1、工程目标:本工程以厌氧发酵处理工艺将作为整个餐厨垃圾处理厂的主体工艺,对餐厨垃圾进行综合处理,实现餐厨垃圾无害化、减量化和资源化处理;通过本项目的实施将实现以下几个目标:
(1) 对餐厨垃圾进行集中处理,消除餐厨垃圾对环境的污染。
(2) 利用生物厌氧发酵可对有机质可进行生物降解的特点,实现对餐厨垃圾的减量化处理,并提取生物质中所含有的生物能源,转化为沼气及电力。
(3) 结合实际情况,选择合理的沼气利用方式,实现能源的最佳转化利用,降低全厂的运行成本或增加运行收益。
(4) 设置完善的配套措施,避免生产过程中的二次污染。

2、工艺方案
2.1、系统组成:根据工程整体的设计目标,餐厨垃圾处理系统采取以厌氧发酵工艺为核心技术,同时采取相关的辅助工艺进行处理,全厂工艺处理系统主要由以下几个部分组成:
(1)餐厨垃圾预处理系统
(2)厌氧发酵系统
(3)沼气预处理系统
(4)热电联产
(5)沼渣稳定化系统
(6)臭气处理系统
(7)废水处理系统
2.2、工艺流程:餐厨垃圾经专用的收集运输车辆送至本厂后,由接收装置进行接收存储,然后进行预处理;餐厨垃圾经过预处理后将骨头、织物、筷子等杂质分选出来,分选出的杂质外送至往填埋场进行填埋处理;餐厨垃圾中一般含由较多的油脂,在预处理过程中将餐厨垃圾中的油油脂进行分离,分离出来的废油直接外送直相关再利用场所进行处理,也可根据需要在厂内设置废油再加工处理系统;经过预处理后的物料送入厌氧发酵系统进行处理,有机物料经过厌氧发酵系统的生物降解处理后,产生沼气和沼渣;沼气作为能源气体首先进行净化处理,并送入沼气柜进行存储,然后送入沼气发电机进行热电联产,产生电力和热水(或蒸汽);产生的电力部分送入全厂的配电系统供厂内使用,富裕的电力可根据项目实际情况上网出售或提供给附近的企业使用;产生的热水(或蒸汽)作为热源送入厌氧发酵系统使用;产生的脱水沼渣进行稳定化处理,生产出性能稳定的腐殖土,可根据市场需求作有机肥或腐殖土出售,或者直接填埋处理;产生的沼液作为废水送往污水处理系统进行处理,下面是全厂总体工艺流程。
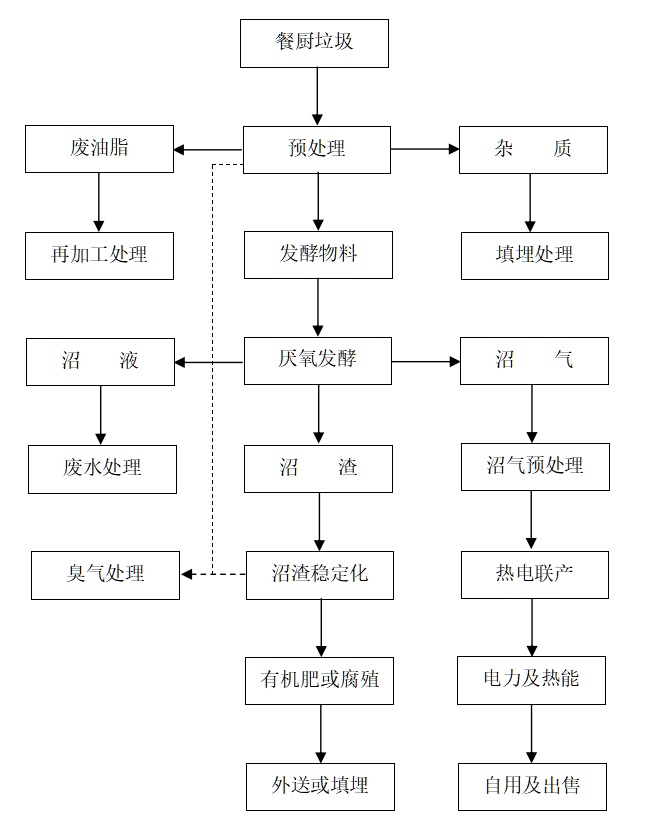
图1餐厨垃圾处理系统流程图
2.3、物料平衡:餐厨垃圾经过厌氧发酵处理后,将分别产生杂质、废油、沼气、有机肥等,同时耗用一定的原料,详见下面的全厂物料平衡图。

图2物料平衡图
2.4、工艺系统介绍

2.4.1、餐厨垃圾预处理系统:餐厨垃圾由专门的收集车辆运输至厂内后,送入餐厨垃圾的接收装置。由于餐厨垃圾主要来源于饭店、餐馆及集市等场所,其中含有部分塑料、金属、纸巾、织物、骨头及筷子等,通过一系列的筛分、破碎、油脂分离、砂石分离等工序将此类杂质分选出来,可直接送往垃圾填埋场进行填埋处理;产生的废油由于数量较少,建议直接送至相关废油再加工企业进行后续处理利用,也可根据实际情况考虑在厂内建设废油脂再加工系统进行处理。

*餐厨垃圾经过预处理后,可用于生物降解的有机物纯度得到提高,满足后续厌氧发酵系统的要求,可通过输送装置送入厌氧发酵系统进行处理。
*餐厨垃圾在预处理过程中将产生一定量的臭气,为保持车间内的工作环境,通知防止臭气外泄影响厂区及周边的环境,车间内产生的首席集中收集后送往全厂的臭气处理系统集中进行处理。
2.4.2、厌氧发酵系统:该系统是餐厨垃圾处理系统核心部分,负责将物料进行厌氧发酵处理。厌氧发酵系统主要由进料装置,发酵罐以及搅拌装置组成,完成发酵罐物料进料,发酵罐内有机物生物降解及产生沼气、发酵浆液出料等过程。

*厌氧发酵系统主要采用中温湿式厌氧发酵工艺,核心厌氧发酵装置采用CSTR厌氧发酵罐,即全混式厌氧反应发酵罐。整个发酵罐采用钢制罐体,具有搅拌、破除浮渣、加热保温功能。
*发酵罐的设计温度为35~37℃,整个发酵罐及发酵罐浆液需要进行加热保温;发酵浆液采取罐内加热方式,循环热水引入发酵罐内的换热装置,与罐内的发酵浆液换热后再引出发酵罐;所需的热水来自热电联产系统。发酵浆液加热的过程根据发酵罐内的温度变化由控制系统进行控制,确保发酵罐在稳定的温度范围内运行;在发酵罐外壁同时设有保温层,减少发酵罐的热量损失。
*整个发酵罐采用沼气搅拌,即将发酵罐产生的沼气中的一部分进行回流,沼气经过沼气压缩机增压后打回发酵罐,通过气体搅拌使发酵浆液在罐体内形成循环搅拌。
*发酵罐通过泵送装置进行进料,并采用重力排料方式进行出料。经过发酵后的物料通过管道送往后续的脱水设备进行处理。发酵沼渣经脱水设备进行固液分离后,分别产生脱水沼渣和沼液。
*发酵罐在整个运行过程中,相关工艺参数实现在线监测,并通过控制系统集中显示在控制室的监控电脑上,保证厌氧发酵系统的稳定运行。
*以下是厌氧发酵系统主要工艺设备参数:
表1厌氧发酵系统主要工艺设备参数
|
序号 |
项目 |
参数 |
|
1 |
进料浓度 |
8~12% |
|
2 |
发酵物料pH |
6.6~7.4 |
|
3 |
发酵温度 |
35℃~37℃ |
|
4 |
发酵罐数量 |
2个 |
|
5 |
单个发酵罐体积 |
3800m3 |
|
6 |
停留时间 |
18~20天 |
|
7 |
有机物降解率 |
50~60% |
|
8 |
原料产气率 |
70~80m3/吨餐厨垃圾 |
:
2.4.3、沼气预处理系统:产生的沼气属于清洁能源,其中甲烷含量较高,具有较高的热值。同时由于沼气中含有水分、硫化氢以及少量颗粒物等杂质,再进行利用前需进行净化处理;沼气预处理采用过滤、气水分离、脱硫等工艺,将沼气中的杂质、水分以及硫化氢去除掉,达到后续沼气利用工艺的标准。

*考虑到餐厨垃圾中营养成分比较高,沼气中的硫化氢含量比较高,约为2000-3000ppm,因此建议采用湿法化学脱硫工艺,保证脱硫效率,并且运行费用较为经济。
*经过脱硫净化处理后的沼气送往沼气存储及利用系统,预处理后的沼气成分见下表:
表2沼气成分及性能
|
参数 |
单位 |
数值 |
|
温度 |
℃ |
25~35 |
|
压力 |
Pa |
2000~3000 |
|
CH4 |
Vol% |
55~65,平均60 |
|
CO2 |
Vol% |
35-45 |
|
H2S |
ppm |
<50 |
|
N2 |
Vol% |
1-2 |
|
O2 |
Vol% |
<1 |
|
热值 |
kJ/Nm3 |
20000-21000 |
*净化后的沼气首先送往沼气储罐进行存储,然后根据需要送往后续的热电联产系统;沼气存储采用双膜储气柜,储气容积为1000立方,可满足向热电联产系统稳定供气的需要。
*沼气预处理系统内设置一个紧急火炬,当出现意外情况或沼气利用不完时,可将多余的沼气燃烧排空,减少对大气的温室气体排放。
2.4.4、热电联产系统:热电联产系统是全厂生物质能源的转化利用系统,负责将沼气转化为电力和热能,实现最终的能源回收利用;沼气利用方式需根据项目的实际情况进行选择,常用的沼气利用方式主要有如下两种方式:
Ø 采用沼气发电机进行热电联产,产生电力和热能
Ø 沼气提纯后作为民用送入城市燃气管网
*本方案暂建议采取第一种方式,在场内设置沼气发电机进行热电联产,产生的电力以及热水(或蒸汽)。产生的电力可满足全厂的生产及生活用电,并且还有大量的富余用电,富余电力可根据项目实际情况采用上网出售,或送给附近的企业使用;热电联产产生余热进行回收利用,通过余热锅炉产生热水(或蒸汽)作为厌氧发酵系统的热源使用;厌氧发酵系统每天产生沼气15000立方,可配置3台500kW的沼气发电机,将所有沼气全部用于沼气发电。通过沼气发电全厂每天可以产生大约30000kWh的电力,除厂内自用大约10000kWh的电力外,还富裕大约20000kWh的电力可对外出售。

2.4.5、沼渣稳定化系统:餐厨垃圾及厨余垃圾经过厌氧发酵处理后,餐厨垃圾中的大部分有机物得到生物降解,产生的沼渣经过脱水后每天大约产生脱水沼渣63吨;该脱水沼渣中仍含有一定量的有机物,需进行后续稳定化处理,以便于残渣的最终处置与利用。
*脱水沼渣的含水率大约为35~40%,根据该物料性质拟采用动态翻堆的方式进行稳定化处理;由于脱水沼渣已经经过厌氧发酵处理,一般只需2~3周的稳定化处理便可达到处理要求,产生性能稳定的腐殖土。
*产生的腐殖土性能已基本稳定,不会再发生生物降解,也不会释放臭气,可根据实际情况选择最终的处置利用方式。如对腐殖土进行深加工,生出高品质的有机肥对外出售。如果当地园林部门需要大量的园林绿化土,则将产生的腐殖土根据要求进行简单的处理,可产生满足要求的绿化土进行使用。
*沼渣在稳定化处理过程中将产生一定量的臭气,需集中收集后送往臭气处理系统进行处理,净化后排放。
2.4.6、臭气处理系统:处理厂产生的臭气主要来源于餐厨垃圾预处理系统以及沼渣稳定化系统。所有臭气经过生化处理后达标排放,保证整个工厂良好的运行环境。本方案拟采用生物除臭技术对全厂的臭气进行处理;生物除臭主要时利用自然界细菌和微生物对臭气的消化和降解过程来自然除臭的方法。收集到的臭气在适宜的条件下通过长满微生物的填料,气味物质先被填料吸收,然后被填料上的微生物氧化分解,完成臭气的除臭过程。


2.5、废水处理系统:全厂产生的废水主要由生产废水和生活废水两部分产生,其中生产废水主要由厌氧发酵系统产生的沼液,其主要特点是有机物浓度较高,表现为COD、BOD和氨氮浓度高,同时还有车间地面及设备冲洗产生的废水;全厂工艺废水大约为130吨/天,加上其他生活废水,全厂废水总量大约为150吨/天。 全厂废水集中收集后送往废水处理系统,根据当地排放标准进行处理达标后排放。

2.6、主要工艺参数
Ø 餐厨垃圾处理量: 200吨/天
Ø 沼气产量: 15000立方/天
Ø 腐殖土产量: 25吨/天
Ø 废水: 150吨/天
Ø 发电量: 30000kWh/天
Ø 发酵罐数量: 2个
Ø 单个发酵罐体积: 3800立方
2.7、占地面积:本处理厂总占地面积约60亩,具体厂区使用面积可根据项目选址的具体地形进行调整。
3、投资估算(单位:万元)
|
序号 |
项目 |
土建 |
设备 |
安装 |
合计 |
|
1 |
餐厨垃圾预处理系统 |
280 |
1650 |
136 |
1946 |
|
2 |
厌氧发酵系统 |
250 |
2,500 |
230 |
2980 |
|
3 |
沼气预处理系统 |
80 |
280 |
19 |
379 |
|
4 |
热电联产系统 |
100 |
750 |
59 |
909 |
|
5 |
合计 |
710 |
5180 |
444 |
6214 | |




