
1 概述:餐厨废弃物处理项目建设背景:餐厨废弃物是指饭店、宾馆及企事业单位食堂等餐饮单位加工、消费食物过程中形成的残羹剩饭、过期食品、下脚料等;餐厨废弃物常规处置方法为填埋和喂养生猪。但餐厨废弃物具有含水率高,且餐厨废弃物含有大量人畜共患传染病的病原微生物的特点;常规处理方式如填埋易造成填埋场作业环境差;喂养生猪易造成生猪患病,进而影响人体健康;随着我国经济的发展和城市化进程的加快,餐厨废弃物产生量日渐上升,每年达到5000~6000万吨。由餐厨废弃物处理不当引发的环境安全和食品安全隐患,已成为各方广泛关注的一大难题;在政策引导与试点推进下,全国范围内的餐厨废弃物无害化处理和资源化利用的大氛围已基本形成,餐厨废弃物处理将成为继垃圾、电厂除尘之后,环保行业的又一新兴细分领域。
1.1 餐厨废弃物处理工艺论证:国内外餐厨废弃物集中处理工程实例较多,常规处理技术主要包括:高温消毒制饲料技术、微生物处理制农用微生物菌剂/饲料技术、好氧堆肥技术,厌氧消化技术和亚临界水解制肥料技术以及上述各种工艺的组合技术.
1.1.1高温消毒制饲料技术
(1) 技术原理:本技术采用高温消毒原理,杀除餐厨废弃物中的病毒,经粉碎后加工成饲料,可供禽畜食用。
(2) 工艺流程,本技术工艺流程如下图所示:
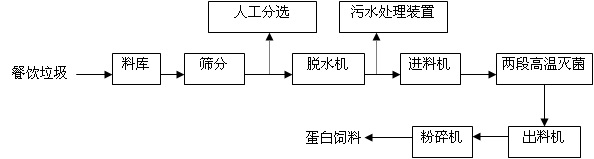
图1-1 高温消毒制饲料工艺流程图
*工艺描述:餐厨废弃物进厂卸入贮存库,经筛分和分选后进入脱水机,将餐厨废弃物中的水分减少到规定的含量,然后送入高温灭菌罐,餐厨废弃物中的病原体微生物、病菌在高温下被充分消除,经粉碎机粉碎后即可制成蛋白饲料。处理过程中产生的水分,除一部分做工艺需求外,其它进入污水处理装置处理后排放。
1.1.2 微生物处理制农用微生物菌刻及饲料技术
(1) 技术原理:本技术为选取自然界生命活力和增殖能力强的天然复合微生物菌种,以餐厨废弃物为培养基进行高温好氧发酵,产出高活菌、高蛋白、高能量的活性微生物菌群,以这些活性微生物菌群加工而成农用微生物菌剂或蛋白饲料。
(2) 工艺流程:本技术工艺流程如下图所示。
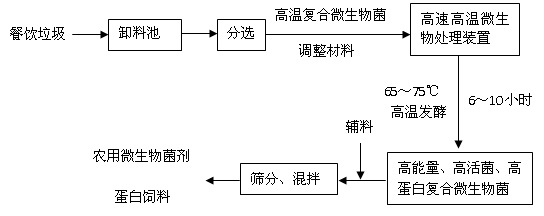
图1-2 微生物处理生产农用微生物菌剂/饲料工艺流程图
*工艺描述:餐厨废弃物进厂后卸入贮料池,先后经过机械粗分和人工精分后,再掺入高温复合微生物菌和调整材料,然后进入高速高温微生物处理装置,转化成高能量、高活菌、高蛋白复合微生物菌,再经混合、筛分及添加剂等工序后粉碎造粒制成农用微生物菌剂或蛋白饲料,经包装送入储存库即可出售。
1.1.3 好氧堆肥技术
(1) 技术原理:本技术为利用好氧菌的作用将餐厨废弃物中的有机物分解为可供植物吸收的肥料的过程。
(2)工艺流程:本技术工艺流程工艺流程如下图所示。
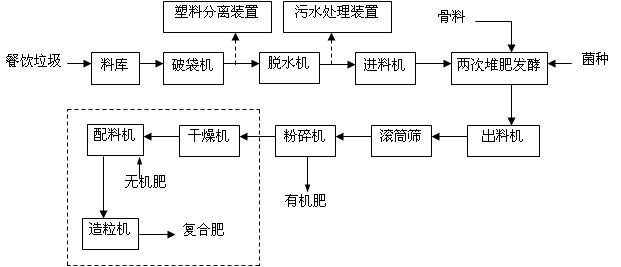
图1-3 好氧堆肥工艺流程
*工艺描述:餐厨废弃物进厂卸入贮料库,破袋后经进料机送入两次堆肥发酵,并将培养的菌种投入,同时鼓入空气进行好氧发酵。消化后的餐厨废弃物由出料机移出,然后进入滚筒筛筛分,筛出的粗大料经球磨机粉碎后混入中细料,即可作为不同用途的肥料出售。也可经干燥机干燥、粉碎机粉碎后添加无机肥、造粒成有机复合肥(流程中的虚框部分即为复合肥制备工艺)。
1.1.4 厌氧消化技术
(1) 技术原理:本技术为利用厌氧菌的产沼作用将餐厨废弃物中的有机物分解为甲烷和二氧化碳的过程。
(2) 工艺流程:本技术工艺流程如下图所示:
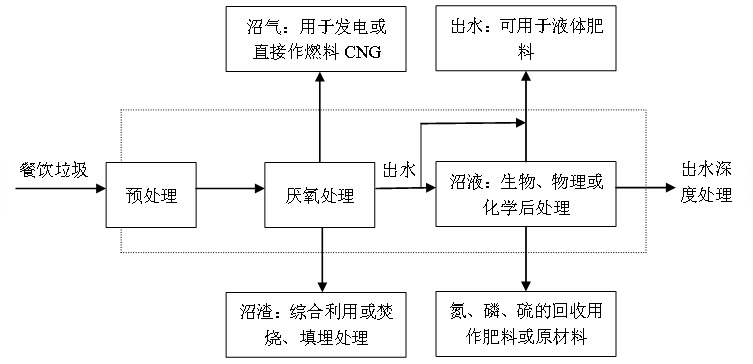
图1-4 餐厌氧处理技术路线图
*工艺描述:餐厨废弃物进厂卸入贮料库,经过分拣、破碎、压榨、固液分离、油水分离后,通过厌氧发酵等工序处理后产出沼气,沼气可用于发电或经过脱硫净化进行提纯直接做燃料,沼渣经好氧发酵制成有机肥,废油加工制成生物柴油,废水处理后达标排放。
1.1.5 亚临界水解技术
(1)技术原理:本技术利用高温高压产生亚临界水(又称近临界水),在亚临界水环境里,水的密度加大,导致离解系数加大,高温高压下水的化学作用具有促进有机物的溶解和强化水解反应进行的优点,使有机聚合物分解,淀粉、蛋白质被分解为葡萄糖及氨基酸,各种聚合物(包括合成聚合物如塑料制品,天然聚合物如脂肪、蛋白质)被分解和无害化。
(2)工艺流程:本技术工艺流程如下图所示。
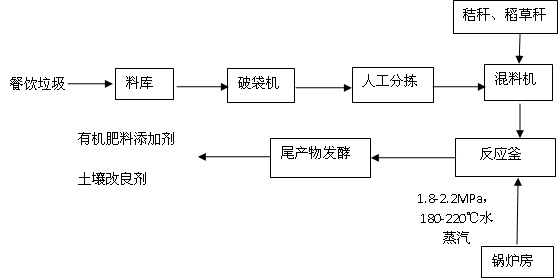
图1-5 亚临界水解技术工艺流程
*工艺描述:餐厨废弃物由垃圾车过地磅后,运到储料间,抓斗进料。餐厨废弃物经破袋机破碎后进行人工分拣,分拣后的垃圾同秸秆和稻草秆等辅料按一定的比例放入混料机进行混合,混合后的垃圾进入反应釜,在亚临界条件下,垃圾进行水热反应,大分子有机物(如蛋白质)转化为低分子有机物(如葡萄糖、氨基酸等)。垃圾在反应釜内停留80分钟,反应后的尾产物通过出料口卸到出料传送带上,传到室外进行尾产物发酵,发酵后的产物可做有机肥料添加剂或者土壤改良剂等。
1.1.6 工艺比选:上述餐厨废弃物处理工艺均为国内应用较为成熟的工艺,各种处理技术各有优缺点,主要如下:高温干燥技术基本产品均为饲料,存在较大风险,不予推荐。微生物处理技术存在菌种管理问题,且大部分菌种均为专利技术,业主无法掌握配方,且存在一定风险,一般需要添加较大量的辅料,产生的饲料或者肥料对后端销售产业链要求较高,不予推荐;好氧堆肥技术由于其占地过大、处理周期长、二次污染控制较难等原因在国内几乎没有成功应用实例。
亚临界水解技术为引进的日本技术,但是由于需要添加大量辅料,且秸秆和稻草秆的产生具有明显的季节性,为保证工艺连续运行,需大量收集并进行贮存,造成占地较大,并且目前秸秆收集仍存在较大风险,在国内应用较少,不予推荐;而厌氧消化技术在高浓度污水处理方面应用已经较为成熟,近些年在国内逐渐成为餐厨废弃物处理技术的发展趋势,其主要产品沼气为优质清洁能源,对环境无二次污染问题,副产物经处理后亦可作为肥料等加以利用。因此综合考虑多方面因素,依据现有技术条件和技术水平,厌氧消化技术作为本工程餐厨废弃物处理的首选工艺;相对其它处理方式,厌氧消化方式具有突出的优势,主要体现在以下几个方面:
①厌氧消化后产生的沼气可作为清洁能源,实现了垃圾的资源化利用,减少了二氧化碳的排放。
②在有机物质转变成甲烷的过程中实现了垃圾的无害化、减量化。
③餐厨废弃物含水率高,采用厌氧消化处理几乎不用调节其含水率,节省了新水消耗量。
④利用密闭罐体发酵,可以有效控制臭味发散,自动化程度高,具有非常好的环境效益。
⑤适用于规模化的餐厨废弃物处理,符合 “统一收运,集中处置”的原则,可有效降低处置成本。
⑥投资虽然相对较高,但是具有良好的发展前景。该技术已经在欧美发达国家得到了广泛的实际应用;北京、上海、广州、重庆、昆明等国内城市都正在或即将建设采用该技术的大型化餐厨废弃物处理厂。此技术将是今后餐厨废弃物处理的主流技术,没有政策风险,运行相对稳定。
通过上述分析,应用厌氧消化技术处理餐厨废弃物在生态环境方面具有突出的优势,此外该技术在经济上也是可行的,因此本方案推荐采用厌氧消化工艺作为餐厨废弃物处理的主体工艺。
2 餐厨废弃物处理方案
2.1 处理对象规模:本方案处理对象为餐厨废弃物,即:餐饮垃圾是指餐馆、饭店、单位食堂等餐的饮食剩余物以及后厨的果蔬、肉食、油脂、面点等的加工过程废弃物。处理规模为300t/d。如下图所示,餐厨废弃物经专业的收运车辆收运后进入本厂,收运车将物料卸入接料斗内,收运车和接料斗工艺上会分离出部分渗沥液,沥出渗沥液后的餐厨废弃物由于其中含有较多的骨头、贝壳、餐具、酒瓶等杂质,为确保其不对后续处理系统产生影响,需要先经过分选系统将杂质分选出来,分选系统采用四级垃圾分选工艺,分选出的杂质外运处理。其余有机物料与油水分离的渗沥液混合后进入厌氧消化系统。接料斗和收运车分离出的渗沥液进入油水分离系统,本系统利用油水分离机的离心作用实现轻液(粗油脂)和重液(渗沥液)的分离,分离出的粗油脂外售,渗沥液与分拣后的有机物料混合后进入厌氧消化系统。
2.2 工艺流程
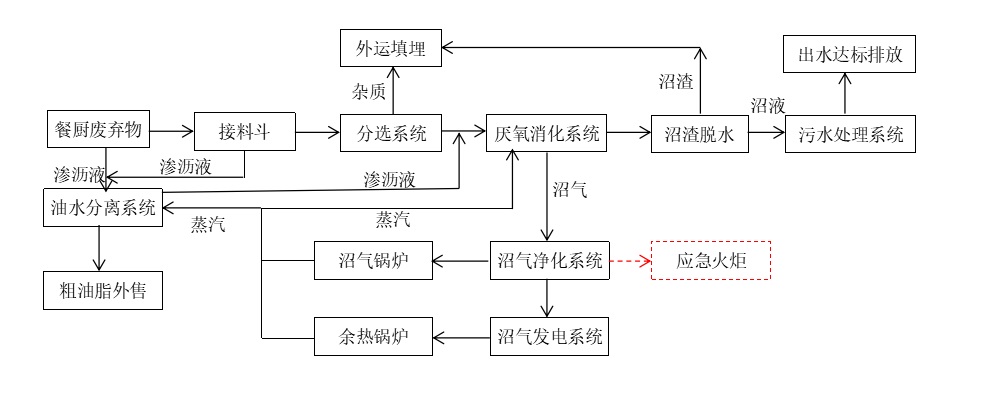
图2-1工艺流程图
厌氧消化系统利用厌氧菌的作用将有机物分解为生物质能源――沼气(主要成分为CH4和CO2)。产生的沼气经过净化去除H2O和H2S后。可以用作内燃机发电,产生的电能可以厂区自用,也可发电上网。沼气经发电机燃烧后的烟气再经余热锅炉利用,余热锅炉产生的蒸汽可用于向油水分离系统和厌氧消化系统供热;厌氧消化后的沼液含固率仍然较高,需先进入沼渣脱水系统,沼渣脱水系统利用离心机的离心作用实现固液分离,分离出的固态沼渣外运填埋,沼液与厂区污水(冲洗水、生产污水等)进入厂区污水处理系统,经处理后达标排放;另外由于餐厨废弃物具有易腐烂、易发臭等特点。尤其在接料斗、皮带输送机分拣机等处会产生大量的臭气。为了减少臭气对厂区和工作人员作业环境的影响并满足环保要求,需对所有臭气产生源进行密闭及集中收集,收集后的臭气经臭气处理系统处理后,达标排放。
2.3 工艺环节描述;本工艺可分为若干子系统,各子系统名称和功能如下:
(1) 称重系统:餐厨废弃物收运车进场后,首先经过设置在厂区门口的地衡准确称重后进入本场,待卸料完毕后再经过地衡称重离开。
(2)物料接收系统:餐厨废弃物收运车内部具有挤压推板,可实现餐厨废弃物的固液初步分离。经地磅称重后的餐厨废弃物收运车驶进处理厂卸料大厅后,将餐厨废弃物倒入接料斗中,渗沥液排至接料斗底端的渗沥液储存池内;接料斗设置有自动折叠式盖板,盖板可根据作业情况,自动启闭,以防止废(臭)气扩散,顶盖上装有排气管口,与除臭系统管道衔接,做集中除臭处理;接料斗底部链接有输送机,物料由输送机将餐厨废弃物输送至垃圾分选系统。接料斗底部具有滤孔,可实现初步的固液分离,分离出的渗沥液与收运车排出的渗沥液一道进入渗沥液储存池内。
(3)垃圾分选系统:垃圾经输送机输送至分选系统内,由于分选的效果会对后续处理设备的寿命、维修周期以及厌氧效果有显著的影响。因此,为了保障后续反应的顺利进行,经过多方面的工艺比选并结合工程经验,本工程考虑采用:粗分拣+粗破碎+破碎制浆分选+沉砂分选+压滤分选的四级分选处理工艺;物料经接料斗接收后由输送机输送至粗分拣机,粗分拣机以拨料筛分原理,摆腿机构将物料破袋、打散,物料在筛网上翻动前进的过程中尺寸≥50mmx50mm的粗大杂物被筛出,杂物拣出率可达90%以上。
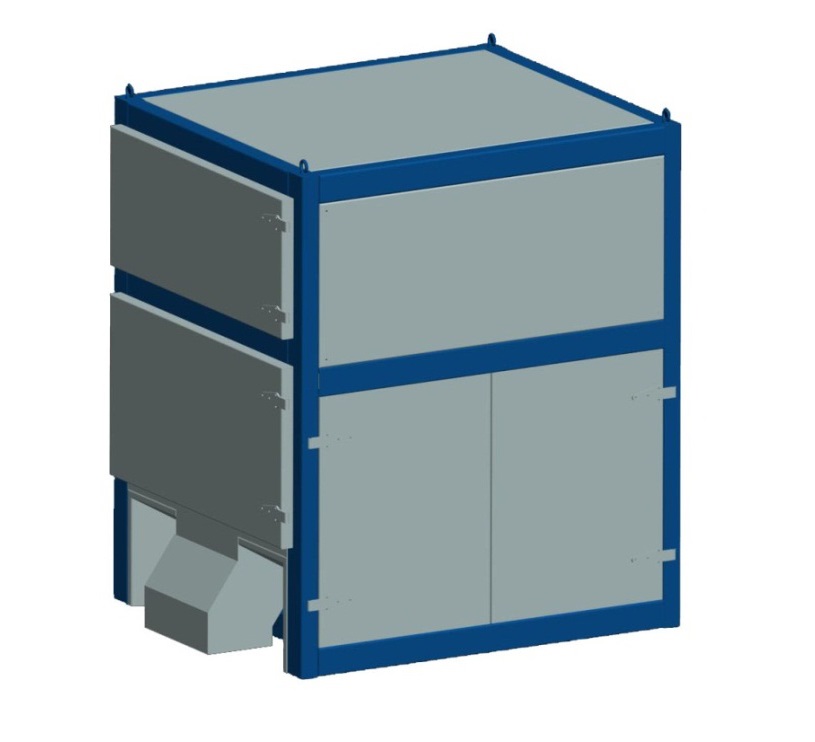
图2-2 粗分拣机
*经粗分拣后的物料进入粗破碎机将物料初步打碎造浆。粗破碎采用非强制性破碎原理,物料在设备内翻腾着前进,随机落到快速旋转的刀组上被破碎,同时连续注入低浓度废液,制成粗浆液和不易破碎物料的混合物,实现物料的分散和降粘。
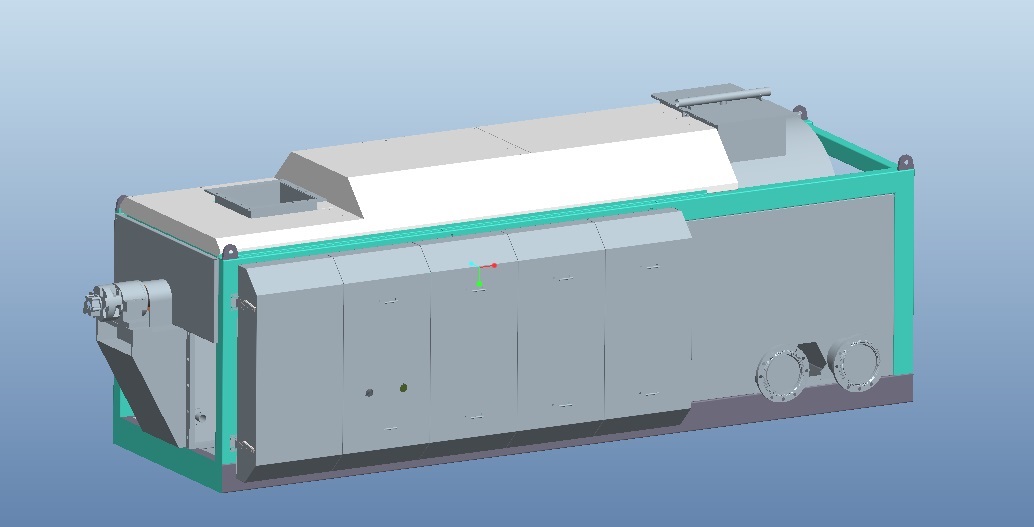
图2-3 粗破碎设备
*经过初步打碎的物料再进入破碎制浆分选机,该设备利用高速旋转主轴带动活动式锤头组,加上锤头的螺旋排列组合方式,使物料在筛网上被边破碎边前进搅动筛分。不易打碎的物质,如粗纤维等被筛出。
图2-4 粉碎制浆筛分机
*经过两级破碎筛分后的物料大部分杂质已被分选出,但仍含有部分如:碎玻璃、碎贝壳等杂质,需再经过沉砂机将上述杂质分选出来。沉砂机主要采用重力沉砂原理,将比重大的杂物沉淀出来。
图2-5 沉砂机
*经过沉砂后的物料仍含固率较高,若直接进入厌氧反应器会造成后续厌氧压力过大,压滤机采用离心压滤原理,物料在筛筒内高速旋转,小于筛缝(1mm)的浆料通过筛网排出进入,与经过油水分离的渗沥液混合后进入厌氧消化系统。
图2-6 压滤机
(4)油水分离系统:物料接收系统沥出的渗沥液由于含有约2%的油脂,直接厌氧处理会对厌氧菌产生不利影响,且油脂可作为生产润滑油或生物柴油的基础油脂,具有经济价值。因此需要对渗沥液进行脱油处理;渗沥液先经过加热装置将渗沥液加热至80°C以加快油水分层。热源拟采用沼气净化及利用系统产生的蒸汽供热。增温后的渗沥液通过油水分离机,利用油水分离机的离心作用将重液(渗沥液)与轻液(粗油脂)分离出来,分离出的粗油脂含杂量<10%,可作为粗油脂外售。经分离后的渗沥液含油率低于0.3%。与分选后的有机物料混合后进入厌氧消化系统。
(5)厌氧消化系统: 经过预处理后有机物料和经过油水分离的渗沥液混合后,含水率约为90%,进入厌氧反应器进行厌氧消化反应。有机物料在厌氧反应器内,在中温(35℃±1℃)的条件下,与厌氧菌进行反应,利用厌氧菌的新陈代谢作用,将有机物分解为CH4和CO2;由于厌氧菌对温度极为敏感,因此维持中温反应条件,确保厌氧反应器内温度稳定是厌氧反应顺利进行的关键,本方案拟利用沼气净化和利用系统蒸汽对有机物料进行加热。并在厌氧反应器外表面设置保温材料,以确保厌氧反应器高效、稳定运行;有机物料在厌氧反应器内经过约15~25d的厌氧发酵后,会产生约为22000m³/d~24000m³/d的沼气,热值约为21000kj/m³~23000KJ/m³,进入沼气预处理系统,厌氧反应后的沼液沼渣混合物进入沼渣脱水系统。
(6)沼渣脱水系统:厌氧反应器出来的沼渣经离心脱水机脱水。脱水后的沼渣含水率低于80%,与前端工艺分出的无机杂质一并送入填埋场填埋处置,沼液进入污水处理系统处理。
(7)污水处理系统:经过沼渣脱水后的沼液约220m³/d,以及其他厂区污水(包括场地冲洗水、设备冲洗水、汽车冲洗水、工艺用水)约50m³/d一道进入厂区污水处理系统,因此综合考虑厂区污水处理系统处理规模为300m³/d。由于经处理后的出水水质标准尚不明确,本方案按照《污水综合排放标准》(GB8978-1996)表4中的一级标准,因此确定厂区进/出水质确定如下表所示:
表2-1 进、出水水质要求表
|
项目 |
波动范围 |
设计值 |
出水值 |
单位 |
|
CODCr |
15000~18000 |
18000 |
100 |
mg/L |
|
BOD5 |
6000~7000 |
7000 |
20 |
mg/L |
|
SS |
1500~2000 |
2000 |
70 |
mg/L |
|
NH3-N |
1400~1600 |
1600 |
15 |
mg/L |
|
pH |
6~9 |
6-9 |
6-9 |
-- |
*根据进出水水质要求,并结合实际工程经验,本厂污水处理工艺流程如下图所示:
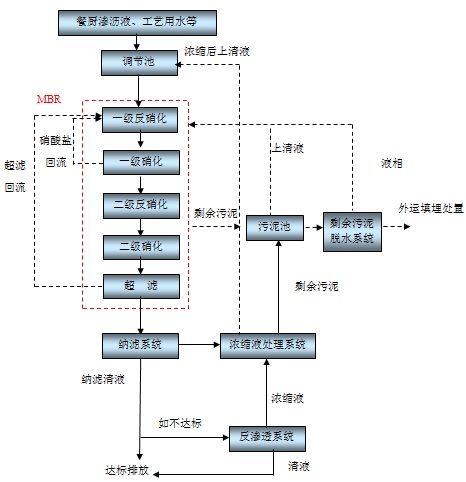
表2-7 污水处理系统工艺流程图
*餐厨渗沥液及冲洗水收集后通过管道进入调节池,调节池起到均衡水量、均化水质的作用。经过均质均量的废水进入膜生化反应器MBR,去除可生化有机物,MBR由反硝化、硝化和超滤单元组成;经过MBR处理的出水BOD、氨氮、悬浮物等已经达到排放标准。但是COD仍然超标,因此设计采用纳滤(NF)对超滤出水进行深度处理,进一步去除COD、重金属和总氮,以确保出水达标,在纳滤出现出水不达标的情况时,纳滤再进入下一道反渗透装置处理。纳滤浓缩液和反渗透浓缩液通过泵提升进入浓缩液处理系统,浓缩液经过混凝沉淀后回流至调节池,污泥外运填埋处理;污水处理过程中产生的污泥包括:格栅系统栅渣、生化处理系统剩余污泥。污泥通过污泥提升泵打至污泥池,经螺杆泵提升进入脱水机房进行脱水处理,脱水后的含水率低于80%的污泥送至填埋场。污泥池上清液和脱水滤液回流至生化系统。
(8)沼气净化利用系统:厌氧消化产生的沼气中含有一定的H2S和大量的水蒸气,为达到环保要求和提高沼气利用率。需经过沼气净化系统净化。根据类似工程和设计经验,本方案拟采用干法脱硫,沼气先经过除水系统将沼气中的水蒸气除去,再进入干式脱硫系统,利用氧化铁与H2S反应,脱除沼气中的H2S。经过净化后的沼气进入储气柜进行储存,以保证后续稳定用气。净化之后的沼气输送至沼气发电机组,将沼气通入发电机组内燃烧产生电能。据估算,本项目可日发电11000KW・h~12000KW・h。产生的电力可厂区自用,若项目周边有发电上网条件,也可发电上网。沼气燃烧的余热烟气再进入余热锅炉,余热锅炉产生的蒸汽向油水分离系统和厌氧消化系统供热。另外,为防止冬季余热锅炉蒸汽不能满足厂区供热,本厂也设置有厂区沼气锅炉,经过净化后的沼气直接通入沼气锅炉燃烧,产生的蒸汽向上述用热点供热。
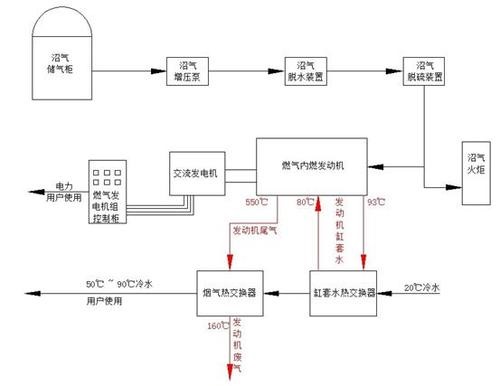
图2-8-1沼气净化系统流程图

图2-8-2沼气净化工程
(9)通风除臭系统:工艺中的臭气主要自物料接收系统和物料在输送过程中产生,根据类似工程经验,拟采用天然植物提取液除臭技术作为本工程的除臭处理技术;臭气的处理拟采用前端除臭和末端除臭相结合的技术。
1)前端除臭;前端除臭系统工艺流程图如下图所示。

图2-9 前端除臭工艺流程
*配置好的工作液装于主控制器内,由加压泵将工作液静输送管送到雾化喷嘴装置,工作液雾化后喷洒到臭气发生源,雾化的工作液分解空间内的臭味分子,从而消除臭味,改善环境质量。主要的雾化喷嘴设置在主要臭气发生源及车间大门附近,用于限制恶臭气体的扩散。
2)通风及末端除臭
*末端除臭系统工艺流程图如下图所示:
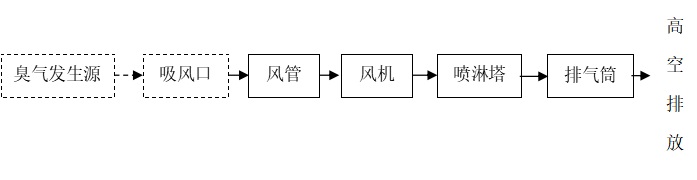
图2-10 通风及末端除臭工艺流程图
*接料斗采用折叠式盖板,具体设计见物料接收系统描述。排气罩通风换气次数不小于9次/h;整个垃圾处理车间做全封闭处理以防止臭气扩散通风收集系统在这几个部位进行局部抽吸,保证局部负压,臭气不外逸。通风换气次数不小于3次/h,臭气由风机经过吸风口和风管抽吸到喷淋除臭塔,先后经过两级喷淋,第一级通过专用的雾化喷嘴喷洒去除含硫化合物(以硫化氢和硫醇类物质为主)的植物提取液;第二级喷淋塔喷洒针对含氮化合物(以氨和胺类物质为主)的植物除味液。

图2-11餐厨垃圾处理设备除臭工程
3 投资匡算;本项目匡算总投资5000万元左右,详见表4-1 投资匡算表
|
序号 |
项目 |
单位 |
数量 |
单价(元) |
总金额 |
备注 |
|
(万元) |
|
一 |
土建工程 |
|
|
|
1000 |
|
|
二 |
设备购置与安装 |
|
|
|
|
|
|
2.1 |
地衡 |
台 |
1 |
40 |
40 |
30t |
|
2.2 |
物料接收与预处理系统 |
套 |
2 |
1000 |
2000 |
|
|
2.3 |
厌氧消化及沼渣脱水系统 |
套 |
2 |
900 |
900 |
|
|
2.4 |
沼气净化及利用系统 |
套 |
1 |
550 |
550 |
|
|
2.5 |
除臭系统 |
套 |
1 |
290 |
290 |
|
|
2.6 |
污水处理系统 |
套 |
1 |
600 |
600 |
|
|
2.7 |
中控及安防系统 |
套 |
1 |
200 |
200 |
|
|
三 |
总体工程设计费 |
|
|
|
100 |
|
|
四 |
总体工程安装、调试费 |
|
|
|
200 |
|
|
工程费用合计 |
4880 |
|
|




