在污水处理设备运行过程中由于某种因素的改变,活性污泥质量变轻、膨大、沉降性能恶化,SVI值不断升高,不能在二沉池内进行正常的泥水分离,二沉池的污泥面不断上升,最终导致污泥流失,使曝气池中的MLSS浓度过度降低,从而破坏正常工艺运行的污泥,这种现象称为污泥膨胀。污泥膨胀是活性污泥法系统常见的一种异常现象;如何处理MBR工艺过程遇到污泥膨胀等突发事故,笔者作如下分析:

一、污泥膨胀的原因:
1、丝状菌繁殖引起的膨胀
原因:丝状菌作为菌胶团的骨架,细菌分泌的外酶通过丝状菌的架桥作用将千万个细菌凝结成菌胶团吸附有机物形成活性污泥的生态系统;但当丝状菌大量生长繁殖,活性菌胶团结构受到破坏,形成大量絮体而漂浮于水面,难于沉降。这种现象称为丝状菌繁殖膨胀。

(1)丝状菌增长过快的原因:
a、溶解氧过低,<0.7 ―2.0mg/l;
b、冲击负荷―有机物超出正常负荷,引起污泥膨胀;
c、进水化学条件变化:
(2)预防办法:
a、保持一定的活性污泥浓度,控制每天排除污泥的净增量,控制回流比;
b、控制 F/M(污泥负荷)调节进水和回流污泥;
c、保持污泥龄不变。

2、非丝状菌膨胀的存在条件及成因
原因:非丝状菌膨胀系由于菌胶团细菌生理活动异常,导致活性污泥沉降性能的恶化。这类污泥膨胀可以分为二种:
一种是由于进水口含有大量的溶解性的有机物,使污泥负荷F/M太高,而进水中又缺乏足够的氧、磷等营养物质,或者混合液内溶解氧不足。此时细菌会向体外分泌出过量的多聚糖类物质。这些物质由于分子式中含有很多氢氧基而具有较强的亲水性,使活性污泥的结合水高达400%(正常污泥结合水为100%左右),呈粘性的凝胶状,使活性污泥在二沉池内无法进行有效的泥水分离及浓缩,这种污泥膨胀有时称为粘性膨胀;另一种是进水中含有较多的毒性物质,导致活性污泥中毒,使细菌不能分泌出足够量的粘性物质,形不成絮体,从而也无法在二沉池内进行泥水分离。这种污泥膨胀称为低粘性膨胀或污泥的离散增长。

二、污泥膨胀的特点:
1、发生几率高:污水处理厂运营是一个动态过程,如水源、操作、参数、设备等在运营过程的变化,致污水处理厂的操作环境和条件不停的变化,导致污水处理厂运营过程中发生波动变化,出现不同程度的污泥膨胀等问题;
2、污泥膨胀有累积性或突发性:污水处理厂正常运行情况下,本身是具有很大的缓冲能力,发生污泥膨胀是可能是由于长期错误或不正当操作导致累计效应发生污泥膨胀,也可能是由于突发冲击或中毒等因素发生污泥膨胀;
3、污泥膨胀发生后难以控制,恢复周期长:污水处理厂污泥膨胀一旦发生,恢复周期根据发生时的程度、原因、持续时间等因素,恢复起来时间较长,通常在1-4周时间;
4、工况恢复对工艺技术人员或技术服务人员要求高:污泥膨胀发生后,技术人员或技术服务人员需要根据恢复正常工况,工艺技术或技术服务人员需要具备:调查思维、分析思维、逻辑思维;
5、发生后对污水处理厂整个应急系统考验度大::污泥膨胀发生后,污水处理厂应急系统启动,如果应急系统不健全,公司将面临这很大的压力;持续时间越久,压力越大;
6、普遍性强:污泥膨胀现象在活性污泥及其演变而来的各种工艺中都存在, 我国的绝大多数活性污泥法工艺的污水厂,也不同程度地存在污泥膨胀现象。污水处理厂发生污泥膨胀是正常的,没有发生是运营控制的好;
7、危害严重:发生污泥膨胀现象后能够造成污泥流失、出水悬浮物 (SS) 超标,最终导致处理能力大大降低。

8、面临行政处罚和罚款压力大:近年来环保管理不断加码,环保督查、排污许可、一岗双责、排污收费制度改革等,对污水处理厂达标要求和稳定要求越来越高,污水处理厂面临的压力也逐渐加大。
三、MBR工艺处理污泥膨胀的方法:MBR工艺被普遍认为能很好的应对污泥膨胀,但在使用中一旦发生污泥膨胀,将对MBR工艺的运行产生较大的影响;随着膜生物反应器的运行,膜内外表面受到污染,使膜过滤压力上升,运行周期缩短。胞外聚合物是膜污染中最重要的生物因素,尤其在污泥发生非丝状菌膨胀。污泥膨胀直接导致膜的运行周期缩短,缩短膜的更换周期。
办法一:絮凝法:膨胀活性污泥的密度一般比水小,可考虑投加混凝剂,以改善其沉降性能。我们初步选择了常用的高分子混凝剂――阳离子型聚丙烯酰胺和无机混凝剂――硫酸亚铁进行对比试验。

a.聚丙烯酰胺投加量与污泥沉降性能关系;聚丙烯酰胺的投加对于污泥的沉降性能的改善有一定的效果,且存在一个最佳投加量,但聚丙烯酰胺的投加效果受水力条件等限制,同时其单体有毒性、难降解,存在二次污染问题。
b.硫酸亚铁投加量与污泥沉降性能关系;MBR工艺在污泥膨胀期,可以采用硫酸亚铁作为应急投加混凝剂,且硫酸亚铁价格便宜、使用简单,对膜及污泥没有负面影响。但其不能从根本上解决营养比例失调的问题,所以只能作为应急控制措施。
办法二:营养盐调整法:污泥膨胀问题实质是营养比例失调的问题,因此其根本解决方法是调整营养盐。如解决因氮的缺乏引起的污泥膨胀的方法是调整营养物质的比例。在保持营养物比例适当的情况下提高有机负荷,可以缩短污泥的沉降性能恢复正常的时间。
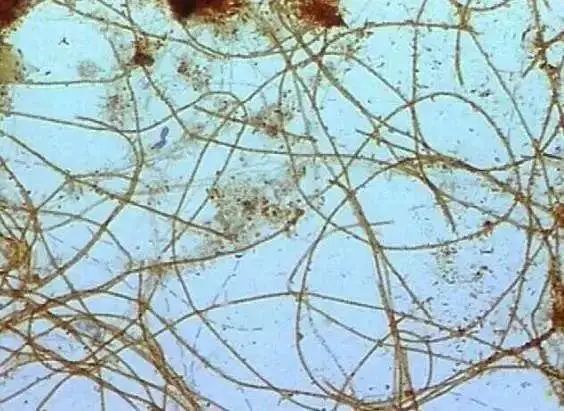
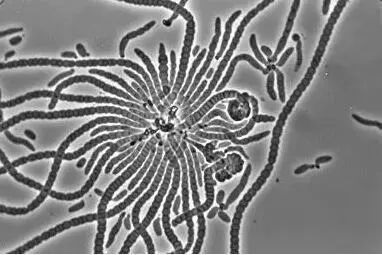
图为:显微镜下的丝状菌膨胀图
办法三:其他控制方法:在污泥粘性膨胀最严重的情况下(用容器装一些污泥,无论用什么方法污泥始终粘附在容器的表面),可考虑适当排掉一些膨胀的污泥,再重新取一些新泥,以减少多糖类物质对污泥的覆盖;同时增加水力停留时间,使没有被完全氧化的有机物有足够的时间被消耗掉。

四、结论
①MBR工艺在污泥膨胀期,可以采用硫酸亚铁作为应急投加混凝剂,最佳投加量为60mg/L,但因其不能从根本上解决营养比例失调的问题,所以只能作为应急控制措施。
②对于中水回用工程运行过程中出现的污泥膨胀,根本的解决方法是调整营养物质的比例;同时发现,在保证营养物比例合适的前提下,提高有机负荷可以加速污泥沉降性能的恢复。工程实践证明,通过以上措施成功的控制了污泥的高粘性膨胀。同时发现,增加排泥以及增加水力停留时间也是有效的辅助措施。

|




