
2 、设备组成及关键结构、设备共由五大部分组成:放卷单元、涂布单元(含供料系统)、干燥单元、出料单元、收卷单元。涂布机单元构成如图5所示。
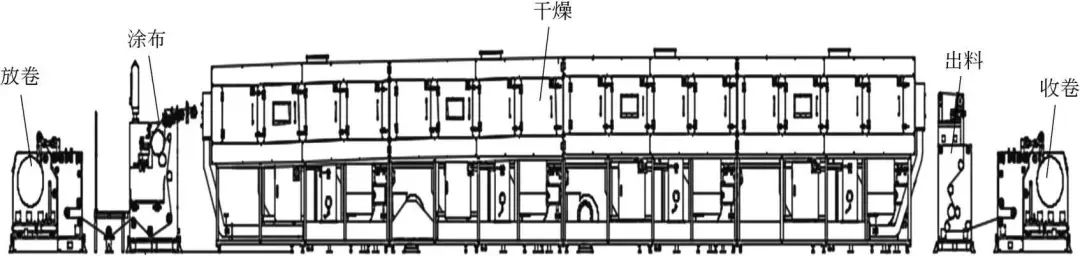
图5 涂布机单元构成
1) 放卷单元:放卷方式有自动接带方式和手动接带方式两种。手动接带放卷单元如图6所示。
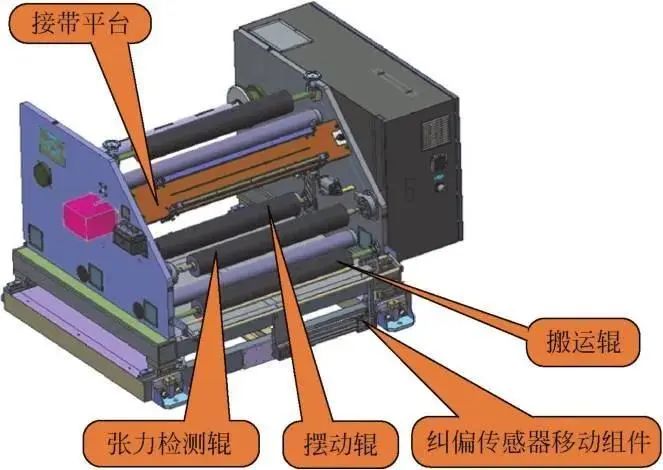
图6 手动接带放卷单元
(1)待生产的成卷材料安装于放卷轴上,经过纠偏及张力控制后,导入涂工部分。该装置的主要控制点为放卷纠偏及张力。
(2)纠偏由专用的EPC控制单元实现,超声波位置检测传感器(可实现对透明箔材的检测)实时检测材料边缘的位置,通过电机驱动放卷装置左右移动,以适合材料的边缘与纠偏传感器的相对位置恒定。
(3)纠偏模式分为三种:全自动,控制系统通电后即进入自动纠偏状态(根据纠偏传感器决定驱动电机的运动);半自动,系统在自动运行时(涂布、牵引)进入自动纠偏状态,而处于停止状态时则进入手动纠偏状态;手动,无论系统处于何种状态,纠偏机构仅可以手动点动操作。
(4)张力控制分为浮辊位置控制及实际检测张力控制两部分。浮辊位置控制原理为:当系统自动运行时,PLC控制器根据电位器反馈的实时浮辊位置信号(0%~100%),以PID算法调节放卷轴电机的转速,以达到浮辊位置恒定(默认设定位置为50%)。
(5)实际检测张力控制可分为三种调节模式,即手动设置电空变换阀的输出比例、开环给定电空变换阀、闭环给定电空变换阀。其中,系统自动运行后,会清除手动状态,切换到自动调节模式。闭环给定模式下,控制系统会根据实测的张力值及设定的张力值进行PID调节,直到实测值与设定值一致。需要注意的是,仅当浮辊实际位置与设定位置的偏差在±20%以内,闭环给定模式才起作用。
2 )涂布单元及供料和间歇阀系统
(1)涂布单元:涂布单元如图7所示。
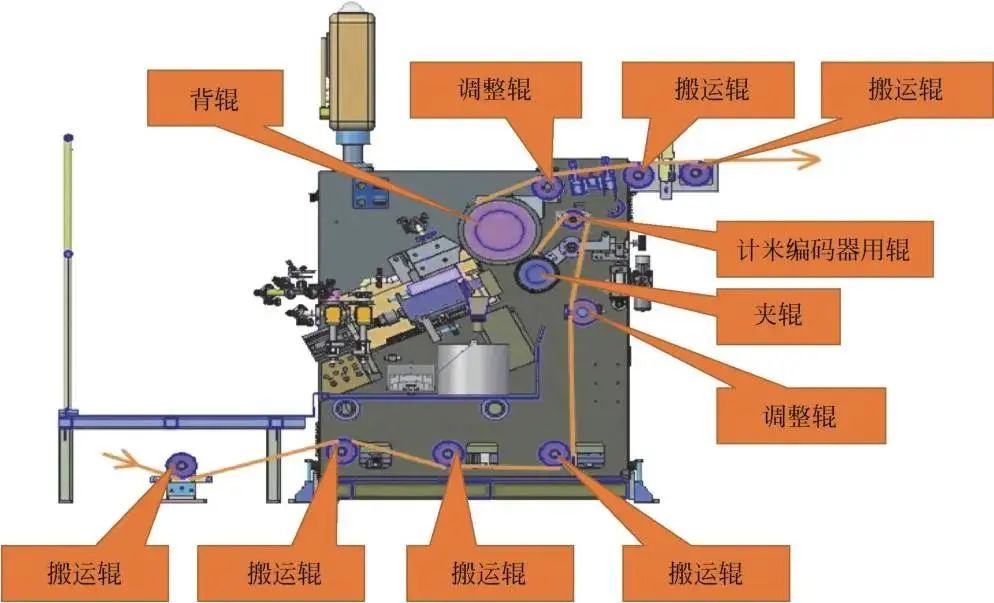
图7 涂布单元
a.由放卷导入的材料进入涂布辊后,经过入料压辊进行张力隔离(放卷张力与出料张力隔离),再由涂布辊,最后导出到干燥炉内。该装置的主要控制点为整机速度的稳定性、模头与背辊之间的缝隙值。
b.整机的线速度由背辊提供,速度由HMI设定,可分为涂布速度、倒带速度、点动速度。涂布速度即为系统涂布或者牵引时箔材的速度,倒带速度为整机自动反转运行时的速度,点动速度为手动点动某一个部件时的速度,比如点动背辊、点动放卷轴。
c.模头与背辊之间的位移由两部分驱动。大范围移动通过气缸实现(前进、后退),精确定位由左右两侧的伺服马达驱动(高精度光栅尺检测实际的位移,分辨率0.1μm)。
(2)供料系统/供料系统包含储料罐、计量泵、除铁器、过滤器及连接的管道。
a.首先将浆料加到储料罐中,在涂布开始后,储料罐里的浆料在计量泵的作用下,经过连接的管道,除铁器及过滤器进入到SLOT DIE进行涂布。在液位传感器检测到储料罐的浆料达到规定液位时,开始对储料罐进行加料。当浆料达到规定的液位时,液位传感器给出指令停止对储料罐进行供料。
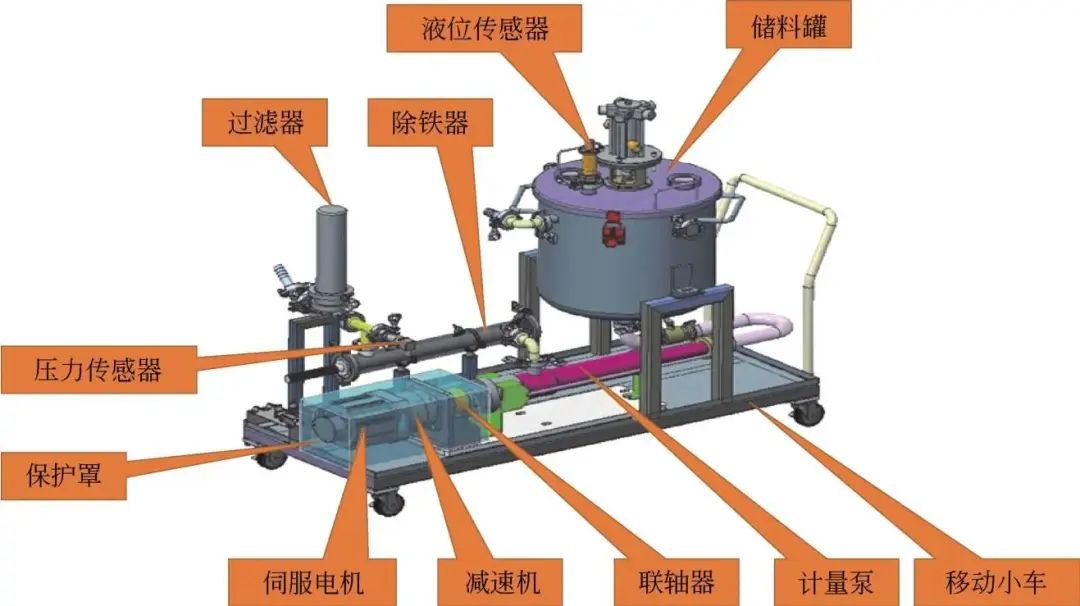
图8是供料系统。
(3)间歇阀系统:通过进料阀及回料阀实现对SLOT DIE的涂布供料,并监控涂布压力及回流压力,回流压力用于间歇涂布。间歇阀系统如图9所示。
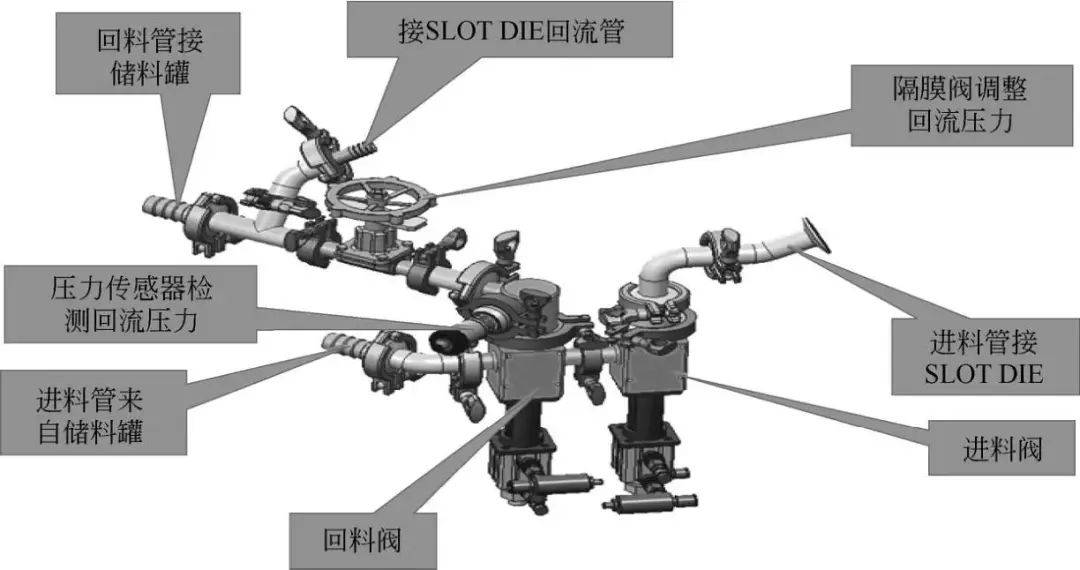
图9 间歇阀系统
(未完、待续) |




