿带操作说明、首次穿带操作如图21所示。
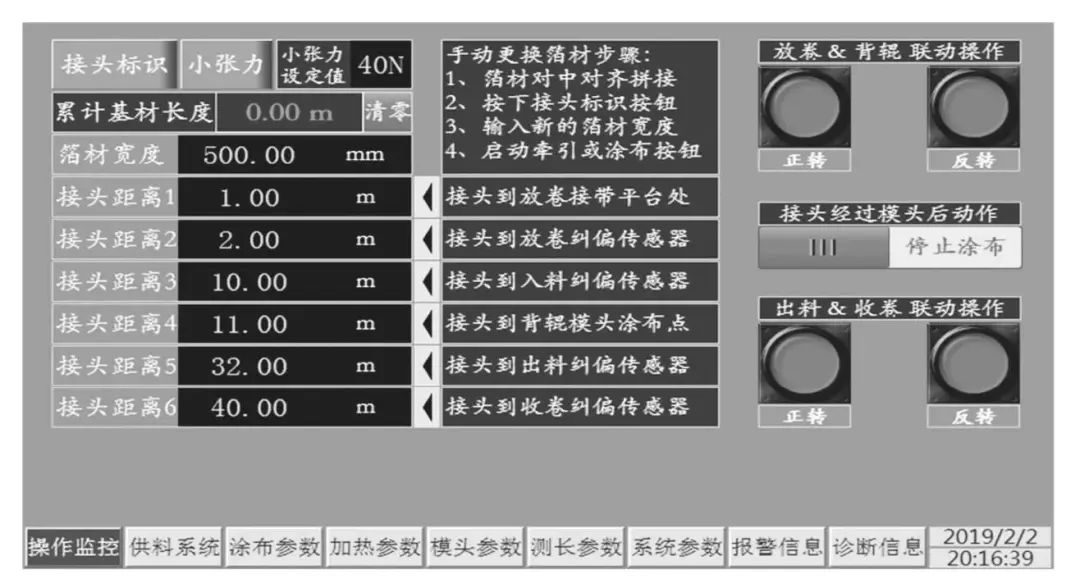
图21 首次穿带操作示意图
(1)本界面主要做穿带操作用。
①放卷与背辊联动:可以让放卷轴与背辊作为一个整体联动,背辊保持恒定的速度(手动速度),放卷轴通过浮辊进行PID调节并跟随背辊动作。
②出料与收卷联动:可以让收卷轴与出料辊作为一个整体联动,出料辊保持恒定的速度(手动速度),收卷轴通过浮辊进行PID调节并跟随出料辊动作。
③接头距离1:定义了从放卷接带平台处至放卷纠偏传感器之间的箔材走行距离,此参数在现场调机完成后设定,之后严禁更改,除非机器有挪动则需要重新标定。
④接头距离2:定义了从放卷接带平台处至入料纠偏传感器之间的箔材走行距离,此参数在现场调机完成后设定,之后严禁更改,除非机器有挪动则需要重新标定。
⑤接头距离3:定义了从放卷接带平台处至模唇吐料位置之间的箔材走行距离,此参数在现场调机完成后设定,之后严禁更改,除非机器有挪动则需要重新标定。
⑥接头距离4:定义了从放卷接带平台处至出料纠偏传感器之间的箔材走行距离,此参数在现场调机完成后设定,之后严禁更改,除非机器有挪动则需要重新标定。
⑦接头距离5:定义了从收卷接带平台处至出料纠偏传感器之间的箔材走行距离,此参数在现场调机完成后设定,之后严禁更改,除非机器有挪动则需要重新标定。
(2)换卷过程如下:新箔材和旧箔材的中心对齐拼接;按下接头标识按钮;输入新的箔材宽度;启动牵引或涂布按钮。以上四个步骤必须要按顺序操作,否则纠偏传感器自动定位不能正常工作,当接头经过每一处纠偏传感器时,系统会根据箔材的宽窄自动调整纠偏传感器的位置;如果新箔材宽度大于旧箔材,则在每一个纠偏传感器处提前1m关闭纠偏动作,并调整传感器位置,滞后1m打开纠偏动作;如果新箔材宽度大于旧箔材,则在每一个纠偏传感器处提前1m关闭纠偏动作,滞后1m调整传感器位置并打开纠偏动作;如果新箔材宽度等于旧箔材,则在第一个纠偏传感器处提前1m关闭纠偏动作,滞后1m打开纠偏动作,接头经过模唇时提前1m将模头后退,如果当前处于涂布状态时,则系统关闭涂布功能,滞后1m停止走带;如果当前处于牵引状态,则系统仅将模头后退。
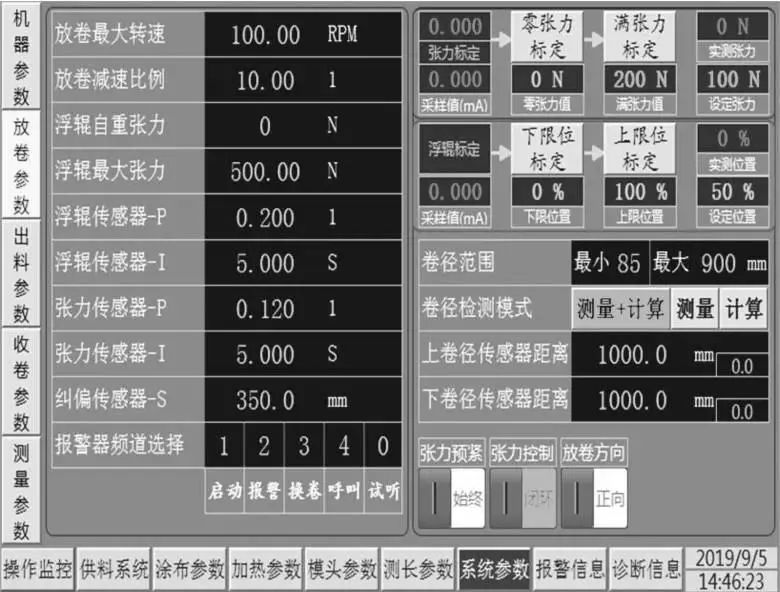
9 )放卷设置、放卷设置如图22所示。

图22 放卷设置示意图
(1)放卷工艺过程
①放卷断带检测:设定为允许时,系统自动运行时检测到放卷浮辊处于最低位置,则判断为断带。
②放卷点动转速:设定放卷轴点动时的转速值(单位RPM,即r/min)。由于放卷卷径不确定,故放卷点动时采用固定的转速设置。
③放卷高速张力:设定自动运行且目标速度大于张力切换速度时放卷段的目标张力,机器停止时也是使用该值。
④放卷低速张力:设定自动运行且目标速度小于张力切换速度时放卷段的目标张力。
⑤卷径下限报警:设定放卷轴的下限报警直径,当系统检测到放卷直径小于该设定值时,系统以报警声音和信息提示操作者,但是该报警并不会影响机器的自动运行。
⑥纠偏传感器回零、纠偏传感器定位、纠偏传感器停止三个按钮允许在手动情况下操作纠偏传感器。
⑦纠偏操作:可手动点动纠偏机构移动(左移、居中、右移),可选择纠偏动作模式。
(2)半自动:当系统正向运行(涂布或牵引)时,纠偏自动工作,当系统反向运行(倒带)或停止时,纠偏处于手动状态。
(3)全自动:系统通电后,只要不是反向运行(倒带),则纠偏处于自动状态;若系统反向运行(倒带),则纠偏处于手动状态。
10 )出料设置、出料设置如图23所示。
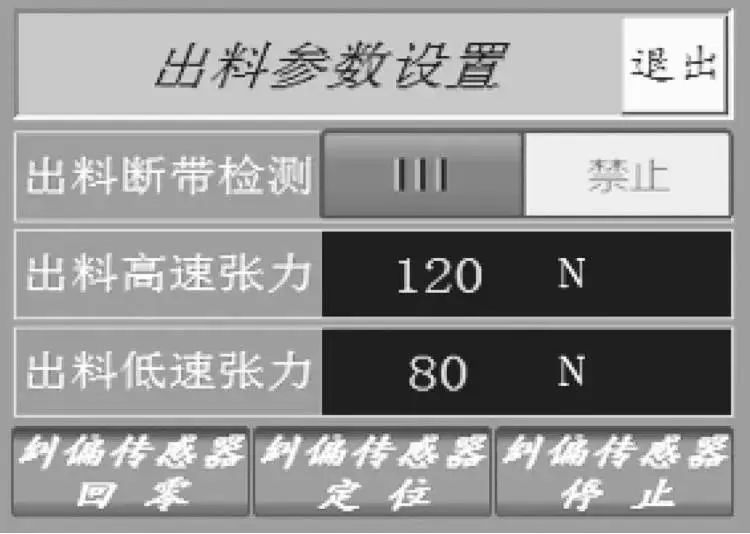
图23 出料设置示意图
①出料断带检测:设定为允许时,系统自动运行时检测到出料张力小于5N,则判断为断带。
②出料高速张力:设定自动运行且目标速度大于张力切换速度时出料段(烘箱段)的目标张力,机器停止时也是使用该值。
③出料低速张力:设定自动运行且目标速度小于张力切换速度时出料段(烘箱段)的目标张力。
④纠偏传感器回零、纠偏传感器定位、纠偏传感器停止三个按钮允许在手动情况下操作纠偏传感器。
⑤纠偏操作:可手动点动纠偏机构移动(左移、居中、右移),可选择纠偏动作模式。
*半自动:当系统正向运行(涂布或牵引)时纠偏自动工作,当系统反向运行(倒带)或停止时纠偏处于手动状态。
*全自动:系统通电后,只要不是反向运行(倒带),则纠偏处于自动状态;若系统反向运行(倒带),则纠偏处于手动状态。
(末完、待续)