
�ൺij��������ۺϴ����������IJ��÷��ա��ﻯ���ȶ���/�̻��Լ�����ȹ��մ���Σ�շ������Σ������ࡢ�ɷָ��ӣ�����ÿ��Σ�ϴ������ղ����ķ�ˮ��Ⱦ��ɷֲ�ͬ����������˷�ˮ�������Ѷȣ����ڶԸ���Σ�ϴ�������ϵͳ��ˮ��������ϴ��ˮ��������ˮ�Լ�������ˮ�ȵ�ˮ���ص�ķ�������ȫ����ˮ�ֳ��л����ˮ���η�ˮ�����࣬�ֿ��ռ������ʴ������л����ˮ������ģΪ200m3/d�����á�����+��ԭ+�к�+��������+ˮ���ữ+A/O+MB��+��O����ϴ�������;���η�ˮ������ģΪ150m3/d��������Ч�����������գ�ȷ����ˮˮ���ȶ��ﵽ����ˮ���������ˮ��ˮ�ʱ���(GB/T31962��2015)B����������ˮ�������ӹܱ���������ˮ����ϵͳ��Ͷ��Ϊ1759��10��Ԫ�����гɱ�ԼΪ19��5Ԫ/m3��
Σ�շ���;��ˮ����;MB��;��O;��Ч��������
Σ�շ����ָ�������Σ�շ�����¼�����߸��ݹ��ҹ涨��Σ�շ��������ͼ����϶��ľ���Σ�����ԵĹ�����Σ�շ�����ж��ԡ���ȼ�ԡ���ʴ�ԡ���Ӧ�Ի�Ⱦ�Ե�һ�ֻ�һ�����ϵ�Σ�����ԣ���������Σ��ͨ�����г����ԡ�DZ���Ժ��ͺ��ԣ�Σ�շ�������̬���������ཡ����������Σ����DZ����в�����Σ�շ���Ĺ淶�����������ܵ�����������ȫ���ĸ߶����ӡ��ൺij��������ۺϴ�����������λ���ൺ���º���̬�����Ƽ���ҵ�����ڣ������ڲ�ҵ���أ��������ൺ����������������������Σ�շ�����ϵ�λ����Ҫ������Σ���漰46�����е�45����𡣹�������ۺϴ�����������Σ�ϴ��ù�ģ:
��Σ�Ϸ��մ�����ģΪ100t/d;
��Σ���ﻯ������ģΪ30t/d;
��Σ���ȶ���/�̻�������ģΪ100t/d; ���½�Σ�ϰ�ȫ����һ���������ܿ���Ϊ60��0��104m3����Ч����Ϊ 49��8��104m3����������Ϊ18�ꡣΣ����Դ�㡢�ɷָ��ӣ���ʹ�����ķ�ˮ��Ⱦ��ɷָ��ӡ������Ѷȴ������Ŵ���Σ�ϵIJ�ͬ����ˮˮ��һֱ�ڱ仯����ˮ�к����л���Ⱦ��ؽ���������ȣ�ֱ�����Ż�Σ����̬��������˷�ˮ��Ϊ��������ۺϴ�������������Ҫ�Ķ�����Ⱦ�һֱ�ǻ�����ܲ��Ź�ע���ص㡣
1����ˮ��Դ��ˮ�ʷ�������ƽ�����ˮˮ��
1.1����ˮ��Դ��ˮ�ʷ���
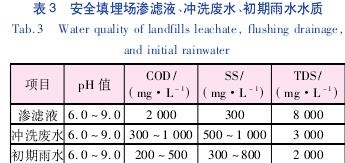
�� Σ�Ϸ���ϵͳ��ˮΣ�Ϸ���ϵͳ��ˮ��Ҫ������ʪ����������ˮ����ˮ����ˮ����¯����ˮ�ȣ��ⲿ�ַ�ˮ��Ҫ�������ࡢ������ȣ�һ�㴢����ϴ��ˮ���ڣ��ɱ�������ˮ����վ����ˮ��ָ����� 1 ��ʾ��

��Σ���ﻯ����ϵͳ��ˮ����Ŀ�ﻯ���ε�Σ�շ�����Ҫ�б��洦����Һ�����ᡢ�ϼ���黯Һ�ȣ����ݷ�������ʹ�������·�ߵIJ�ͬ�������Ϸ���������ֲ�ͬ�Ĺ��մ������������ˮ�������Բ��졣
a�����洦����Һ�����ᡢ�ϼ���ˮ���洦����Һ�е���Ҫ��Ⱦ�ɷ���Cr6+�Լ�H+��OH�����ӵȣ���Ϊ��ѧ������Ҫʹ������ pHֵ�����Բ����Է��ηϵ�ԭ����Cr6 +�ı��洦����Һ�ͷ����ϲ�һ�״���ϵͳ�����û�ԭ + �к� + �����������գ���ˮ������ˮ����վ��ˮ�����2 ��ʾ��

b�����黯Һ��ˮ���黯Һһ���Ⱦ���Ԥ������ȥ��������������������ۣ������Ϸ�Һ���ԵIJ�ͬ������Ͷ�Ӳ�ͬ����ĸ���������������飬ʹ��Һ�е��黯��ת��Ϊ����ȥ�������ͷ�Һ�е��л�������ķ�ҺͶ�Ӳ�ͬ����ĸ���������(����������˫��ˮ��)����һ������ȥ���������л���������ˮ������ˮ����վ������ȴ�������ˮˮ�ʼ���2��
��Σ���ȶ���/�̻�������ˮΣ�շ����ȶ���/�̻�������Ŀ�ģ���ʹΣ�շ����е�������Ⱦ��ֳ��ֻ�ѧ���Ի����������Ա����䡢���úʹ��á��ù��նλ�����������ˮ���̻����估�豸��ϴ�����������ˮ��һ���ڹ���ϵͳ�ڲ����ɣ�������������ˮ����վ��
�ܰ�ȫ��������Һ����Ŀ���밲ȫ���������õķ�����ҪΪ�������Ĺ̻�����ӹ��Ĺ̻��顣����Һ�IJ�����Ҫ��Դ�ڳ����ڽ�����������ˮ���仯��Ϊ���ӣ���Ҫ������ʽ��������������ڱ仯���������ޡ����Ƿ�ʽ״���ȶ��������йأ���ȫ��������Ӫֻ������ϸ�Ĺ̻��飬������Һˮ�ʽϺã����Ǹ���ͬ����Ŀ���о��飬��ȫ������ղ��ֺ��Ѳ��÷��ա��ﻯ�ȴ������մ����ķ���������Һˮ��Ҳ�����仯��ˮ��ָ��Ԥ�����3��ʾ��
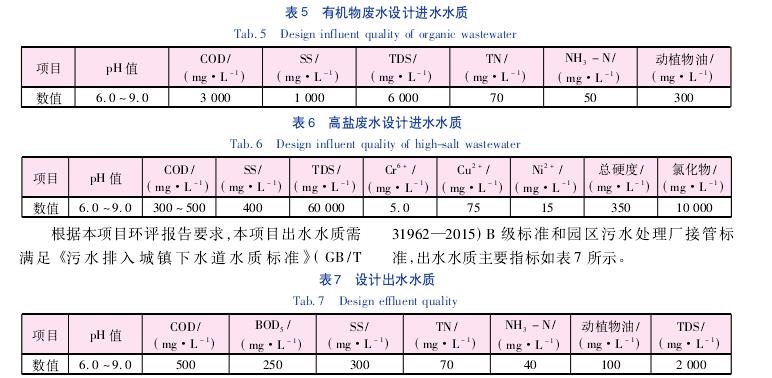
������ˮ��Σ�շ��O�з��մ��ù��̽��輼���淶��(HJ/T176��2005)��ȷҪ��Σ�����漰��ҵ���ڵij�����ˮ���뾭����Ч�����������ţ���˳������ó�����ˮ�ռ�ϵͳ��������ˮ���������ˮ���ݴ棬Ȼ���ɱ�������ˮ��������������ˮˮ��ָ�����3��
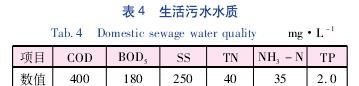
�� ����������ˮ����������ˮ������������ˮˮ�����ƣ����ճ�����ˮ��������ˮָ�꣬����ˮ�ʼ���4��
1.2����ƽ�����ˮˮ�ʣ�����Ŀ��ˮ������ˮ�ʷ�Ϊ�л����ˮ���η�ˮ����ϵͳ����Ȼÿ��ϵͳ��ˮ�����ɼ��ɷ�ˮ��϶��ɣ����Ǽ���Σ���ۺϴ��ó���ˮˮ�ʵĸ����ԺͲ�ȷ���ԣ�ÿ��ϵͳ��ˮָ��������������ǣ�������ƽ�ˮָ��ֱ����5��6��ʾ��
2����ˮ�������շ�����֤
2.1�����˼·����������ۺϴ����������Ĵ�����Σ�������ڶ࣬�ɷָ��ӣ��ۺϵ���������ͳһ���������ף�����ַ����ۺϴ����������ĵ����ƣ�ȫ����ˮ���л���ͺ���������ָ����Ϊ����������Ϊ������:һ���ˮ���л���Ϊ���������ﻯ���η��黯Һ������ˮ����ȫ��������Һ��������ϴ��ˮ��������ˮ��������ˮ��; ��һ���ˮ�Ժ���ˮΪ��������Σ�Ϸ���ϵͳ��ˮ���ﻯ���α��洦����Һ�����ᡢ�ϼ���ˮ���������ַ�ˮ���ʽ������������:
�ٽ��л����ˮ���η�ˮ�ֿ������ò�ͬ�Ĵ������գ������ں��ڷ�ˮ����ϵͳ��������;
�ڳ�ַ����ۺϴ����������ļ�Լ�����ֵ����ƣ�ȫ����ˮ����ϵͳ���в��ã���Լռ�أ��������й���;
�ۼ�С��ˮ�ռ����Ѷȣ������л����ˮ����ͨ�������������ռ���ͳһ������ˮ����վ���������η�ˮ��Ҫ��3�֣����Բ���ѹ����������ˮ����վ������л����ˮˮ�����Ժͱ���Ŀ��ˮָ��Ҫ���á��ﻯԤ����+����+��ȴ���������Ϲ��գ�3��5�ݡ��ﻯԤ������Ҫ���á�����+��ԭ+�к�+������������Ϲ��գ�ȥ����ˮ�е��ؽ��������ࡢSS����Ⱦ������������á�ˮ���ữ+ȱ��+����+MB��Ĥ�����գ�ȥ����ˮ�еĴ��л����Է�ˮ�п��ܻ��в����ѽ����л�������OĤ��ȴ���ϵͳ���ڱ�֤��ˮ����ͬʱ������ȷ����ˮ�ﵽ��������ˮ�������� ��ҵ��ˮˮ�ʡ�(GB/T19923��2005)��������ڳ�������������ˮ���ﵽ��Լ��ˮ��Ŀ�ģ���Ը��η�ˮˮ�����ԣ�������Ч�����������գ����������Ŀ���о��飬���η�ˮͨ����Ч�����������η�Ũ���ᾧ������Ũ������װͰ������������棬������Һһ��������������������һ���ֻ���Ϊ��������������ˮ��
2.2����������:
�ٶ��л����ˮ������ϴ������գ��ֲ����������Ⱦ���ȴ������ã�OĤ��ȷ������ϵͳ�ȶ���꣬���ҿ������������ǿ;
�ڶԸ��η�ˮ������Ч�������մ�����������ó���Σ�Ϸ��չ��շ�����������Լ���гɱ�����Ч�������ڲ�����ǿ��ѭ���������豸�Ṹ����;
����Թ�������ۺϴ�������������Ŀ���ֹ�����ˮ��ˮ��Ҫ�ߵ����������ˮ����վ����ˮ�����ڹ�����ˮ�㣬�ﵽ��ˮ��Ŀ�ġ�
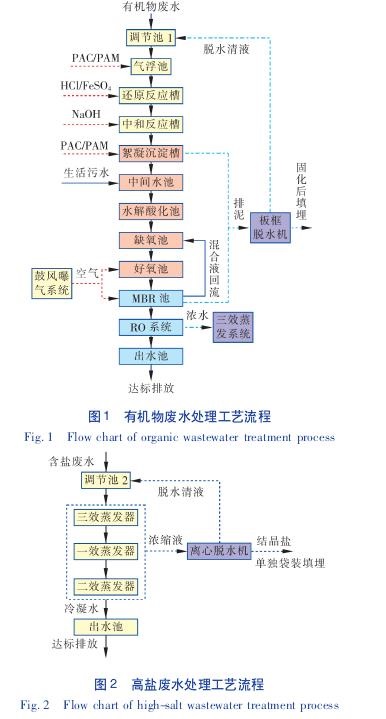
2.3���������̣�����Ŀ�л����ˮ��������������ͼ1��ʾ�����η�ˮ��������������ͼ2��ʾ�������л����ˮ�����ﻯ���η��黯Һ������ˮ����ȫ��������Һ�ͳ�����ϴ��ˮ�ȣ�ͨ�����������ˮ����վ���ڳ�1������ˮ�ʡ�ˮ����Ȼ�������������ȥ�����������������س�ˮ�������뻹ԭ��Ӧ�ۣ��Ⱥ�Ͷ��HCl��FeSO4�������۸���ԭ�����۸���Ȼ������кͷ�Ӧ�ۣ�Ͷ��NaOH��ʹԭˮ�еĴ�����ؽ���������OH������������Ӧ�����������������ۣ�ͨ��Ͷ�� PAC��PAM ����������Ӧ����б�����������ȥ���ؽ���������������۳�ˮ�������м�ˮ�أ�����������ˮ���м�ˮ���뾭��Ԥ�������л����ˮ��Ϻ��ɱ�����ˮ���ữ�أ�����ˮ���ѽ��������л���ת��ΪС�������ʣ���ˮ����ȱ���ء������غ�MB��Ĥ�أ�ȥ�������������л��MB�ҳ�ˮ���뷴��ϵͳ����һ��ȥ���ѽ����л�����ܽ����ܹ��������ˮ�أ�ͨ��������������ˮ�������������η�ˮ����Σ�Ϸ���ϵͳ��ˮ���ﻯ���α��洦����Һ�����ᡢ�ϼ���ˮ����Ҫ����һ���ַ���Ũˮ�����η�ˮ������ڳ�2�����ʾ������ɱ�������Ч����ϵͳ�����Ƚ������Ч����װ�ã�����ˮ����Ũ�ȴ�6% Ũ����8��9% ���پ�����һЧ����װ�ã�����ҺŨ����12��3% ����ʱ�ķ�ˮŨ���Ѿ������ߣ�������ڶ�Ч����װ�ã�ȷ����Ũ�ȴﵽ30%���ϣ���ʼ�ᾧ���Ρ���Ũ�ȵ�����ͨ��������ˮ������ˮ��Ľᾧ�δ�װ����������������ˮ������Һ������ڳ�2������ϵͳ����������ͨ����ȴϵͳת��������ˮ�����ˮ�أ�ͨ��������������ˮ����������ˮ����ϵͳ���ճ�ˮ��������������ˮ�����⣬��Ԥ���ӿ���������������ˮ�㣬����Σ�ϴ���ϵͳ����ˮˮ��Ҫ�ߣ���ˮ����������������ˮ�㣬�ﵽ������ˮ��Ŀ�ġ�
3����ˮ�����������
3.1����ˮ��ƹ�ģ������ȫ������ƽ���ˮ��ƽ�����������Ŀ�л����ˮ��ƹ�ģΪ200m3/d������ˮ��ƹ�ģΪ150m3/d��
3.2����Ҫ��(��)���P�豸
�ٵ��ڳ�1(���ڴ����л����ˮ)���ڳ�1��Ч�ݻ�Ϊ208m3��ͣ��ʱ��Ϊ24h����Ҫ�豸:��תʽ��դ��B=600mm��b=5mm��N=0��75 kW��1̨;DZˮ��������N=1��5kW��1̨;DZˮ���۱ã�Q=25m3/h��H=160kPa��N=3��0kW��2̨(1��1��)��
�ڵ��ڳ�2(���ڴ�����η�ˮ)���ڳ�2��Ч�ݻ�Ϊ150m3��ͣ��ʱ��Ϊ24h��������DZˮ���۱ã�Q=10m3/h��H=160kPa��N=1��5kW��2̨(1��1��)��
�������ز������������أ����ƣ�����ˮ��Ϊ20��30m3/h������ˮ��Ϊ6��10m3/h����ˮ��Ϊ30%���Ӵ���ˮ�������ٶ�:�¶�Ϊ20mm/s���϶�Ϊ8mm/s���豸�ܹ���Ϊ5��22kW��
�ܻ�ԭ+�к�+���������ۻ�ԭ+�к�+���������۲���ƽ�����鲢�����ã�ȫ�����ø����豸��ÿ�黹ԭ�ۡ��кͲۡ��������ݻ�����ͣ��ʱ��Ϊ30��60min���ǣ������۱���ˮ������ȡֵ0��6m3/(m2��h)��б�������б�徻��Ϊ60 mm��б��ˮƽ���Ϊ60�㣬б�峤1��0m����ԭ��:�h2200mm��3200mm��2̨��������ʽ������(N=1��5kW)���кͲ�:2200mm��3200 mm��2̨��������ʽ������(N=1��5kW)������������:6000mm��2250mm��3700mm��2̨��������ʽ������(N=2��2kW)��
���м�ˮ���м�ˮ����Ч�ݻ�Ϊ250m3��ͣ��ʱ��Ϊ30h����Ҫ�豸:DZˮ��������N=1��5kW��1̨;DZˮ���۱ã�Q=10m3/h��H=160kPa��N=1��5kW��2̨(1��1��)�����Ƿ�ˮ����վ��Լ�����ã������ڳ�1��2���м�ˮ�غϲ����ã������ء���ԭ+�к�+����������λ��3��ˮ�سض���
��������Ӧ��������Ӧ����Ҫ��ˮ���ữ�ء�ȱ���ء������غ�MB��Ĥ����ɡ�ˮ���ữ�ء�ȱ���غͺ����طֳ�2�鲼�á�ˮ���ữ����Ч�ݻ�Ϊ100m3��ͣ��ʱ��Ϊ10h;ȱ������Ч�ݻ�125m3��ͣ��ʱ��Ϊ15h��������DZˮ������1̨��N=1��5kW;��������Ч�ݻ�420m3��ͣ��ʱ��Ϊ50h����������ʽ��������������Χ0��5��5��0 m3/h��400��; �������ܽ���Ϊ2��0mg/L������Ũ��(MLSS)Ϊ6��8g/L�����Һ������Ϊ200%��500%��������Ϊ16 d��MB��Ĥ����Ч�ݻ�20m3��ͣ��ʱ��Ϊ2��4h���������ûʽĤ�����Ĥ���Ϊ12 m2/֧��60֧;Ĥͨ��Ϊ12L/(m2��h);����������ϴ������ϴ����Լ2h����ѧ��ϴ���ô������ơ��������ƺ����ᣬ��ϴ����Լ30d��ϵͳ�������ùķ����Q=6��0m3/min��H=45kPa��N=15��0kW��3̨(2��1��);���Һ������Q=25m3/h��H=100kPa��N=3��0kW��3̨(2��1��) ��
�ߣ�Oϵͳ��Oϵͳ���ó����豸����ƴ�����200m3/d����ƻ����ʡ�75%�����ƽ��Ĥͨ��Ϊ12L/(m2��h)��
���ˮ�س�ˮ����Ч�ݻ�60m3���������ˮ��:Q=16m3/ h��H=300kPa��N=4��0kW��2̨(1��1��)����ˮ�ü�������ˮ�á�
������ؼ�����Ũ��������سߴ�Ϊ3��0m��3��0m��4��0m������������ã�Q=10m3/h��H=150kPa��N =1��5kW��2̨(1��1��);����DZˮ������1̨��N=1��5kW������Ũ���سߴ�Ϊ3��0m��3��0m��6��2m������Ũ�����ɱ�������ˮ����ˮ��
��������ˮϵͳ������ˮϵͳ��Ҫ���ð����ˮ��1̨���������40m2��������Ĥ��Q=12��0m3/h��H=600kPa����Ч����ϵͳ��Ч����ϵͳ���ü��ɻ�����װ�ã��ڲ���������������Һ����������������Ԥ��������ȴˮ����ѭ���õȣ�����ˮ��Ϊ150m3/d������������Ϊ2��0m3/h��ѭ����ȴˮ��Ҫ��Ϊ125m3/h��װ������Ϊ150kW ��
4������Ч�������й���Ҫ��
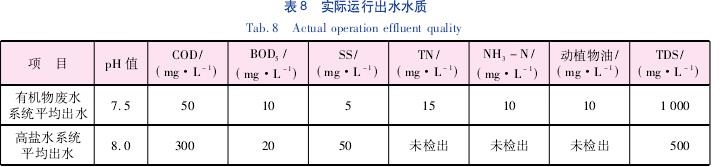
4.1������Ч������Ŀ���ɺ�ʵ�����г�ˮˮ���������8��ʾ���ɱ�8�е����ݿɼ�����ˮˮ�ʾ����������Ҫ��ˮ��ͨ������ˮ�û���������������ˮ�㣬�ﵽ�˽�ˮ��Ŀ�ġ�
4.2�����й���Ҫ�㣺��Ŀ��ˮ��Դ�㡢�ɷָ��ӣ�Ϊ��ȷ����ˮ����ϵͳ�ȶ����У��ܽ����й���Ҫ������:
�ٱ���ȷ���л����ˮ���η�ˮ�����ռ���������죬�ճ������жž���ˮ�ռ��ܵ����ܡ�ð���Ρ�©��������ķ���;
�� ��Σ�ϵ�Դ������ˮˮ�ʼ�ǿ��⣬ͨ��ԭˮˮ�ʷ�����ʵʱ�����������в���;
�� �����г�ַ��ӷ�ˮ����ϵͳ�ͳ����������ǿ���ص㣬����Ӧˮ�ʲ����ı仯;
�� ��ǿ���й����Ͳ�����Ա��ѵ��
5����Ҫ���ü���ָ�꣺����Ŀ�л����ˮ������ģΪ 200 m3/ d������ˮ������ģΪ 150 m3/ d����ˮ����ϵͳ��Ͷ��Ϊ1 759�� 10 ��Ԫ�������������� 413�� 60 ��Ԫ���豸����װ���� 1 345�� 50 ��Ԫ����ˮ�������гɱ�ԼΪ19�� 5 Ԫ / m3�������˹��� 3�� 2 Ԫ/m3��ҩ���� 5�� 1Ԫ/m3����� 11�� 2 Ԫ/m3����Ч����ϵͳ����������ɳ���Σ�Ϸ��չ��ι��������������гɱ���
6������
�� ��������ۺϴ����������IJ�������ˮ����ࡢ��Ⱦ��ɷָ��ӣ����ݷ�ˮˮ�����Խ�ȫ����ˮ��Ϊ�л����ˮ���η�ˮ�������ˮ�ֿ��ռ��������������ں��ڷ�ˮ����ϵͳ���������С�
�� �л����ˮ���á����� + ��ԭ + �к� + �������� + ˮ���ữ + A/O + MB�� + ��O����ϴ������գ����η�ˮ������Ч������������ˮ�ȶ���꣬���ܻ���������������ˮ�㣬�ﵽ��ˮ��Ŀ�ġ�

|




