我国是一个水资源匮乏的国家,水资源人均占有量仅为世界水资源人均占有量的1/4,而且分布不均、利用率低。随着社会经济发展,水的需求量不断增加,水资源短缺和社会经济发展的矛盾更加突出,开展废水深度处理及回用对缓解我国水资源的紧张形势十分必要。印染行业是我国的工业用水大户和废水排放大户。据不完全统计我国印染废水的排放量约为3×106--4×106m3/d,约占整个工业废水排放量的35%,但回用率却不到10%;对印染废水进行深度处理,提高废水回用率,这对缓解水资源危机、维持印染行业的可持续发展都有重大的现实和经济意义。
1、国内印染废水处理及回用现状:我国对印染废水回用已有较多的研究,从目前研究及应用的情况来看主要有以下特点:
(1)回用技术大多处于试验研究阶段,多为小试和中试,实际工程应用较少,且水的回用率较低,一般不超过50%,主要回用于对水质要求不高的前道工序,缺乏有利于提高回用水水质及回用率的高效技术的推广应用。
(2)回用处理主要是对印染废水在达标处理的基础上进一步进行处理,达到回用水水质标准。处理工艺主要采用混凝、吸附、过滤和氧化等技术,其中对去除盐度和硬度的关键技术研究较少。
(3)由于现有技术水平的限制,印染废水大量回用对生产及废水处理系统会带来一系列问题,包括有机污染物和无机盐的积累。目前对废水长期回用的水质问题及对水处理系统的影响研究不多,特别是无机盐的积累问题基本没有涉及。
2、印染废水深度处理回用技术及工艺:印染废水深度处理主要对常规二级处理系统出水进行处理,去除的污染物主要是色度、COD和盐度(电导率)等,使出水水质满足生产工艺要求。印染工艺和产品质量要求不同,对回用水的水质要求也不同。因此,我国尚没有统一的印染废水回用水水质标准;根据行业经验,水质指标都必须控制在用水指标之内。因此,纺织印染业对回用水水质的要求远远高于城市生活杂用水的水质要求。
2.1、深度处理单元技术
2.1.1、吸附处理技术:将废水通过由吸附剂组成的滤床,污染物质被吸附在多孔物质表面上或被过滤除去。活性炭是印染废水深度处理中最常用的吸附剂,其微孔多,比表面积可高达500~600m2/g,具有很强的吸附脱色性能,特别适合相对分子质量小于400的水溶性染料的脱色吸附。但活性炭对疏水性染料吸附效果较差,其再生也比较复杂且费用昂贵,限制了吸附法在印染废水深度处理中的应用。
天然矿物如高岭土、硅藻土、活性白土以及煤粉等也具有较高的吸附性能,在印染废水的深度处理中也有使用。另外,李蒙英等研究了利用青霉菌对印染废水进行吸附处理,结果发现:其对黑色和红色染浴废水的色度具有较好的处理效果,去除率达到了98.0%和74.5%,为吸附法的发展提供了新的选择。吸附法虽然见效快,但是使用后的吸附剂再生比较困难,如果不进行回收再生则容易产生二次污染;因此研发新型高效且易再生的吸附剂是当前吸附方法的研究发展方向。
2.1.2、膜分离技术:膜对不同物质具有透过性差异,膜分离技术就是利用膜的这种特性,在一定的传质推动力下,对混合物进行分离的方法。印染废水深度处理所用的膜分离技术主要有微滤(MF)、超滤(UF)、纳滤(NF)和反渗透(RO);MF和UF常作为NF和RO的预处理;UF能分离大分子有机物、胶体、悬浮固体;NF能实现脱盐与浓缩的同时进行;RO能去除可溶性金属盐、有机物、胶粒等并截留所有离子;阮慧敏等采用UF+RO工艺对浙江某印染厂废水生化处理后的出水进行处理,膜系统进水COD100~350mg/L,色度180倍,电导率800~1350μS/cm。膜系统处理后出水COD<10mg/L,色度1~2倍,电导率<30μS/cm;Xujie Lu等采用生物滤池结合膜分离的方法,当进水COD为150~450mg/L时,出水COD降到50mg/L以下,去除率高达91%,且色度、浊度、铁锰浓度的去除效果都非常好。
*膜分离技术的优势为:其不仅能去除水中残余的有机物,降低色度,还能脱除无机盐类,防止系统中无机盐的积累,是印染废水深度处理中极具前景的一项技术。然而,膜处理工艺的成本较高,且膜组件易被污染而缩短其使用寿命。只有通过控制并降低膜污染来延长膜寿命,从而降低成本,膜分离技术在印染废水深度处理中才会得到更加广泛的应用。
2.1.3高级氧化深度处理技术
(1)化学氧化技术。在印染废水深度处理中,O3和Fenton试剂是比较常用的氧化剂;O3具有较强的脱色作用,虽然对COD的去除效果很小,但是可以改变废水的B/C,从而提高废水的可生化性。卢宁川等采用O3 氧化对印染废水进行处理,结果发现:COD的去除率为72%,而色度降低了94%。郭召海等研究了O3对色度去除和B/C的影响,发现臭氧的投加量为15 mg/L左右时,色度的去除率可以达到70%,B/C也提高了一倍多;O3氧化的主要优点是设备简单紧凑、占地面积小、容易实现自动化控制;主要缺点是处理成本高,不适合大流量废水的处理。
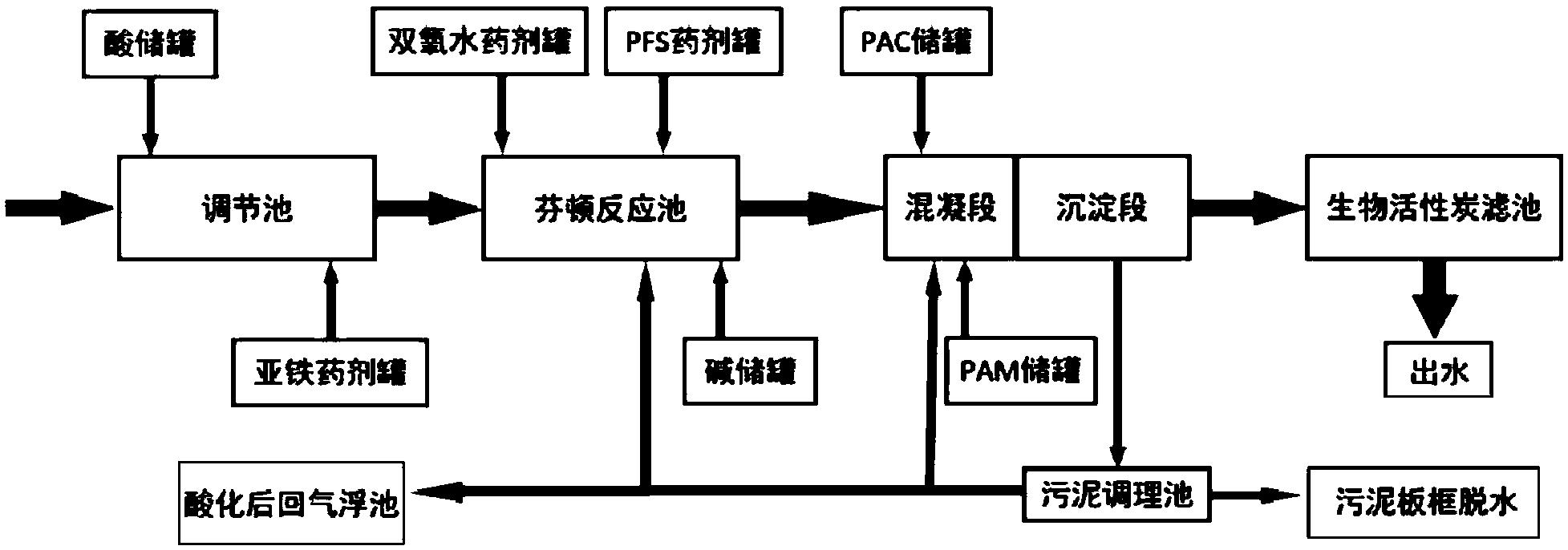
Fenton试剂是由H2O2和Fe2+复合而成的氧化剂,在酸性条件下产生的・OH具有极强的氧化作用,特别适合处理成分比较复杂的染料废水。姜兴华等利用Fenton试剂对印染废水进行深度处理,结果发现:pH2~3,H2O2用量3.2mL/L,铁炭体积比1∶1,反应时间90min时,出水COD去除90%以上,色度降低99%,盐度降低64%,回用水水质指标均达到了回用要求;史红香等也对Fenton试剂处理印染废水进行了研究,获得了类似的结果。Fenton氧化对COD和色度具有较强的去除能力,但是铁离子的存在可能会影响水的颜色,而且反应的pH较低,可能对其他处理工序有影响。
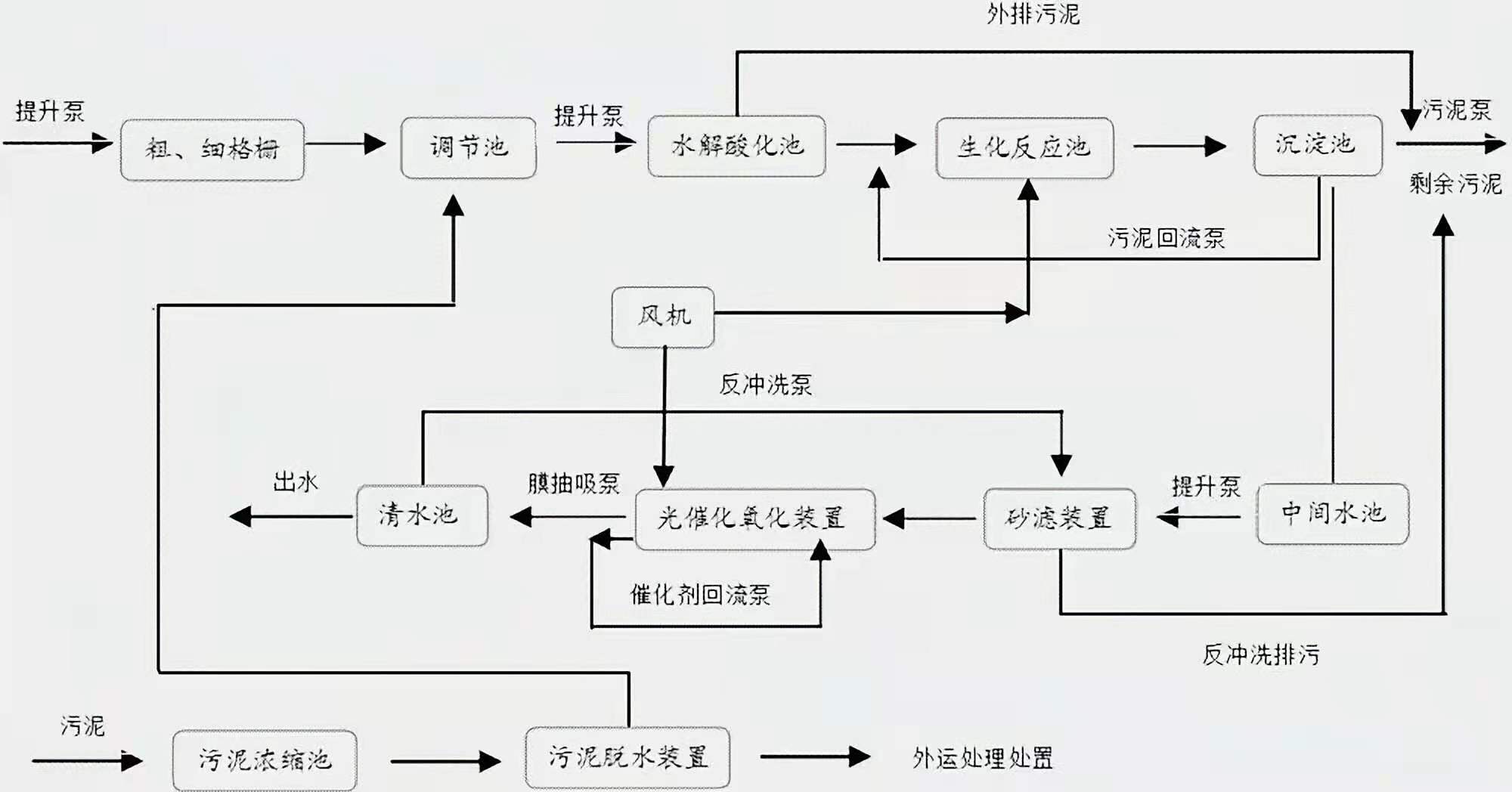
(2)光催化氧化技术。利用强氧化剂在UV辐射下产生具有强氧化能力的OH来处理废水,具有低能耗、无二次污染、氧化彻底等优点,最常用的有UV/Fenton、UV/O3、UV/H2O2等。光催化研究较多的还有以光敏化半导体为催化剂,其中TiO2光催化剂应用最广,且处理效果最好。TiO2在光辐射下,其价带上会产生电子空穴(h+)对,TiO2表面吸附的有机物被具有强氧化性的h+活化、氧化而降解。冯丽娜等采用了TiO2/活性炭负载体系对某印染厂的二级处理出水进行处理,进水COD在300mg/L左右,在最佳反应条件下,出水COD降到50 mg/L,色度降为2倍,研究表明:利用活性炭的吸附性能,有助于解决TiO2的流失、分离和回收问题,提高光催化剂的处理效果;但废水本身的透光性和光利用率制约着光催化技术在废水处理工业中的应用。
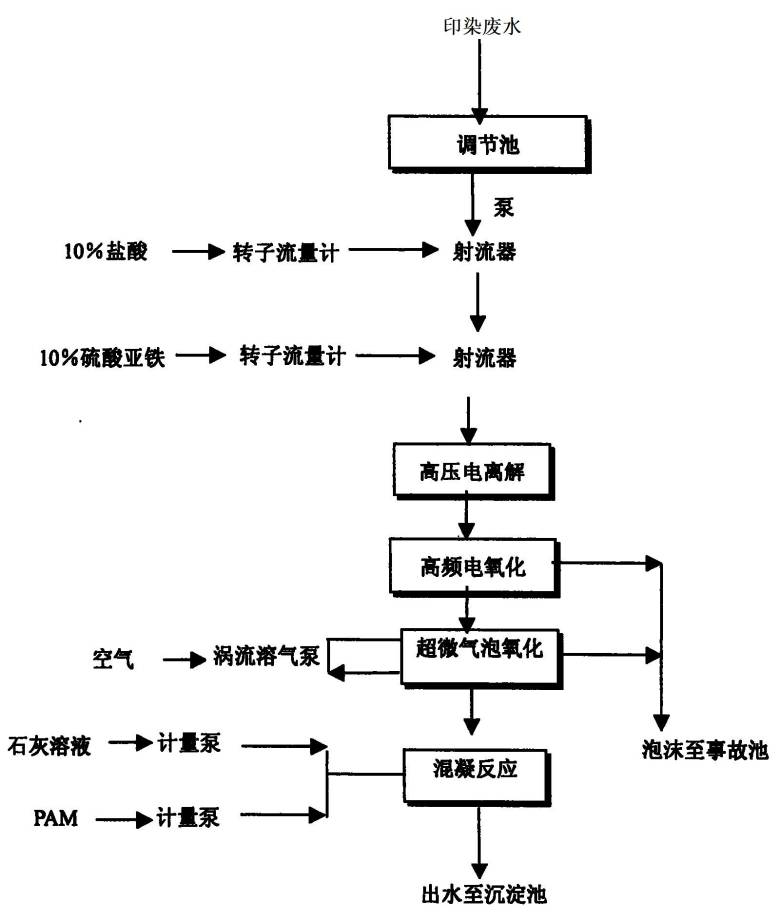
(3)电化学氧化技术。在外加电场作用下,在特定反应器内,通过一定化学反应、电化学过程或物理过程,产生大量的自由基,利用自由基的强氧化性对废水中的污染物进行降解的过程。电化学技术具有易控制、无污染或少污染、高度灵活等特点;M.Kennedy指出电化学方法对印染废水的脱色非常有效,当电化学反应器中废水主流区Fe2+质量浓度为200~500 mg/L时,色度去除率达到90%~98%,COD和BOD去除率分别达到50%和70%。但这种可溶性电极氧化法的电极消耗过大,故新型电极的开发就成为研究的热点之一。贾金平等利用活性炭纤维与铁的复合电极降解多种模拟印染废水,取得了较好的结果。雷阳明等以PbO2/Ti为阳极处理模拟印染废水,色度和COD去除率最高可达99.5%和78.6%。

2.1.4、高效生物处理技术:印染废水二级出水污染物可生化性不高,生物降解有一定难度,生物法的重点在于开发强化生物技术的新型生物反应器,以进一步去除COD和色度。
(1)曝气生物滤池(BAF)。印染废水经二级生化处理后,水中COD及BOD相对较低,曝气生物滤池填料上生长的贫营养微生物如假单胞菌、芽孢杆菌等,比表面积较大,对废水中的有机物有较强的亲和力;周锋研究了BAF处理印染废水的二级出水,水解酸化+好氧工艺后增加BAF深度处理工艺,当进水COD<200 mg/L,水力负荷1.0~2.0 m3/(m2・h),气水比为(2~3)∶1时,出水COD去除率在50%以上,达到一级排放标准。曝气生物滤池中生物浓度和有机负荷高,处理效果稳定,出水水质好。滤池中的滤料粒径越小处理效果越好,但是小粒径又会使工作周期变短,滤料不易清洗,相应的反冲洗水量也会增加;因此选用合适的滤料粒径是充分发挥曝气生物滤池功能的关键。
(2)移动床生物膜反应器(MBBR)。MBBR是一种新型的生物膜反应器。微生物在反应器内的填料上富集,填料悬浮于反应器内并随着混合液流动,因此气、水、填料三者能够在反应器内充分接触,氧的利用率和有机污染物的传质效率高,且生物膜的活性较高,老化的生物膜易从填料表面脱落。MBBR还具有不需要反冲洗、抗冲击负荷强、出水水质稳定等优点;目前关于用MBBR工艺处理印染废水的研究不多。霍桃梅发现MBBR深度处理印染废水时对COD及氨氮两项指标有良好的去除效果;进水COD由200mg/L左右降到50mg/L以下,氨氮由10mg/L降到2mg/L以下,但色度去除率仅为25%。
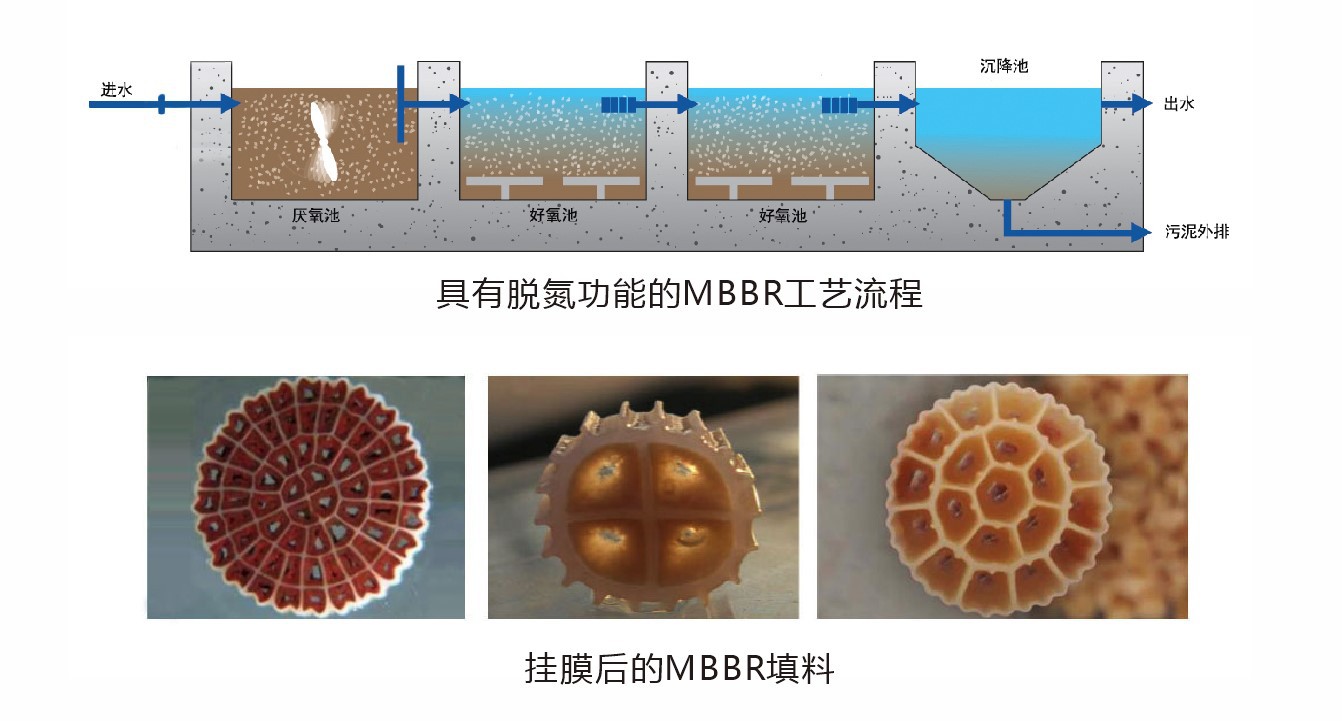
*印染废水中有机污染物品种较多,生物填料上的多菌种体系有较大的降解能力,所以MBBR作为深度处理工艺对有机物浓度较低的二级生化处理出水具有很大的优势。未来可以将MBBR在印染废水深度处理中的研究和应用作为一个发展方向。
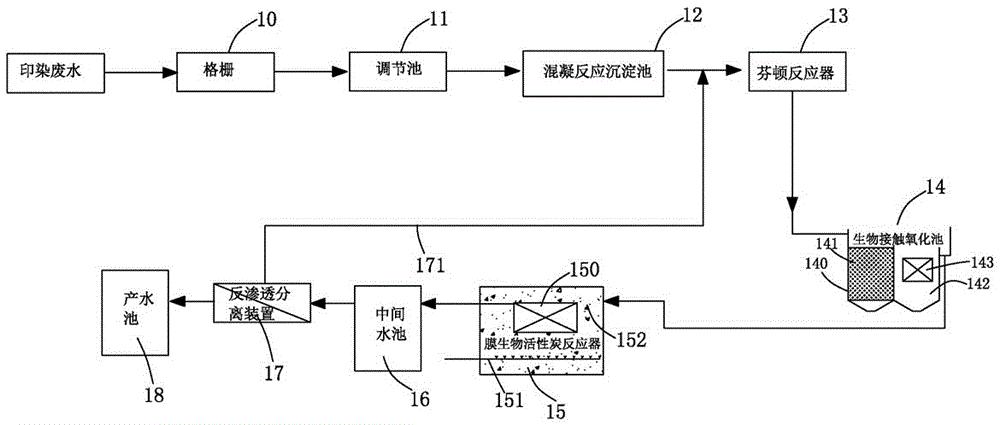
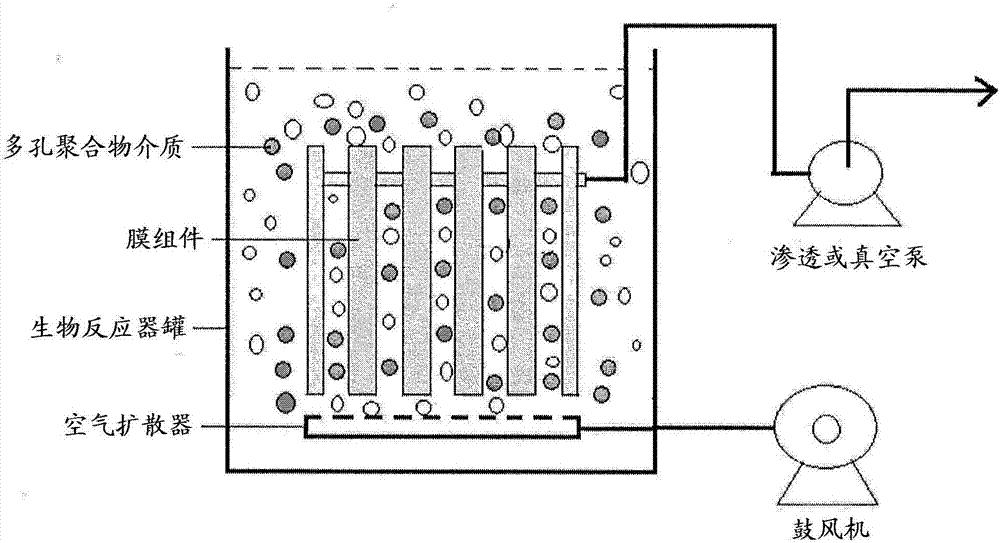
(3)膜生物反应器(MBR)。膜生物反应器集膜分离与生物降解于一体,可去除废水中大部分残余的COD、色度和所有的SS。而后通过NF(RO)工艺进一步处理,去除大部分盐度,出水水质一般能达到回用水要求。戴舒等以回用为目的,采用由好氧反应器和超滤膜组成外置式MBR结合纳滤膜处理印染废水,结果表明:系统COD、色度和浊度的去除率均达到99%,电导率去除率97%;P.Schoeberl等先采用MBR和NF结合处理印染废水,出水水质全部满足回用水指标,但是考虑到技术难度和高额的经济成本,而后用UF代替NF同样取得较好的效果;MBR的优点在于工艺流程短、占地面积少、出水水质稳定;缺点和膜分离技术类似,主要是膜污染导致的膜寿命短、成本高和电耗高。
2.2、印染废水深度处理回用集成工艺
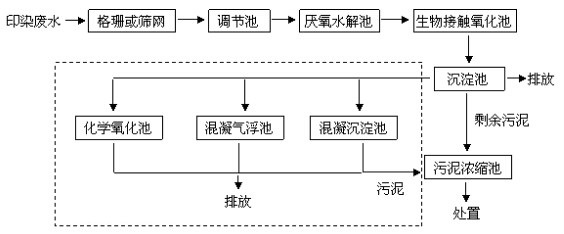
2.2.1、传统技术组合工艺:由于印染废水水质复杂,废水回用只靠单一技术难以实现,因此需要将各种方法有机结合起来,采用组合工艺进行综合处理。Xiaojun Wang等采用臭氧联合生物法处理印染废水,臭氧氧化后废水B/C由0.18提高到0.36,COD和色度的去除率也都有一定的提高。黄瑞敏等采用混凝脱色―曝气生物滤池―离子交换组合工艺处理针织棉布染色废水,出水色度去除至10倍以下,COD<20mg/L,SS低于2mg/L,浊度低于3NTU;郭召海等研究了O3氧化和生物滤池组合工艺处理印染废水的效果,发现O3-生物滤池组合技术很好地发挥了化学氧化、吸附和生物降解的协同作用,且具有运行成本低、不产生浓缩液和剩余污泥少等优点。单一技术用于深度处理,难以同时解决脱色、降COD和除盐等问题,将各种单一技术进行有机结合,能得到较好的处理效果,还能保证充分发挥各技术的优势,提高污染物去除率。
2.2.2、膜技术与传统技术的集成工艺:印染废水成分复杂,如选用膜技术处理印染废水,必须选择合适的前处理工艺来阻止废水中的胶体、有机质、悬浮物等对膜造成污染。A. Bes-Piá等采用O3与NF结合的工艺对经生化处理后的印染废水进行处理回用,以O3来氧化引起膜污染的有机物质,出水的各项指标可以达到回用标准。M.Marcucci等针对生产车间的直排废水进行物化预处理后,利用絮凝沉淀、O3氧化和UF进行后续深度处理,整个工艺过程色度去除率为93%,COD去除率为66%;膜的污染问题限制了膜技术在印染废水处理中的应用,采用O3氧化等预处理手段来控制膜污染,从而增加膜的使用寿命,降低处理成本,是未来印染废水深度处理的一大趋势。
2.2.3 集成膜处理回用工艺:国外很多研究证明,将不同的膜分离技术结合,构成集成膜工艺,是印染废水深度处理的一个重要方向。M. Marcucci等对经砂滤、UF处理后的印染废水,再用NF或RO进行深度处理。实验证明:NF或RO作为深度处理方案是可行的,RO出水可回用于任何印染工序,NF在脱盐和去除矿物质方面不如RO,但运行成本低于RO。
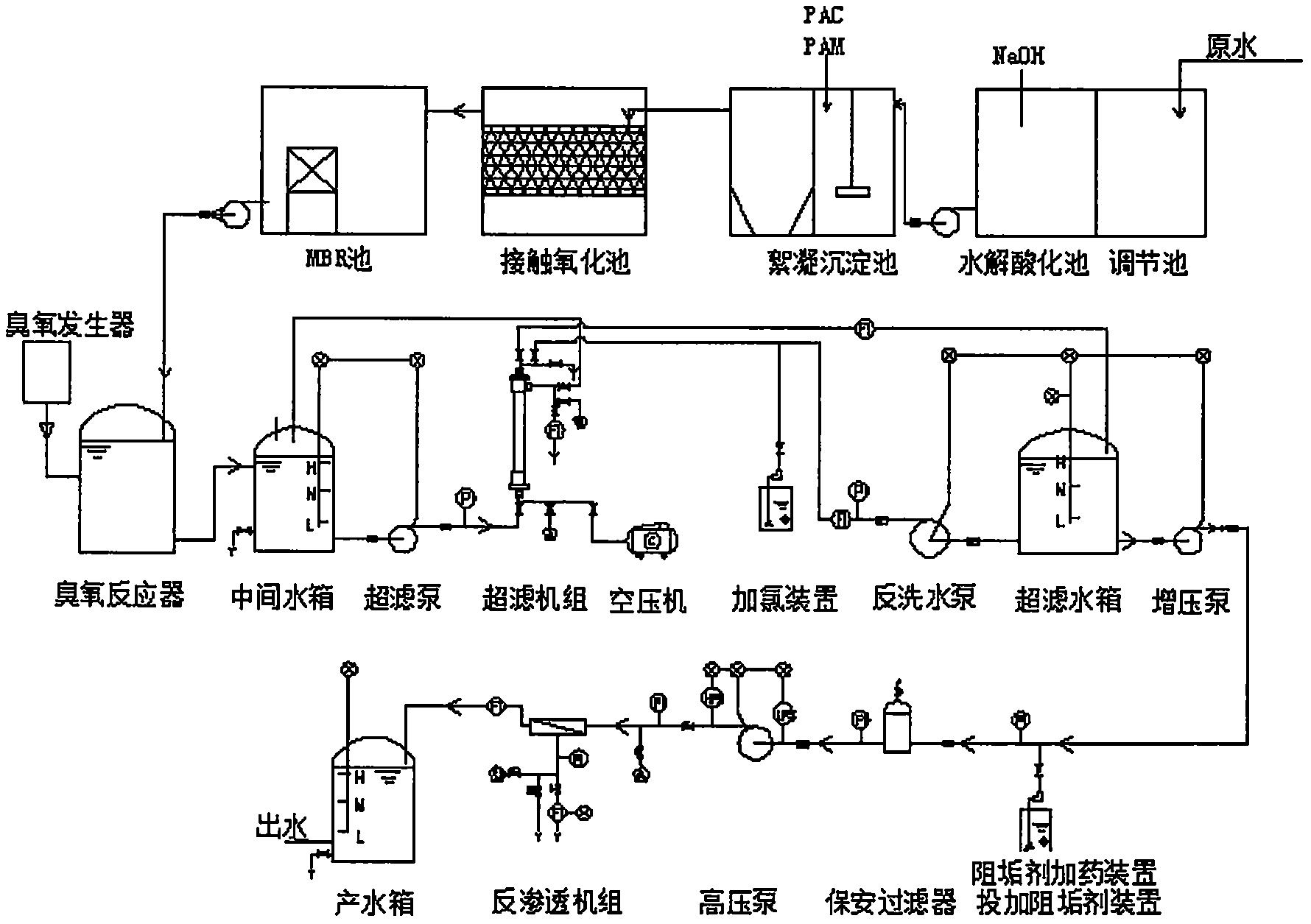
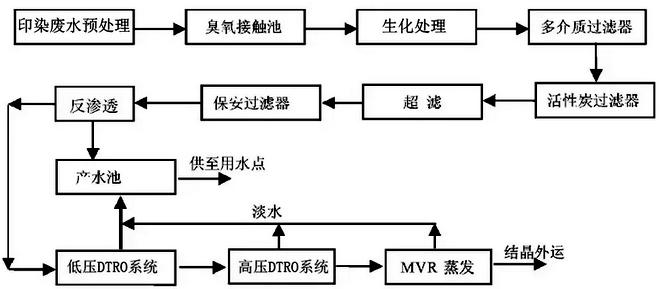
上海企科开发了“臭氧催化氧化+CMF+RO”深度处理工艺,并建成1500m3/d的印染废水膜法处理回用示范工程。O3催化氧化系统主要用于去除水中难生化降解有机污染物的COD和色度,去除率分别可达30%~40%和90%以上。臭氧催化氧化出水进入连续超微滤(CMF)系统,出水水质稳定,COD 稳定在40mg/L左右,浊度<0.4NTU,污染指数(SDI)<3;再经反渗透处理后,出水COD<10mg/L,电导率<10.5μS/cm,SS和色度均为0,满足推荐的高级回用水水质标准。整个工艺通过分质处理、分级分质回用,废水回用率达到总处理水量的75%以上;这些研究都表明了未来废水深度处理技术的发展方向,即充分利用多种工艺技术集成,提高废水处理程度,达到废水循环回用是最终目标。

3、结语和展望:印染废水已经对我国水环境构成严重威胁,随着人们环保意识的增强,印染废水深度处理和回用越来越受到政府的关注。针对印染废水深度处理的单一技术较多且各具优缺点,但均难以达到排放及回用标准,要根据印染废水水质的特点,合理选择和优化组合处理工艺。膜分离技术是印染废水深度处理的一个重要研究方向。未来研究可以在单元技术改进的基础上,包括生化、物化处理效果的提高、难降解有机物处理技术的改进和膜组件污染的控制等,而后形成一套出水满足回用水水质标准、回用率高且运行高效经济的印染废水回用集成技术。
|




