垃圾中转站渗滤液处理技术方案
1、 项目概况
1.1、 概述
项目名称:垃圾中转站渗滤液处理项目
建设性质:新建
项目建设规模:设计处理能力为20 t/d
工程简述:垃圾中转站垃圾压缩处理过程中会产生垃圾渗滤液及中转站地面、垃圾收运车、压缩机等设备、场地的冲洗废水,根据相关资料,垃圾中转站渗滤液产生量约为20t/d,需新建一套污水处理系统对渗滤液实现站内就地处理,以满足环保排放要求。
1.2 、工程规模及处理程度
1.2.1 、处理对象:本工程的处理对象为垃圾中转站垃圾压缩机压缩过程产生的压滤液及运输车辆、压缩机、车间地面的冲洗水。
1.2.2、 工程规模:根据垃圾转运站设计日接收垃圾量,合理考虑渗滤液的产生量,本项目设计垃圾渗滤液处理量为20t/d。
1.2.3 、设计进水水质:中转站垃圾由于停留时间短,渗滤液中有机物无法得到自身降解,其COD、BOD浓度较高。根据以往工程经验取其水质指标如表1-1所示:
表1-1进水水质指标
|
指标 |
pH |
CODcr |
BOD5 |
SS |
NH3-N |
|
单位 |
无纲量 |
mg/L |
mg/L |
mg/L |
mg/L |
|
数值 |
6-9 |
≤20000 |
≤12000 |
≤1000 |
≤800 |
1.2.4、 设计出水水质:本工程出水水质执行《污染物综合排放标准》(GB8978-1996)三级排放标准,处理后出水排入市政管网。
表1-2 设计出水指标
|
指标 |
CODcr |
BOD5 |
氨氮 |
SS |
|
单位 |
mg/L |
mg/L |
mg/L |
mg/L |
|
数值 |
≤500 |
≤300 |
--- |
≤400 |
2、 工艺分析:垃圾中转站是进行城市垃圾收集处理的重要枢纽,是连接垃圾产生源和末端处理系统的枢纽,是城市生活垃圾收运处置系统中一个必不可少的环节。中转站通过先进的接收、压缩装置,将散装垃圾压缩装箱,不仅实现了垃圾运输的封闭化,避免了垃圾运输过程中的散落、滴漏,而且提高了长途运输的经济性,减少了车流量。
2.1 、中转站渗滤液水质分析、垃圾中转站产生的污水主要来源有:
(1)生活污水。主要来自食堂、浴室、卫生间、主要污染物COD、BOD5、SS、动植物油。
(2)冲洗废水。垃圾中转站产生的冲洗废水包括垃圾槽冲洗水、车间地面、车辆冲洗水等。
(3)渗滤液。垃圾挤压装车中产生含COD、BOD5、氨氮、SS等污染物的垃圾渗滤液,主要有两部分:一是压装机和集装箱接口处,而是箱体内。
2.2、垃圾中转站废水具有以下特征:
(1)垃圾渗滤液的主要特点是所含污染物成分复杂,水质和水量变化大,冲击负荷高。
(2)垃圾中转站内垃圾刚经上游收集、停留时间短、其渗滤液较新鲜,有机污染物浓度大。
(3)渗滤液的 BOD5/CODCr 的比值在0.3~0.7 之间,可生化性较好;渗滤液的浓度越高,可生化性越好。
(4)垃圾渗滤液的浓度随季节、降雨量变化较大。
(5)垃圾渗滤液的氨氮浓度较高,氨氮/CODCr 约在 0.1~0.2 之间。
未经处理的垃圾渗滤液流经地表或渗入地下水后,将对环境造成严重的二次污染,所以对垃圾渗滤液的污染控制成为垃圾无害化处理的重要组成内容。
2.3、 工艺选择原则、本项目垃圾渗滤液处理工艺必须满足以下原则:
(1)处理工艺流程有利于确保处理效果,确保运行的安全可靠性;
(2)具有较强的冲击负荷适应能力;
(3)保证工艺设备质量,合理节省投资;
(4)有利于节能降耗,降低运行费用,易于维护和运行管理;
(5)采用二次污染少、污泥量少、低噪音处理设施;
(6)合理考虑现有地理状况,节约用地,控制建筑物高度;
(7)具有较高的自动化控制水平,实现电脑中央监控;
(8)操作管理方便、技术要求简单,劳动强度低;维护简单方便,宜于长期使用。
2.4、 工艺路线的选择:近年来我国环卫行业专门从事垃圾渗滤液处理技术研究单位和企业的工程技术人员在总结我国早期填埋场渗滤液污水处理工程经验、教训的基础上,进行了大量的科学研究和技术开发工作,取得了一定的进展和成果,并逐步应用到垃圾渗滤液处理工程。目前较为普遍接受的技术观点为:
(1)采用“生化+物化”工艺技术处理渗滤液,生化处理过程可以有效地降解、消除污染物,但受不可生化降解残余物存在的限制,无法满足本项目水质排放标准。
(2)直接采用“高压膜分离”工艺技术处理渗滤液,膜分离处理过程可以有效地分离水与污染物,可以达到本项目水质标准,但由于膜分离处理不能降解、消除污染物,且膜工艺处理过程会产生浓缩液,不利于将来浓缩液的处理。
(3) 采用“物化+生化”工艺技术处理渗滤液,可以满足本项目处理水水质排放标准。其中,物化处理过程可以有效断链,将大分子有机物断链为小分子有机物。提高废水的可生化性。生化处理过程可以有效地降解、消除污染物。
综上所述并结合工艺选择的原则,本项目垃圾渗滤液主体处理工艺为“预处理+高级氧化+高效均相反应系统”工艺。该工艺能充分将废水中的NH3-N及CODCr等污染物去除,使出水达到《污染物综合排放标准》(GB8978-1996)三级排放标准。
2.5、 高级氧化及高效均相系工艺简介:我司作为一家专业的环保公司,充分利用我司的技术及资源优势,通过多年来的探索与研究,积累了丰富的废水治理实践经验。近年来,针对国家环境治理要求的提高和国内垃圾中转站渗滤液就地达标处理的新兴市场需求,我司通过自主研发,在国内首创了“高级氧化+高效均相反应”组合工艺,成功的解决了传统工艺所存在的一系列问题;目前该工艺已经在重庆、江苏等地垃圾中转站获得了成熟应用。处理效果良好,设备操作简便,系统运行稳定可靠,得到用户和当地环卫部门的高度认可;该工艺污水处理负荷可以高达6 kgCOD/m3・d,大大减少占地面积。通过在高效均相反应器内投加专用填料,使生物量可以达到12 g/L,有效提高了微生物数量。主要有如下优点:
(1)容积负荷高,节约占地。通过向反应池中投加生物填料,对比活性污泥法,可显著提高有效生物量,对比生物膜法,填料流化显著提高传质效果。占地可较活性污泥法节约30%-50%用地。
(2)可同步强化脱氮除磷。采用活性污泥-悬浮填料复合工艺,可实现同一反应器内不同功能微生物的污泥龄分离。复合工艺由于生物填料的投加,为硝化细菌的生长提供了载体,延长其污泥龄,提高脱氮效果;同时控制活性污泥体系为短泥龄,可增强除磷效果;泥-膜在曝气及水流带动下充分流化,促进生物膜更新,防止泥龄过长、污泥老化处理性能下降;冬季水温较低、活性污泥系统不利于硝化菌群生长时,脱落生物膜对活性污泥起到持续接种作用,维持系统硝化性能不下降。
(3)抗冲击负荷能力强,恶劣水质条件下仍表现较好处理效果。冲击负荷主要表现为常规污染物水质冲击、毒害污染物水质冲击和水量冲击,本质是单位时间内单位表面积微生物所承载的污染物量的变化对处理效果的影响。
(4)无活性污泥工艺易污泥膨胀等问题。采用活性污泥-悬浮填料复合工艺时,由于老化脱落的生物膜无机质比例较高,密度大易于沉降;且生物膜胞外聚合物比活性污泥更多,具有接触絮凝效果,提高污泥聚集性能和污泥沉降性能。
(5)污泥产量较低,节约污泥处置费用。生物膜法的污泥产率仅为活性污泥工艺的一半,且污泥沉降性能的提升,易于降低污泥含水率,可节约污泥处置费用。
(6)无固定床生物膜工艺易堵塞、需反冲洗、滋生红虫等问题。固定床工艺经常出现配水不均匀易产生死区、需定期反冲洗额外耗能及需配套设施、受红虫困扰降低硝化性能等问题。由于填料和水流在生物池的整个容积内都能得到混合,从根本上杜绝了生物池的堵塞可能,池容得到完全利用,无需反冲洗。
(7)系统寿命长。填料耐磨耐用,由于填料对气泡的切割作用提高氧转移效率,可使用穿孔曝气提高曝气系统安全性,延长检修周期。
3、 垃圾中转站渗滤液处理工程设计
3.1 、垃圾中转站渗滤液处理工艺流程:根据上述渗滤液水质水量特点和处理要求,确定本项目采用主要工艺组合为:预处理+高级氧化+高效均相反应系统,工艺流程设计如下:
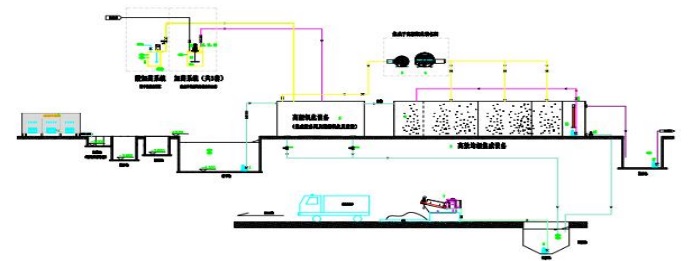
图3-1 垃圾中转站渗滤液处理工艺流程图
3.2 、工艺说明:垃圾中转站垃圾渗滤液主要由两个来源组成:其一,压机压缩机压缩垃圾产生的压滤液;其二,垃圾运输车、压缩机及中转站地面冲洗水。
垃圾中转站渗滤液经过格栅,去除特定粒径的固体垃圾及颗粒物,以保证后续处理工艺正常运行。经过格栅处理后的废水,进入沉砂池,沉淀去除大颗粒固体杂质后,通过隔油池去除浮油。经过前期预处理后的废水,进入到调节池中进行均质均量,以降低后续处理工艺的冲击负荷。调节池中的废水经过泵提升进入到高级氧化工艺段,将长链有机物分子进行断链成小分子。提高废水的可生化性。而后进入到高效均相反应系统中。通过系统的高效处理,使出水相关指标达到《污染物综合排放标准》(GB8978-1996)三级排放标准,排入市政排水管网。渗滤液处理过程中产生少量的污泥经脱水机处理后产生含水率为80%左右的脱水污泥,可与站内固体垃圾一并运至填埋场或焚烧厂处置。
3.2.1、 工艺单元去除效果
各工艺单元去除率如下表所示:
表1-3 各工艺单元去除率
|
工艺名称 |
水量t/d |
COD去除率 |
BOD去除率 |
氨氮去除率 |
SS去除率 |
|
|
预处理单元 |
20 |
30% |
20% |
10% |
10% |
|
高级氧化系统 |
20 |
46% |
30% |
60% |
87% |
|
高效均相反应系统 |
20 |
94% |
93% |
90% |
50% |
3.3、 垃圾中转站渗滤液处理工艺单元设计
3.3.1、主要构筑物
|
序号 |
构筑物 |
数量 |
设计规格参数 |
结构形式 |
|
1 |
格栅池 |
1座 |
/ |
地下式 钢砼结构 |
|
2 |
沉砂池 |
1座 |
有效容积:5m3 |
地下式 钢砼结构 |
|
3 |
隔油池 |
1座 |
有效容积:0.9m3
(参照标准图集04S519) |
地下式 钢砼结构 |
|
4 |
调节池 |
1座 |
有效容积:200m3 |
地下式 钢砼结构 |
|
5 |
污泥池 |
1座 |
有效容积:15m3 |
地下式 钢砼结构 |
|
6 |
清水池 |
1座 |
有效容积:4.5 m3 |
地下式 钢砼结构 |
3.3.2、主要设备
|
序号 |
名称 |
规格型号 |
单位 |
数量 |
备注 |
|
1 |
调节池提升泵 |
Q≥1m3/h,H≥10m,P≥0.75kw,不锈钢材质 |
台 |
2 |
一用一备 |
|
2 |
高级氧化系统 |
处理能力20t/d,集装箱设计,长×宽×高=12.7m×2.7m×3m |
台 |
1 |
|
|
3 |
高效均需系统 |
处理能力20t/d,集装箱设计,长×宽×高=12.7m×2.7m×3m |
台 |
1 |
|
|
4 |
曝气风机 |
Q=3.5m3/min,P≥4kw,风压0.3kgf/cm2 |
台 |
2 |
一用一备 |
|
5 |
搅拌风机 |
Q=0.8m3/min,P≥2.2kw,风压0.3kgf/cm2 |
台 |
2 |
一用一备 |
|
6 |
填料 |
φ25*10mm,比表面积≥620m2/m3 |
批 |
1 |
|
|
7 |
叠螺压滤机 |
长×宽×高≥1960×870×1080mm,处理量4m3/h,配套PAM加药系统 |
套 |
1 |
|
|
8 |
叠螺进泥泵 |
Q≥2m3/h,H≥8m,P≥0.75kw, |
台 |
2 |
|
|
9 |
硫酸储罐 |
φ1.2×1.8米,Q235。配物位变送器 |
套 |
1 |
|
|
10 |
加药泵 |
5L/h,P≥30w |
台 |
1 |
|
|
11 |
加药泵 |
75L/h、P≥0.18kw |
台 |
2 |
|
|
12 |
加药泵 |
50L/h、P≥0.18kw |
台 |
1 |
|
|
13 |
加药搅拌机 |
P≥0.37kw |
台 |
3 |
|
|
14 |
加药桶 |
V=1000L |
个 |
3 |
|
|
15 |
污泥回流泵 |
Q≥2m3/h,H≥8m,P≥0.55kw,不锈钢材质 |
台 |
1 |
|
|
16 |
电动排泥碟阀 |
DN100 |
台 |
3 |
|
|
17 |
清水泵 |
Q≥1m3/h,H≥10m,P≥0.55kw,不锈钢材质 |
台 |
2 |
一用一备 |
|
18 |
自控 |
配套 |
批 |
1 |
|
|
19 |
仪表 |
配套 |
批 |
1 |
|
|
20 |
管材 |
配套 |
批 |
1 |
|
注:表中所列清单设备,可根据项目实际情况进行适当调整。
3.3.3、主要原辅料清单
|
原料名称 |
包装规格 |
年用量 |
厂区内最大储存量 |
储存位置 |
储存注意事项 |
|
PAC
(聚合氯化铝) |
固体粉末25kg/袋 |
77吨 |
7吨 |
专用药剂间,需保持干燥通风 |
避免阳光直晒 |
|
PAM(阴)
(聚丙烯酰胺) |
固体粉末25kg/袋 |
2.52吨 |
0.2吨 |
专用药剂间,需保持干燥通风 |
避免阳光直晒;不能遇水 |
|
PAM(阳)
(聚丙烯酰胺) |
固体粉末25kg/袋 |
0.12吨 |
0.05吨 |
专用药剂间,需保持干燥通风 |
避免阳光直晒,不能遇水 |
|
98%浓硫酸 |
液体
车载 |
20吨 |
2吨 |
硫酸储罐,储罐四周设置围堰 |
需按照国家相关规定进行保管储存 |
|
NaOH
(氢氧化钠) |
片状固体25kg/袋 |
19.6吨 |
2吨 |
专用药剂间,需保持干燥通风。 |
避免阳光直晒,储存期间严禁遇水。 |
注:98%浓硫酸按照国家相关规定,需由业主单位进行备案购买及保存。
4、 一体化渗滤液处理设备典型应用案例及优势特点
(1)工艺设备布局紧凑,占地面积小;
(2)采用集装箱式一体化设备,安装便捷,便于运输;
(3)系统耐冲击负荷强,系统运行稳定可靠,出水水质效果好,产生污泥量小;
(4)系统操作简便,可实现远程监控,易于运行维护管理;
(5)集装箱体采用整体酸洗磷化先进工艺,防腐效果好。
(6)运行费用低,经济合理
|




