
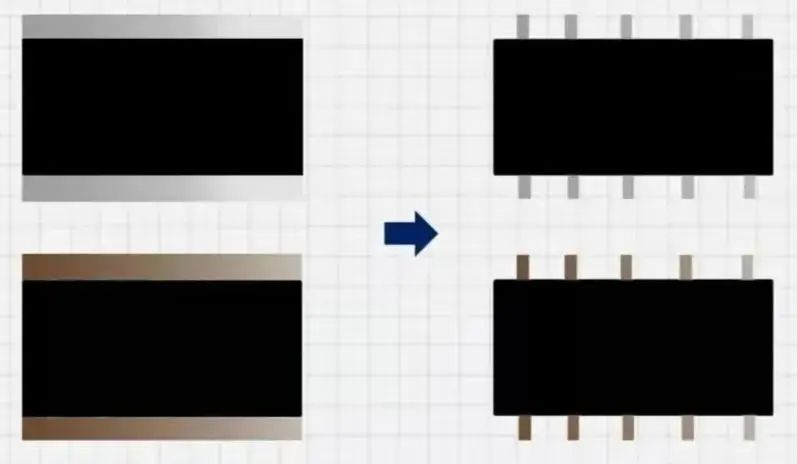
������﮵���ڲ����������������������Ľ���������,���������������������������г�������Ĺ��գ�һ����Ϊ���ƻ��ߵ�Ƭ��ǰ�����Ƕ�����غͲ������ѵ��ӵ��������̵Ĺؼ�����֮һ;��ͳ�ϼ���������Ҫʹ�û�еģ�й��ա���еģ�й�����ģ����Ŀ졢��ģʱ�䳤������Բ������Ч�ʵ͵Ⱦ����ԣ��Ѿ�Խ��Խ��������﮵������ķ�չҪ��;���ڼ����и��������ŵ����Ÿ߹��ʡ��߹����������뼤��������ģ�������˼����ij��죬���⼫���и���Ϊ�������ͼ�����������
1 ���豸�������
1.1 �����������豸����sĿǰ�г���Ҫʹ�õļ�Ƭ�������Ͱ������⼫�����ͻ���������ͻ��������͡����⼫�����ͻ���������������ʽ�ļ���Լ�Ƭ�Ͳ��Ľ����и������ͻ��������ģ�߶Լ�Ƭ�Ͳ��Ľ��г��С�
1)������ͻ�������Ҫ�ص�����˫ģ���и�����γɵ��缫����ͬʱʵ�ּ����ı��࣬��Ƭ���������������϶���ߣ���Ҫ�����Ǽ�����ϱ�������ë�̺��ѿ��ƣ����µ�ص��Էŵ�����°�ȫ���������⣬��ģ�����������Ƶ�������ɱ��ܸߡ�
2)���⼫�����ͻ��������豸����Ч�ʸߡ�ë��С���ܹ��ȶ����ơ�����������Ʒ������ǿ��ʹ�óɱ��͵����ƣ����ʺ��ڹ�ģ�����죬Ҳ��Ŀǰ﮵����쳧������ѡ���ڰ�ȫ�ɿ�Ϊ�����Ľ��������£�����Դ������ҵ�Զ�����������ľ��Ⱥ�Ч������˸��ߵ�Ҫ��
1.2 �����ģ�е�ȱ��:ͨ�����ģ�߳���ë�̵�ԭ�������¼��������
�ٳ�ü�϶����С���Ⱦ������ë�̡�
���п�ĥ���ۻ���˾������ë�̡�
�۳��״̬��������ӹ�����ģ��ģ�Ӵ����ã��ڶ�λ��Ը߶Ȳ������ޱ߳��ʱ��Ҳ�������Ƽ��߶ȵ��ڶ�λ��Ը߶ȣ��ڳ�ù������Ƽ���״���п���״������������ë�̡�
��ģ���ڹ������������£���϶�仯���²��м�Ƭ����ë�̡�
*�������ģ�в�����ë�̶Զ�����صİ�ȫ�Դ��ڽϴ��������δ����Ҫ���ü���ģ�з�ʽ��
1.3�� �����з���:����������������弤���������弤�������뵼�弤���������˼�������Һ�弤���������ɵ��Ӽ������ȡ�
1)��������ʽ���࣬�ɷ�Ϊ���������������弤������
(1)���������������ڽϳ�һ��ʱ������������������ȶ�����ЧӦ�ߡ����弤������������ʽ�������Ҫ�ص��Ƿ�ֵ���ʸߡ���ЧӦС��
(2)��������ʱ�䳤�ȣ����弤�����ɽ�һ����Ϊ���롢�롢���롢Ƥ��ͷ��룬һ����ԣ�����ʱ��Խ�̣���һ��������Խ�ߡ��������Խխ���ӹ�����Խ�ߡ�
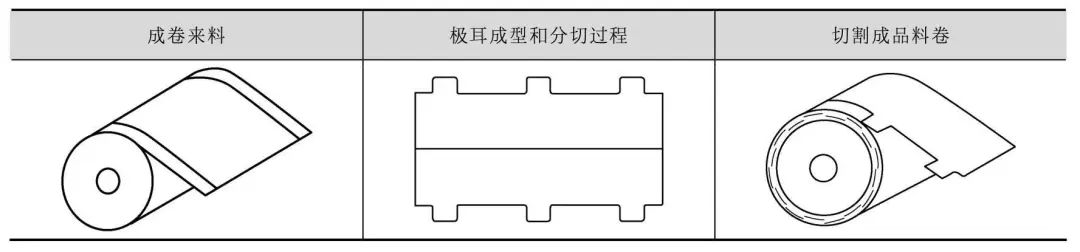
2)���ݼ�Ƭ�и��������ģ��Ŀǰ���ù��˼�������ͨ�������������������趨�켣���м�Ƭ�и
1.4 ������ģ�з�չ����
����ģ�н�Χ�������¼������������
���и�Ч�ʣ���������60��90m/min��ˮƽ����������Ԥ����3����ʵ��120��180m/min��ˮƽ��
���и�Ʒ�ʣ�Ŀǰ��Ԫ�������ϵ������Բ���ʹ�ü������ֱ���иδ��ͨ�����ͼ����������Լ�����յ��������ʵ����Ԫ�������ϵļ����и���⣬��Ӱ������ë�̡�������и�Ʒ�ʲ�����ͨ����е�ȶ��Ժͼ���յĸ�������������
���豸�ȶ��ԣ�һ�������豸�������ȶ��ԣ�ͨ�������豸���еļڶ���ˮƽ�������Ż������ϸ���ʱ������������OEEˮƽ��ͬʱ�����豸��MTBF����һ�����Dz�ƷƷ�ʵ�һ���ԣ�������Ʒ��CPK��
�����ܻ���ʵ�ֵ������ܻ��ٵ��������ܻ���������⡢PLC���ƺ���λ�����Ƽ���һ�廯��ʵ�ֵ������ܻ�����ͨ�����빤����Ϣ��ϵͳ�����ڵ������ݲɼ����Ż���ʵ���������ܻ�ˮƽ��
2�� �豸ԭ������ɼ��ؼ��ṹ
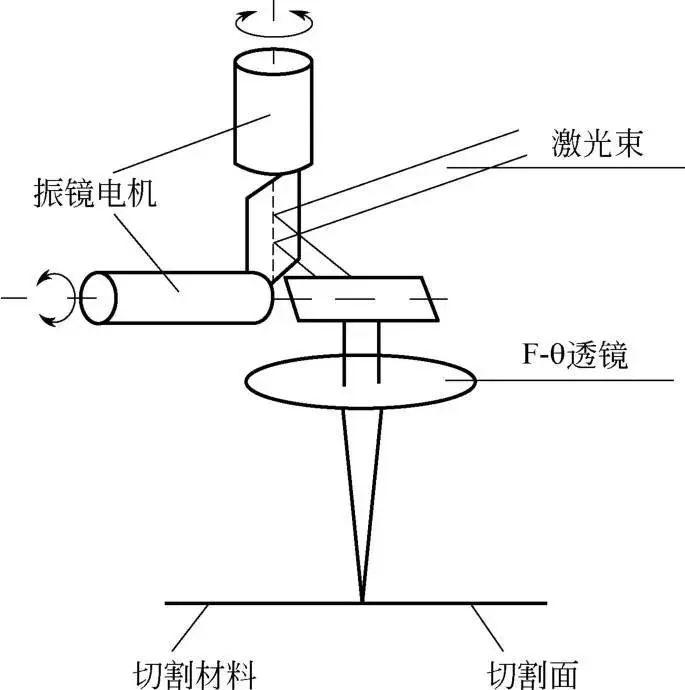
2.1�� ���⼫�����ͻ�ԭ��:Ŀǰҵ�ھ�������ķ�չ������ģ�м����Ѿ���Ϊ����,�������ϸ�豸���ܽ��Ӽ��⼫�����ͻ�չ����
1)�����и������þ۽���ļ�������Ϊ��Ҫ��Դ�����и�������ü��������䵽���ϱ���ʱ�ͷ�������ʹ֮�ۻ���������ͼ1����
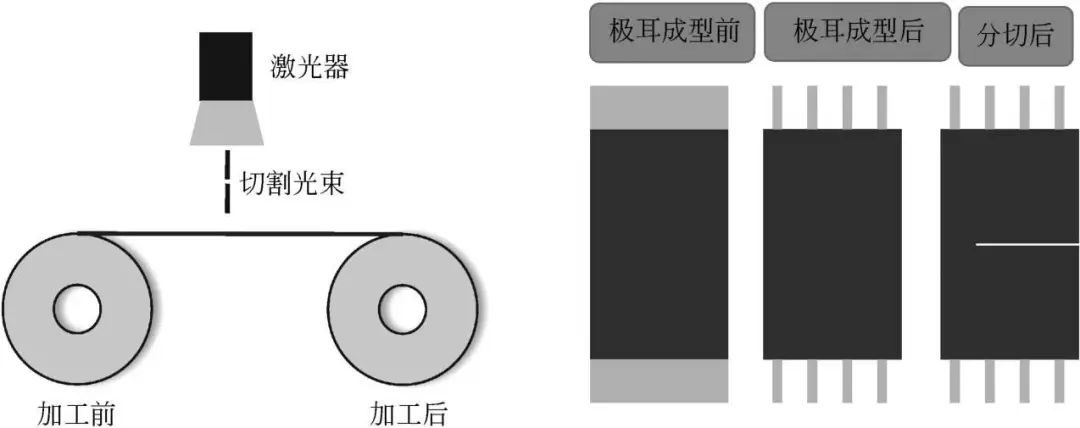
ͼ1 �����и�ԭ��ʾ��ͼ
2)�����и���ص�������
���и��϶�Ƚ���խ��
���ڽ��б���Ӱ������С��
�۾ֲ����μ�С��
�ܷǽӴ�ʽ�и��ࡢ��ȫ������Ⱦ��
�����Զ����豸��Ϸ��㣬����ʵ���Ƴ��Զ�����
�����ڸ�������ƣ����������з���������
����������ϣ���ʡ���ϡ�
*�����и�켣·����ͼ2��ʾ��
ͼ2 �����и�켣·��ʾ��ͼ
3)�����и���Ҫ���ղ���������
�ٹ�����ģ��������ģʽԽ�ͣ��۽���Ĺ�߳ߴ�ԽС�������ܶȺ������ܶ�Խ���п�Խխ���и�Ч�ʺ��и�����Խ�ߡ�
�ڼ�������ƫ���ԣ����κ����͵�Ų�����һ����������Ҳ�������90�㲢��������з���ֱ�ĵ硢�ŷ�ʸ�����ڹ�ѧ����ѵ�ʸ����Ϊ��������ƫ�����и����ƫ����ƽ��ʱ���и�ǰ�ضԼ����������ߣ������з�խ���пڴ�ֱ�Ⱥʹֲڶȵͣ��и��ٶȿ졣
�ۼ���ʣ������и�ʱ��Ҫ��������Ĺ������۽���Ĺ��ֱ����С�������ܶ���ߡ������и�����Ҫ�ļ������Ҫȡ�����и������Լ����и���ϵ����ʡ������и�����Ҫ�ļ��������ۻ��и��֮�����������и���С��
ƽ�����ʼ��㹫ʽ��ƽ������=�������������ظ�Ƶ��
��ֵ���ʼ��㹫ʽ����ֵ����=����������������
�ܽ���λ�ã���ƽ��λ�ڹ����Ϸ�Ϊ���뽹��λ�ڹ����·�Ϊ���뽹�������ι�ѧ���ۣ��������뽹ƽ����ӹ���������ʱ������Ӧ��ƽ���Ϲ����ܶȽ�����ͬ��
�ݼ��⽹����۽�ϵͳ�Ľ���Լ����и���������ҪӰ�졣����۽������Ľ���̣��۽��ǽϴ�߳ߴ��ڽ��㸽���ı仯�Ƚϴ�ͬ�Ľ���λ�ý�ʹ���ڲ��ϱ���ļ�����ܶȱ仯�ܴ��и������ܴ��Ӱ�졣���м����и�ʱ������λ��λ�ڹ���������Ե��ڹ������棬���Ի�������и���Ⱥͽ�С���и���ȡ�
*������۽���ȴ��ֱ���������ܶ���֮��С���۽���Ȧ��ɰ���ʽ���㣺��=��r2/r ʽ�� r���������ľ۽���߰뾶���ˡ������Ⲩ����
*���⼫����������������ڱ�1��
��1
(ĩ��/����)
|




