
��һ�� ��˵��
һ����Ŀ����:�մ�����5�ֲ��г����ദ��վ�����¼�ơ�����Ŀ����
������Ŀ����:����Ŀѡ�ø��º�������ʹ��������������մ�����3-5�ֵIJ��г�������������վ����վ��������Ŀ���Ƿ�Χ�ij���������ӦҪ��ﵽ����������������Դ������Ŀ�ꡣ
�����豸��Ӧ��:�Ϻ�����豸��������˾
�ġ�����ص�:����
�塢��������:�������г���������Ԥ�����豸�����º�������ʹ����豸�����������豸���Լ���Ӧ��������ʩ�Ľ��裬��������ռ�����Լ50�O��
������������:����Ŀ���г����ദ����������Ϋ����̩�ĸ��º�������ͼ������������ֱ��ʹ�û�ӹ����л����ϡ�
�ߡ���ĿͶ��:��Ŀ��ռ��50�O����Ͷ��Ϊ ��Ԫ�����г��ؽ���Ϊ ��Ԫ����2500Ԫ/�O�ı����죩���������������豸������������Ԥ�����豸�����º�������ʹ����豸�����������豸�����÷���69.8��Ԫ��
�ˡ���������:��ǩ����֮ͬ������Ŀ��ʽ���й���60�յ�ʱ�䡣
�š��Ͷ���Ա:����Ŀ���ɵij�����������վ��2�˽����ճ�����������Ͷ�ϡ���ѡ���ռ������P�Զ�������ϵͳ�IJ�����
�ڶ��� �����滮
һ�����ز���:������ĿҪ���Ϻ�����豸��������˾�������������������岼�֣�������պ����������ŷŷ��Ϲ��һ�����������Ŀ�ij��ദ��վ��Ԥ������������������ˮ���������������;��ͼ�����ο���
�������ؽ���Ҫ�� ����վ���������GB50016������V�ཨ�衷Ҫ���硢��ˮ��������ȫ��������Ҫ��
���ؽ���Ҫ����ϸ��
|
��� |
����Ҫ�� |
|
1 |
����Ҫ�� |
|
1.1 |
�������� |
200kw |
|
1.2 |
�����豸 |
���ƹ� |
|
1.3 |
˫·������Ա�������� |
|
1.4 |
��������������Ա��������ѹ��ʼ�ֻ�·��� |
|
1.5 |
վ�ڷ������������ |
|
1.6 |
�ӵ�ϵͳ���ֱ�������ӵء��綯���ӵء����Լ��豸�ӵ� |
|
1.7 |
վ�ڽӵ����� ����TN-Sϵͳ ����TN-Cϵͳ�������ع淶ִ�У� |
|
2 |
����ϵͳ |
|
2.1 |
����ˮԴ��ˮ�ء��Ա������� |
|
2.2 |
�칫����Ϣ����������ϵͳ�������̸б���ϵͳ���㲥ϵͳ |
|
2.3 |
����������˨������� Ԥ�������������ſڣ��������ã� |
|
3 |
��ˮϵͳ |
|
3.1 |
��������ˮ�� |
|
3.2 |
�������˾������õ�©���ŷ��豸����ˮ��Ԥ��������ˮ�������ſڣ��������ã� |
|
3.3 |
��ˮ ������ˮ�� |
|
3.4 |
�����䡢����ء���ѩˮ��ˮ�� |
������ ��Ӫ�ɱ����մ���5�ֳ�����������վ,ÿ�ֳ�������������Ӫ�ɱ�Ϊ91.00Ԫ,ÿ���������������Ӫ�ɱ�88695.00Ԫ��
������ϸ���£�
|
��� |
��Ŀ |
��λ |
����
���� |
����
֧�� |
|
1 |
���
�ɱ� |
�������������ĵ��� |
��/�� |
40.00 |
|
|
2 |
��� |
Ԫ/�� |
1.00 |
|
|
3 |
ÿ����ѳɱ� |
Ԫ/�� |
40.00 |
|
|
4 |
��ˮ�����ɱ� |
ÿ�ֳ�������������ˮ������ |
�� |
0.8 |
|
|
5 |
ÿ����ˮ����ҩ���ɱ� |
Ԫ/�� |
3.00 |
|
|
6 |
ÿ����ˮ������ѳɱ� |
Ԫ/�� |
10.00 |
|
|
7 |
ÿ�����ദ����ˮ�����ɱ� |
Ԫ/�� |
10.4 |
|
|
8 |
ˮ��
�ɱ� |
��������������ˮ�� |
m³/�� |
0.1 |
|
|
9 |
ˮ�� |
Ԫ/m³ |
4.2 |
|
|
10 |
ÿ��ˮ�ѳɱ� |
Ԫ/�� |
0.42 |
|
|
11 |
����
�ɱ� |
��Ӷ��Ա���� |
�� |
1 |
|
|
12 |
ÿ��ÿ�¹��� |
Ԫ/��/�� |
4500.00 |
|
|
13 |
ÿ�깤�ʳɱ� |
Ԫ/�� |
54000.00 |
|
|
14 |
����������������ÿ�ֹ��ʳɱ� |
Ԫ/�� |
30 |
|
|
15 |
ά�ޱ����ɱ� |
�豸��ƽ���������� |
Ԫ/�� |
20000.00 |
|
|
16 |
��������ÿ��ά�ޱ����ɱ� |
Ԫ/�� |
11.00 |
|
|
17 |
ÿ��������������Ӫ�˳ɱ��ϼ� |
Ԫ/�� |
|
91.00 |
|
18 |
ÿ��������������Ӫ�˳ɱ��ϼ� |
Ԫ/�� |
|
163800.00 |
������ ��������������
һ����Ŀ���ս���
1������ϵͳ:����Ŀ��ʩ����4������ϵͳ��
��1������Ԥ����ϵͳ
��2��������º�������ʹ���ϵͳ
��3����������ϵͳ
2���������
*��������ƣ�ÿ�촦��5�ֳ���������
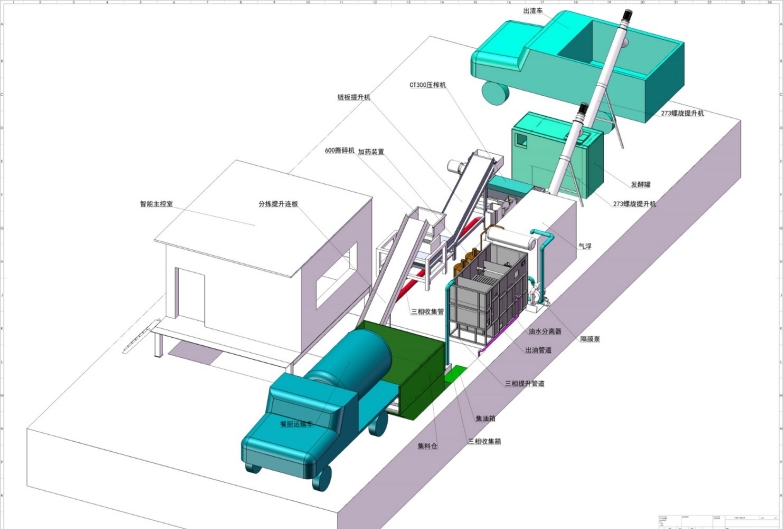
*��������ƣ�5�ֵij������������ռ�����������վ�㣬���Ƚ���Ԥ����ϵͳ������վ������1�������ߣ�����մ�����7�֣������������Զ���������װ�á��ּ�װ�á��Զ�����ϵͳ������ѹե�������ͻ�������ϵͳ�����˻��������ܣ���ˮͳһ�ռ����ͻ��������á�
3����������
4����������
��1�������������������Ͱ�ڣ������Զ����ط����������������������豸��ѡ�Σ�
��2��վ�ڹ�����Ա�ڷּ�����ƽ̨���з�ѡ���������͵����ϡ��մɡ�����������ѡ�������Ͼ���ѡ������������
��3�����˻����ij���Ʒ�ֶ࣬��Щ�������ʱ��ϳ��������巢��Ч�����һ��Ӱ�죬�Ҵ�������������һ�����ӽ�����������ή�ͽ����ἰ���������������ڳ��ദ��ǰ�Σ�����˺�����ѹե��ˮ���Գ���ֱ���з����ѹե��ˮ������
��4����������������ѹե���Զ��������������������豸�ڣ����ø��º�������Գ�����з��ʹ�����
��5�����º������ﴦ��ϵͳ�״δ�����������ʱ�����ڷ��ͻ��ķ��Ͳ��ڼ�������������¾������������ٴ����ӻ������ֻ����һ�����ķ������ڷ��Ͳ��ڼ��ɡ�
��6�����ͻ��ڵij���������ɸ��º�������ͳ���ɽ��г��ϲ��������ͻ��䱸�Զ�����ϵͳ���������㣻
��7����Դ��������е���ˮ������ˮ����ϵͳ�����ŷţ�
��8�����ͻ��г���Ͳ����ķ���������˾���ö��еij���װ�ô���������װ�ò���UV��⼰����̿����˫�س����ķ�ʽ���Է������в����ij������о���������������������ŷŷ��Ϲ��ҡ������ȾԴ�ŷű���GB14554����������Ⱦ���ۺ��ŷű���GB16279��������Ҫ��
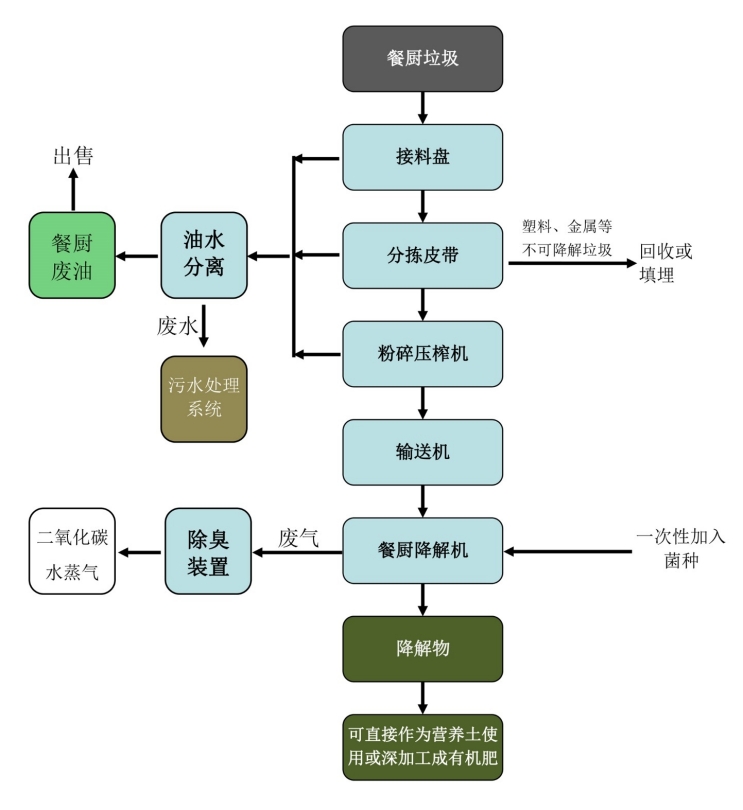
����Ԥ�����豸����
1���豸����:����������������һ����Բͳ������ࡢβ�˵��л�������Ϊԭ�ϣ�ͨ�����顢��ˮ�����͡����͵ȼ�������ʵ�ֽ���������90%���ϡ����豸�����˻��������ܡ��Զ��������������η�ѡ��ѹե��ˮ�������������������͡������������ȹ��ܡ��������л��ʿ�������ֲֲ���ˮ�������ͻ��������������ŷš�
2����������
(1)�ͳ��������Ⱦ�����Ͱ�����������豸�У������ϵĹ����з������Զ����أ�����¼���ݵ������ϵͳ����¼���ͳ����������ѡƽ̨����ǰ�ڷ������������������������������Ȼ��˫��Թ�˺������о������飬˺���������10mm��˺�������Ϊ��ǿ�ȺϽ�������˺���IJͳ��������ȴ�С���ȣ�С�������������ʸߣ������࣬�����ʸߣ��豸����Ч�ʸߡ�
(2)����˺�������Զ���������ѹե��ˮ��������ѹե��ˮ������ˮ���̷������Ρ���һ����������������ˮ�����������ִ���Ρ�ѹ���κͳ��϶����Σ�����α�֤����ƽ�Ƚ����豸����ˮ������ҶƬ�ݾ���С���Ӷ�����ռ���С���������γ��������ѹ����ǿ�����������Сѹե��ˮ�֣��ڶ�����������װ����ˮ�������Ͻ��������������϶Σ����������������ʩ���������������Ƴ������Ͽ�����װ�û�Լ������Ƴ�������ʩ�ӷ������������Ӷ��γɼ�ѹ�������Ͻ��ж�����ˮ��
(3)����ˮ���ͺ�IJͳ������������뷢�;��ְ���һ��������Ͼ��ȣ�ʹ��ˮ�ʴﵽ���Ҫ��60-65%������������ϵͳ��ͨ������ԭ�ϵ�ˮ�֡������������¶ȱ仯��ʹ���Ͻ��г�ֵĺ������ͷֽ⣬�ֽ�������ͷŵ������ܹ�ʹ���������¶����ߣ��¶�����ܹ��ﵽ80�棬�ͳ������е�ˮ�������¶ȵ������������������л��ﱻ�ֽ⣬�Ӷ�ʹ���������С�����������ļ������������л��ʷ���ͨ��ͨ�硢��������������ÿ����¶���55~65��֮�䣬�ﵽ���Ϸ��ʹ���������¶ȣ��ڴ��¶�ʱ���ܹ�ʹ�����еĴ�����ԭ���ͼ�����������ͬʱ���ó���ϵͳ���ŷŵ�������������ζ���ﵽ������Դ��������Ŀ�ġ�
3���豸�ص�
(1)Դͷ����:��������Լռ��������������60%,���������еĺ�ˮ���ߴ�Լ50%,�����ã�ͬʱ��������еķ��պ�����Ĵ����������ڵ��ռ���ת���⣬�����á����������������͵ش����ɴﵽԴͷ����60%��Ч����
(2)�ž�Դͷ��Ⱦ:��Դͷ�Ͽ�����Ⱦ������ռ�������������ס������Ρ�©��ɻ�����Ⱦ����������ʽΪ���ʽ�����������������Һ�ŷţ����ܱ�������Ⱦ��
(3)���Ϊ��:��ˮ��������ռ���������������ͣ���ʪ�����Ĺ̷ϲ������������������ɸ�Ч�л��ʣ����߾��ü�ֵ���ܸߡ�
(4)�����ݹ���:����Ŀͨ���ڲ�Ʒ��ֲ���Ʒ�������ʹ���������ء������ݡ��������ȹ��ܣ�Ϊ�������ߡ������ṩ֧�����ݡ�
(5)���ܵ�:��������������ܽ�����ƣ��õ��Ż���ƣ����Կ��ƣ�����ȫ�桢����Ч�ʸߣ��Ȼ������ã����еĽ���ϵͳ���������гɱ���
(6)ά���ɱ���:�����ɱ�����ģ�黯������豸��Ԫ��Ϲ��ɣ���ѧ����������ģ�������װ�װ���ײ�ж����ʹ�á���ά������
4����������
|
�ͺ� |
QK-YTJ-3 |
QK-YTJ-5 |
QK-YTJ-10 |
|
�մ�������T�� |
3 |
5 |
10 |
|
װ���ܹ��ʣ�kw�� |
41.8 |
56.8 |
71.8 |
|
ռ��������O�� |
15 |
20 |
30 |
|
��������kg�� |
5000 |
6800 |
9800 |
|
��ѹ��V�� |
380 |
|
���������¶�(��) |
-10-50 |
|
��Ҫ���� |
Sus304����� |
|
���ȷ�ʽ |
����� |
|
���·�Χ���棩 |
55-65 |
|
���ؾ��ȣ�kg�� |
��1 |
|
������dB�� |
��75 |
|
����ϵͳ |
�Զ�/�ֶ�+�ֻ�Զ�̿��� |
5��Ӧ�÷�Χ������/�ֵ�������������վ���߲˼ӹ���ҵ���߲�ˮ�������г����߲���ֲ���ء���ҵ�ۺ��塢ѧУ���������ȡ�
6���豸չʾ
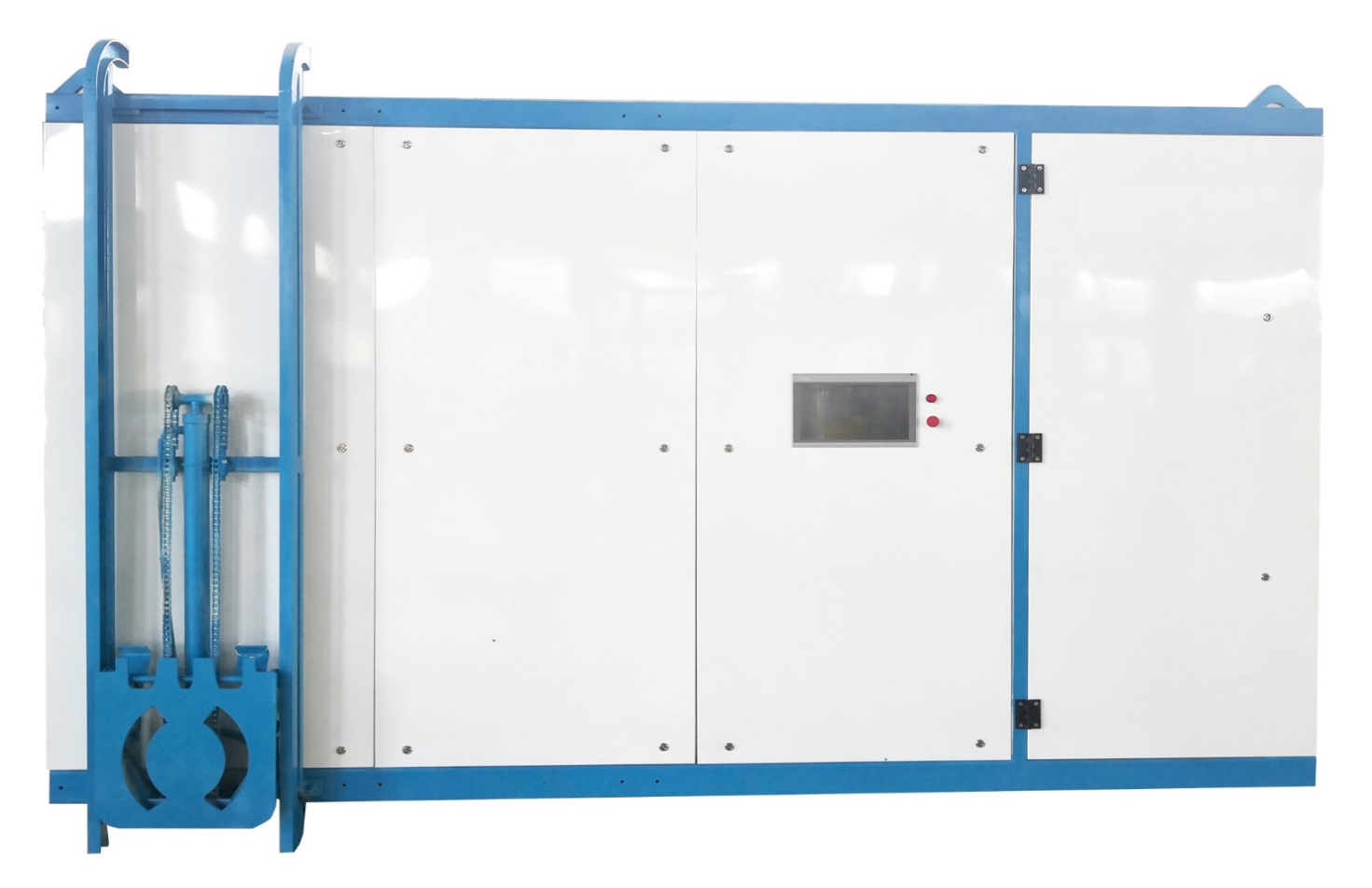

�������º�������ͼ�������
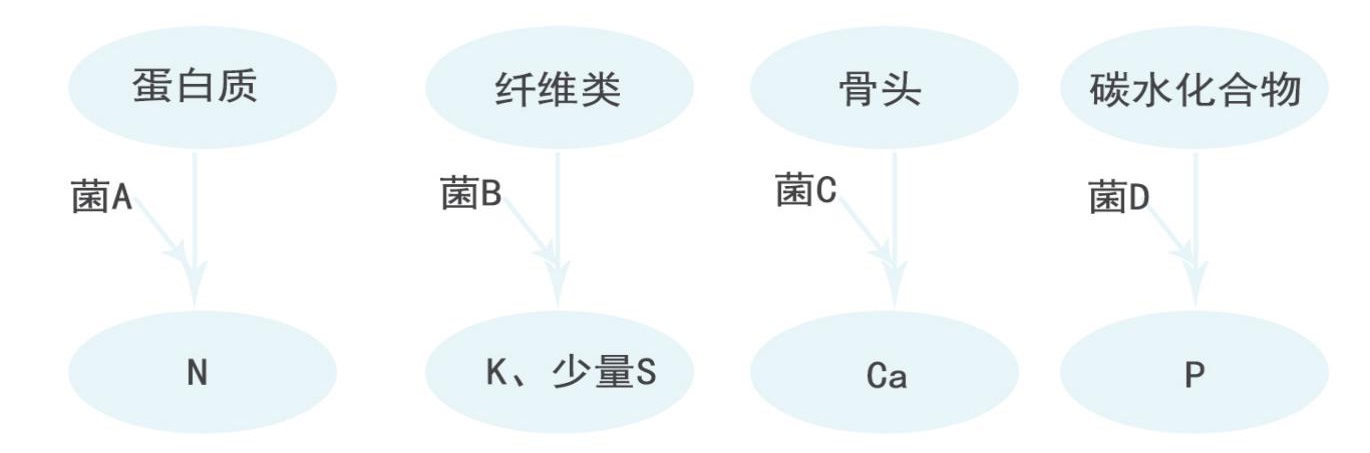
1�����º���������ֽ���:ʵʩ����Ŀ��Ŀ����ʵ�ֳ����������д������ﵽ������������������������Դ���ġ�����������Ŀ�ꡣ����Ŀ����Ŀǰ���������������Ƚ����������ﴦ��������������Ϻ�����豸��������˾���´������������Ĺ��գ��γ����Ϻ���Ƴ��������������������º������ﴦ���������Ϻ���Ƹ��º�������ͼ�������Գ������������ԣ�ɸѡ���Ƶø��º���������������������ӵ�Ϋ����̩��ר�÷����豸�У����¿��ٷֽ����������ʹ���������õ���Ч�Ĵ��������IJ��������ӹ����л����ϣ�Ҳ��ֱ����������Ϻ�ʹ�ã���������;���º������ﴦ�������ĺ��IJ�����������֣��Ϻ���ƾ���ɸѡ������Ч���ͳ������������ر����µ�������֣����Ƴɾ���-ľ������ľ��������Ҫ���ܾ���ѿ�߸˾���ѿ�߸˾������ְ����ĸ���Ⱥ�����ֱ�Բ�ͬ������ͬ�����á�
ѿ�߸˾����ĸ���Ⱥ����ľ����ϳ�ľ������������ͨ��ľ�����������ճ��������еIJ���֬�����η֣��������¶ȳ����ﵽ60-80���Ժ�һ����ֶ�����ά�֣��෴���������µľ���ȴ��������ֳ�ø��죬����Ѹ����������ֳ�����д����ֽ����������Ϊ���������ṩ���֣�������־��ֲ������ڸ��Ρ�����֬�������Եij��ࡢ���������г��ڴ����϶Գ��ࡢ���������������ã��ڴ��������������ظ����ӻ����������ͨ���������û�����ɱ�������е�������ԭ�����������ѣ��ﵽ����ɱ����Ŀ�ģ�����Ǹ��º������ﴦ������Ӧ�õ�һ�����ơ��þ���Ϋ����̩�Ѿ�������ר���������ҿ��л�����һ����⣬ȷ���˸þ����Ŀ��Ŵ��ȶ��ԡ�������Ч���Ի�����ȫ����
2��������豸���ܣ��Ϻ���Ƴ�����豸�Ǹ����Ϻ���Ƹ��º������������ר����ƶ��ɵģ���Ҫ����Ϊ����ά���¶���60�����ϵķ��Ͳ֣����Ͳ������н���װ�ü�����ϵͳ����Ϊ�����ṩ���õ�ͨ�绷����ͬʱ����ϵͳ�ɽ����Ͳ������������ķ��������������ϵͳ��������Χ�Ŀ�������;��Լ��д����ij����������Ϻ���Ƴ��ദ��ϵͳ�������϶����ּ𡢷��顢ѹե��ˮ���Զ����͵�Ԥ�����豸�������豸��ʹ�������������������̸�Ϊ���١���Ч��
3�����º�������ͼ����ŵ�
��1��������Լ������Թ㣬���л��������ɷ��ͣ�
��2��ռ���٣���������
��3���豸Ͷ�ʵͣ�
��4���豸��е�����Զ����̶ȸߣ��������������ף�
��5��������Ӧ����ǿ��������ֳ�죬�״����Ӽ��ɣ����跴�����ӻ�������������ַ���֧������Լ�����ɱ���
��6������Գ����������η֡���֬��PHֵ���е��ڣ�
��7�����ټ�������24Сʱ�����������ʿɴ�80-85���ϣ�
��8����ʵ�ֳ���������������Ҫ������豸���¶ȿ�ά��60�����ϣ���ɱ����ԭ�����������ѣ�
��9����������ŷţ�������豸�����ķ�������װ�ã������ŷŷ��Ϲ��һ�������Ҫ��
��10�������������Ϻ���Ʒ����豸������IJ��������ֱ�����Ӫ����������ӹ����л����ϣ���ȫʵ�ֳ�����������Դ������Ŀ�ꣻ
��11����������ɿ����ѽ����Ϻ���Ƴ��ࡢ���ദ��ѭ�����ò�ҵ�������������гɹ�ʵ����
4�����ͷ�Χ
��1���ɷ����л�����

��2�����ɷ�������

�塢�����������ս���
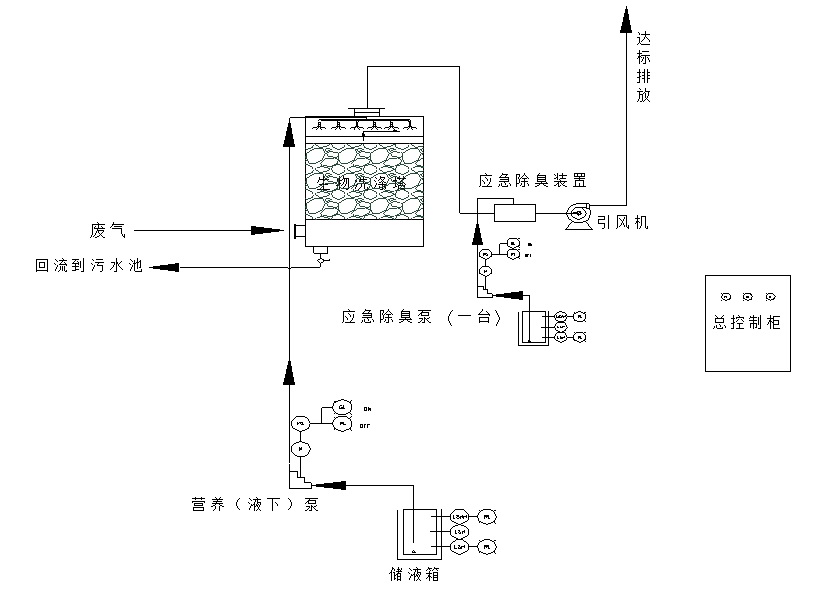
1��������Χ �� ��������������վ�ij�����Ҫ����Ԥ��������ͺ�����������
2�������������������ۺϴ������ij�����Ҫ���Է�ѡ����ˮ����������Ҫ�ɷ�ΪH2S��NH3��������������л�����������װ�������ȡ���Щ����ӷ��Խϴ�����ɢ�ڴ����У����Ҳ��������ж����̼�����ζ��Ϊ��ֹ����Σ���˵Ľ�������Ⱦ������������ó���������Ч��ֹ������Ⱦ�����ƿ�������;�ڳ�����������������ɢ�������ĵط��������ڻ�ϱá���ˮϵͳ����ˮ�ء������������ʹ��ȴ������ռ�װ�á����⣬���ȡ��ѹ��ʽ�ܷ�������������Ƴ�������ɢ;��������������ѡַ����GB3095���涨�Ķ��������������;�������������������������˳ش������ŷŵ�����Ӧ����GB14554-93�й涨�Ķ����Ⱦ�ﳧ����е������Ľ���������15m�߿��ŷű�ֵ��
�����Ⱦ�ﳧ�������ֵ������Ⱦ���ŷű�ֵ
|
��� |
��Ŀ |
�����Ⱦ�ﳧ���
�������Ľ��� |
�����Ⱦ���ŷű�
��15m�߿��ŷţ� |
|
��λ |
������ |
��λ |
�� |
|
1 |
�� |
mg/m3 |
1.5 |
kg/h |
4.9 |
|
2 |
���װ� |
mg/m3 |
0.08 |
kg/h |
0.54 |
|
3 |
���� |
mg/m3 |
0.06 |
kg/h |
0.33 |
|
4 |
���� |
mg/m3 |
0.007 |
kg/h |
0.04 |
|
5 |
������ |
mg/m3 |
0.07 |
kg/h |
0.33 |
|
6 |
������ |
mg/m3 |
0.06 |
kg/h |
0.43 |
|
7 |
����̼ |
mg/m3 |
3.0 |
kg/h |
1.5 |
|
8 |
����ϩ |
mg/m3 |
5.0 |
kg/h |
6.5 |
|
9 |
����Ũ�� |
������ |
20 |
������ |
2000 |
3�������������գ���Ա���Ŀ��������Ƽ�ʹ������ϴ�ӹ��˼���������ϴ�ӹ��˹����ۺ���Һ�����պ����ﴦ����������á��������ȱ�Һ�壨���ռ�����ѡ��������γɻ����ˮ����ͨ����������ý����е���Ⱦ�オ��;��������ǣ��Ƚ��˹�ɸѡ�����������Ⱥ�̶��������ϣ�����Ⱦ���徭�����ϱ�����ڣ��ɴ���Ⱦ�����л��Ӫ��Դ����Щ�����Ⱥ�������˵��¶ȡ�ʪ�ȡ�pHֵ�������£�����õ�������������ֳ���������ϱ����γ�����Ĥ��������ͨ����䣬�л��ﱻ����Ĥ�����ˮ�����պ����������ͽ��⣬�õ�����������ˮ���ظ�ʹ��;��Ⱦ��ȥ����ʵ�����Է�����ΪӪ�����ʱ��������ա���л�����á���һ������������Э���Ĺ��̣��Ƚϸ��ӣ�������������ѧ��������ѧ�Լ����ﻯѧ��Ӧ����ɡ�����ϴ�ӹ����ѳ���������ʽ���
��Ⱦ�� + O2��ϸ����л�� + CO2 + H2O����Ⱦ���ת������������ͼ��ʾ��
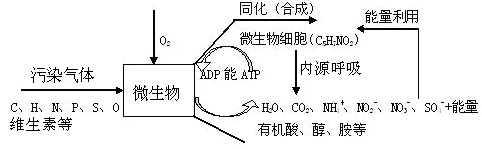
��Ⱦ���е���ϵ��������ォ�������ֽ�����������κ������������Σ�������ϵͳ����Һ�У����ڻ��������ŷš��������̼���ͼ��

�����Զ�����ϵͳ
1����Ʒ�Χ:�������Կ��������Ϊ;������������վ������PLC����ϵͳһ�ף�����Դ���վԤ����ϵͳ�е��豸�����Զ����ơ��п���������ؼ����������һ�ף����õ��˻�����ʵ��Զ�̴���վ�豸�����̵ļ��;������а��������������Ͻ���ϵͳ����Һ����ϵͳ����ˮ����ϵͳ�������ѡϵͳ����������ϵͳ����Ӧ�������Կ�ϵͳ����Ƽ��Ż���
2���������
�����̼��Ϳ�������ͼ��ͼ�η��ź����ִ��š�(GB 2625-81)
����ѹ�����ƹ淶����GB50054��2011��
���DZ�ϵͳ�ӵ���ƹ涨��(HG/T 20513-2000)
���DZ����������ƹ涨��(HG/T 20512-2000)
����������ƹ涨��(HG/T 20508-2000)
���Զ����DZ�����ʩ�������չ淶����GB50093-2002��
���źű�������ȫ����ϵͳ��ƹ涨����HG/T20511-2000��
��������Ϣϵͳ������ƹ淶��(GB 50174-2008)
���������̵�����ƹ淶����GB 50217��2007��
����ը�ͻ���Σ�ջ�������װ����ƹ淶����GB 50058��92��
���DZ�������ƹ涨��(HG/T 20509-2000)
��������ˮ�Զ����ϵͳ����Ҫ��(CJ/T 252-2007)
������ͼ��ͼ�η��š�GB 4728
����ѹ�����ƹ淶��GB50054��2011
����ҵ�Զ����DZ�����ʩ�������չ淶��GBJ93-86
���Զ����DZ���װ��������������������GBJ131��90
3���Զ������̿���ϵͳ
��1���Զ������̿���ϵͳ����:�Կ�ϵͳ�����ѭ�����й�������ɢ���ơ���Դ��������ԭ���DZ�ϵͳ�����ѭ�����ձ��衢������ꡢʵ����Ч����ά������ԭ�����Ŀ���ϵͳ��Զ���ֶ����͵ؿ��ƺ�ȫ�Զ��������ַ�ʽ��Զ���ֶ����п��Ҳ�����Աͨ����λ����̬�����ֶ����ƣ��͵ؿ������豸�ֳ��ֶ����ƣ���Ϊ�Գ������ޡ����ã�ȫ�Զ������ɿɱ�������������õĿ��������Զ���ɡ����ڸ߿ɿ��ԵĿɱ�̿������豸�������ܵĴ���������վ��������Ч�ܵ�ʵʱ��ҵ�������Լ���������������������DZ������õķ�����ʩ������֤��������ϵͳ�ﵽ�����Ƚ�ˮƽ��
��2���Զ������̿���ϵͳ�����:ϵͳ���Ƴ����������⣬���̿���Ҳռ�кܴ�ķ������ⲿ�ֿ���Ʒ�ʽ�ֱ��Ӱ�칤�����еĴ���Ч������ˣ����������ѡ�õĿ����豸��������ɿ��Ըߡ�ͨѶ��������ǿ�⣬������ģ���������������̿�������ǿ���ŵ㡣�����м�ؼ������UPS��Դ����̫����������������ɡ�����Ҫ������ɶԳ������������Ĺ��������ȡ����в��������ӡ�ϵͳ������̬�����Ʋ��������ĺ����á���¼���������ɡ����ϱ����ȹ��ܡ�ͨ��Һ����ʾ����ֱ�۵���ʾ���������̶ε�ʵʱ�����������ղ��������ƻ��棬ʹ������Ա��ʱ����ȫ���������;�������п����ڵı�·���ϵͳ��ֱ�۵����յ����ڸ������豸���������
��3���ֳ�����վ�ɿɱ�̿����������������ڸ����豸���
*�ɱ�̿��������ڲɼ��ֳ�����DZ��IJ���ֵ���豸��״̬�źţ������ֳ��豸�������������������ͨ�����粢������λ������������ֳ�����վͨ��ͨ�����紫������Ϣ��
*�ɱ��������������봦����Ԫ���洢��Ԫ����Դ��ͨѶģ�塢�������ģ������,�������ɸ�����Ҫ��ɼ�ⱨ����˳����ơ������ơ�PID���Ƶȹ��ܡ��ÿ�������װ���ֳ����������ڡ�
*�������ģ�����������Ϊ�������뱻����豸���DZ�֮������ӽӿڡ�
��������ź�����
|
DI |
���������� |
��Դ�ӵ� |
24VDC |
|
DO |
��������� |
���� |
24VDC |
|
AI |
ģ�������� |
�����ź� |
4~20Madc |
|
AO |
ģ������� |
�����ź� |
4~20mADC |
*�����һ������DI��3���ֱ����У�ֹͣ�����ϡ�
*��DO��1��������/ֹͣ��
*����Ʊ�Ƶ����AI��1����AO��һ����Ϊ4~20MA��
*�ֳ���������װ�ڿ��ƹ��У����ƹ������Ӧ�ĸ���װ�ã������У����װ�á����߶��ӡ��������ߡ���Դ��ͨ�ŵ�������װ�õȡ�ͨ����ԣ��������20%�����ƹ���װ����ռ䲻����20%����Ӧ����20%�ı��ö��ӡ�
��4��������Ʒ���:��������������PLC��Ϊ��֤PLC�ܹ��ȶ������Ĺ�������ȡÿ�����ֱܷ�ķ�ʽ��ģ���ʹ��ProFibusͨѶЭ�飬�ӿڲ���ProFibus-DP���ͨѶ���������PLC��Ethernet��ʽ���Ӹ��Խ��������䴥����Ļ���Ա�����ʾ�������Ϊ��֤���ݴ���������밲ȫ���˲㽻�������ù��˽����ݴ������п�����λ���������п�������24�ڽ�����һ̨�������ⲿ�����������������б��ļ�Ҫ������罻������ͨ�����˽�ϵͳ�����Ϣ���źŽ���ȫ��DCSϵͳ��
4�����Ʒ�ʽ
��1���ֳ�����:
*���ֶ����͵أ����������ȼ���ߣ����ֳ�ת�����ش��ڡ��ֶ���ʱ��PLC�Ŀ����źű����Ρ���Ҫ�ֳ��豸�����ھ͵ؽ�ť����ֳ���������ʵ���ֶ���Զ���л�������ͣ���˹���������Ϊ�Գ��������ã�
*�Զ����ƿ���û����ֱ�Ӳ��������£����ÿɱ�������������Ԥ�ȱ��ƺõ�˳���Զ���ɡ�ͨ���߿ɿ��ԵĿɱ�̿������豸�������ܵĴ���������վ��������Ч�ܵ�ʵʱ��ҵ�������Լ���������������������DZ������õķ�����ʩ�����Ա�֤��������ϵͳ�ﵽ�Ƚ��Ŀ���ˮƽ��
*�κ�ϵͳ��Ҫ�Զ��豸ʱ������豸�ֳ�ת�����ش��ڡ�Զ����λ��ʱ�������С�������ز��ڡ�Զ����λ�ã��˻����潫����һ����ʾ�źţ����������豸��Զ�̿��ƣ�ֱ��ѡ�����ڡ�Զ����λ�á�
*Զ�̿������п��Ҳ�����Ա���ƣ�������Ա��ͨ��������ϰ�װ�Ŀ����������Զ���ֶ����Զ����ơ�
*ͬ����Զ�̿���ʱ���豸��ѡ��Ӧ���ڡ�Զ����λ�á�
*������ϵͳ���о͵ؿ��ơ�Զ�̿��ƺ��Զ��������ַ�ʽ��
��2��PLCԶ�̿���
*PLC�������á��㶯/�Զ�������
���㶯����������Ա�ڿ�����ͨ����ؼ����Զ�̿����ֳ��õ��豸��ͣ��
���Զ��������������������ó����Զ������õ��豸;���Զ�״̬�£�����Ա����ͨ����ؼ����������ͣ�ڸ��Զ�״̬�����е�ijһ���õ��豸��
.�����ڡ��㶯�����ߡ��Զ������£�����Ա��ͨ����ؼ���������õ��豸�IJ�������Һλ�趨ֵ����Ƶ��Ƶ�����õȡ�
.�����ڡ��㶯�����ߡ��Զ������£��õ��豸�����Ϻ��������Աȷ�Ϲ��ϻظ����õ��豸�����������С�
.�ڡ��Զ������£��Զ����е��豸�ﵽ����ͣ������Ҫ�������豸�Զ�ֹͣ�����ﵽ��������Ҫ���豸�Զ������������豸�ﵽ������������Ҫ���豸�Զ�������
�Կ���Ҫ���ϱ�
|
��� |
���� |
���� |
��λ |
���� |
|
1 |
PLC���ƹ� |
2200*800*800 |
�� |
5 |
|
2 |
���ػ� |
�л� ˫��2.4G/500G/2G/DVD���� |
̨ |
2 |
|
3 |
LED��ʾ�� |
21�� ���� |
̨ |
2 |
|
4 |
��̬����(���а�) |
6AV6 381-2BH07-0AV0 |
�� |
2 |
|
5 |
��̬����(������) |
6AV6 381-2BS07-0AV0 |
�� |
1 |
|
6 |
�����ӡ��A4 |
HP P1007 |
̨ |
1 |
|
7 |
UPS |
��Ĭ�� ��1Сʱ |
̨ |
1 |
|
8 |
���˽����� |
��ΪS5700-24TP-SI(AC) |
̨ |
2 |
|
9 |
������ |
24�ڣ�RJ45��� |
̨ |
1 |
|
10 |
��̵��� |
6ES7972-0CA23-0XA0 |
�� |
10 |
|
11 |
������� |
6ES7810-4CC08-0YA5 |
�� |
1 |
|
12 |
���� |
GYXTW |
�� |
���� |
|
13 |
ͨѶ���� |
|
�� |
���� |
|
14 |
����̨ |
1000��700��700 ����������ߣ� |
̨ |
3 |
|
15 |
������� |
ʩ�͵� |
�� |
���� |
|
16 |
������ |
������ |
�� |
2 |
|
17 |
��Դģ�� |
6ES7 307-1EA00-0AA0 |
�� |
6 |
|
18 |
CPUģ�� |
6ES7 315-2AG10-0AB0 |
�� |
,
1 |
|
19 |
2MB |
6ES7 953, -8LL20-0AA0, |
1 |
|
20 |
��̫��ͨѶģ�� |
6GK7 343-1EX20-0XE0 |
�� |
1 |
|
21 |
ͨѶģ�� |
6ES7 153-1AA03-0XB0 |
�� |
5 |
|
22 |
DO |
6ES7 322-1BL00-0AA0 |
�� |
8 |
|
23 |
DI |
6ES7 321-1BL00-0AA0 |
�� |
10 |
|
24 |
AO |
6ES7 332-5HD01-0AB0 |
�� |
3 |
|
25 |
AI |
6ES7 331-7KF02-0AB0 |
�� |
15 |
|
26 |
PLC���죨���أ� |
6ES7 195-1GA00-0XA0 |
�� |
4 |
|
27 |
PLC���죨Զ�̣� |
6ES7 195-1GF30-0XA0 |
�� |
2 |
|
28 |
���ص�Դ |
24VDC,10A 6EP1334-3BA00 |
�� |
4 |
|
29 |
������ |
V20-C/FS��˫�� |
�� |
2 |
|
30 |
40ǰ������ |
6ES7 392-1AM00-0AA0 |
�� |
18 |
|
31 |
20ǰ������ |
6ES7 392-1AJ00-0AA0 |
�� |
17 |
5���DZ�ϵͳ:ȫ���ļ���DZ����ݱ����̹������̺��Զ�������ϵͳ��Ҫ�����á���Ҫ��������У��¶ȡ�ѹ����������Һλ��pHֵ�ȣ�Ϊ�˱�֤�DZ��źŵĿɿ����DZ�Ӧ�����¶Ȳ����Ҳ���4��20mA������źţ�������ר�õ��ºͰ�װ����;���ǵ�����������������Ӧ�ԣ��ر��Ǵ�����ֱ������ˮ��������ʽӴ�������ʴ�ͽṸ����˴���������ѡ�ø�Ĥʽ���ǽӴ�ʽ������ϴʽ���һ��ⰲװ���DZ������������ȼ�Ӧ�ﵽIP65����û��ˮ�µ��DZ������������ȼ�Ӧ�ﵽIP68��Ϊ�˱�֤�DZ��źŵĿɿ����DZ�Ӧ�����¶Ȳ����Ҳ���4��20mA������źţ�������ר�õ��ºͰ�װ������
6�����ס�����ѹ�������ӵ�:������������ֳ�����վ�ĵ�Դ�������ñ���������ѹ����װ�á��Էǹ���ͨѶ����˿��Լ�4��20MAģ���źŶ˿����ú��ʵķ�����ѹ��������;�ӵ�װ�ð��չ��ұ�������ϵͳ�ӵ�Ҫ��ȵ�λ��ֱ�ӵء�
*���ײ��֣����DZ��Կصĵ�Դ���֣��źŲ��ֵĽ��ߺͳ���װ���ʵı������������õ����ĵȵ�λ���ӣ��Դﵽ��ѵķ���Ч����

�ߡ���Ҫ����ָ��
1������ʹ������:�豸�����ڷ��ͳ�����������������ʹ�ã������ظ����ӻ������
2��������:��24Сʱ������������������ʴ�80-85���ϡ�
3����ˮ:��ˮ�ŷŷ��ϡ���ˮ�ۺ��ŷű�����GB8978���еĶ���������Ҫ��
4������:�����ŷŷ��ϡ������Ⱦ���ŷű�����GB14554������������Ⱦ���ۺ��ŷű�����GB16297�������ŷű���
5������:�����ŷŷ��ϡ���ҵ��ҵ���绷�������ŷű�����GB12348���������Ҫ��
6����������Դ������:�������100%��Դ���ã���������л����Ϸ��ϡ�ũҵ����Ʒ�л����ϱ���NY525Ҫ��
�������������Ҫ��
|
��� |
��Ŀ |
��λ |
��Ҫ�� |
|
1 |
ˮ�֣����������������� |
% |
��40 |
|
2 |
�л��ʵ�������������ɻ��� |
% |
��30 |
|
3 |
����PH |
|
5.5-8.5 |
|
4 |
���� |
mg/kg |
��3 |
|
5 |
��Ǧ |
mg/kg |
��50 |
|
6 |
�ܸ� |
mg/kg |
��150 |
|
7 |
�ܹ� |
mg/kg |
��2 |
|
8 |
���� |
mg/kg |
��15 |
|
9 |
�׳��������� |
% |
��95 |
|
10 |
�۴�ֵ |
��/g |
��100 |
������ �豸�۸�
|
��� |
���� |
��� |
�۸�λ��Ԫ�� |
|
1 |
������������
һ�廯�豸 |
�մ���3��(�������������豸) |
598000.00 |
|
2
|
������������
һ�廯�豸 |
�մ���5��(�������������豸) |
798000.00 |
|
3 |
������������
һ�廯�豸 |
�մ���3��(�������������豸) |
1180000.00 |
|
4 |
��ע����רƱ���˷Ѻ���װ |
1]���˱��ۺ�13%��ֵ˰��Ʊ�������������ã��ҷ���ʩ��ͼָ�����������۸�Ϊ���α��ۣ����ݼ���ϸͼֽ���ߺ�����е�����
2]���豸��������45�������գ��ֳ���װ���Թ���15�������ա�
������ ��ȫ��ְҵ�������������������·
һ����ȫ:������ȫ�����ƶȣ�ָ����ȫ���������ˣ�����������ȫ����װ����ȫ�ȣ�ϵͳ�ڸ����ؼ��豸���ð�ȫ���أ��ؼ�ʱ�̿�ǿ��ֹͣ����ֹ���⡣
����ְҵ������������ʩ;��ȡ��ʩά����ҵ��Ա���Ͷ�������������������ҵ��Ա�����彡��������Ŀ��ȡ���´�ʩ��
1����������ҩ������������Ӭ������ȣ�
2����ҵ��Ա�䱸��Ҫ���ͱ���Ʒ�������������ͷ������ֵȣ�
3������ҵ��Ա���ڽ�����죻
4����ְ�����а�ȫ������������������
5�����鰲ȫ������ʩЧ����������ȫ��������ʱ���ְ�ȫ���������Ļ��ڡ�
��������:������������վ���ڡ�������������ϵͳ�����������й��ұ���������Ʒ���淶��GB500166�������������������ƹ淶��GB500140��Ҫ��������á�
�ġ��������·: ������Ŀ�ĵ������ա�����װ�õļ̵籣�����Զ�װ����ƹ淶����������װ�õĵ��������DZ�װ����ƹ淶��������ơ���Ŀ��·���ա������淶�����������淶��������ƣ������豸���·���������ر��������㱣����ʩ�����ϸ��յ�����װ�淶��ơ�
�ڰ��� ��Ŀ��������
һ����������
1�������������������淶CJJ184
2�����������������
3�������Ⱦ���ŷű�GB14554
4��������Ⱦ���ۺ��ŷű�BG16297
5����ҵ��ҵ���绷�������ŷű�GB12348
6����ҵ��ҵ���������GBZ1
7��������Ʒ���淶
8�����������������ƹ淶GB500140
9������װ�õļ̵籣�����Զ�װ����ƹ淶
10������װ�õĵ��������DZ�װ����ƹ淶
11�������йع��ұ��淶
��������ԭ��
1���ִ᳹�й��ҹ��ڻ�����������������ߣ�ʹ��Ŀ������Ϲ����йط��ɡ����桢�淶������
2�����ø�Ч���ܡ����ڹ����������Ƚ����ȶ��ɿ��Ĵ������գ�ȷ��������������Ч����
3�����ú��ʵ��Զ�������������DZ���������й���ˮƽ��
4��ע�س�����������վ�Ļ������裬���������Ⱦ��Ӱ�컷��������

|




